
Станки, технологическая оснастка
Подходит для промышленного применения, а также популярен на средних и небольших предприятиях. Имеет три зоны обработки:
1) Передняя часть станка – обработка торцов труб (для сварных соединений)
2) Верхняя часть станка – обработка плоских поверхностей
3) Задняя часть станка – обработка по приводному колесу (классическая схема обработки)
Два режима скорости 15 м/сек и 30 м/сек, передняя часть станка оснащена поворотными/подвижными тисками для обработки заготовок под углом и защитным экраном, задняя часть станка оснащена столом для упора заготовок под различными углами.
• Станок оснащён поворотными/подвижными тисками для обработки торцов труб под углом и на нужную глубину – от 30° до 90°.
• Мощный двухскоростной электродвигатель – 2.2/2.8 кВт; 15/30 м/сек.
• Два маховика регулировки ленты:
- маховик регулировки (вправо/влево) расположения ленты на станке
- маховик натяжения ленты
• Тиски для обработки торцов труб имеют два рычага для смещения заготовки к ленте и вправо/влево + упор для получения одинаковых изделий
• Передняя часть станка обрабатывает торцы труб в виде седловин для сварных соединений, с дополнительными роликами/валами от Ø20 до Ø76.
• Верхняя часть станка имеет зону обработки плоских поверхностей 400х100мм (ДхШ) + упор для заготовки.
• Задняя часть станка - это классическая шлифовка по приводному колесу для обработки заготовок с торца, плоских сторон, фасок + стол для работы заготовок под нужным углом.
• На станке установлены два закрытых поддона/накопителя для сбора стружки и абразивных отходов. В стандартной комплектации разъёмы поддонов/накопителей перекрыты (Ø разъёмов/патрубков = 75мм). При необходимости подключения станка к пылеотсосу – разъёмы необходимо открыть.
• На стойке станка размещён магазин для дополнительных роликов/валов (для обработки торцов труб на передней части станка).
• В стандартной комплектации поставляется ролик/вал для обработки торцов труб – Ø30мм.
• Дополнительно заказываются ролики для обработки труб: Ø20мм; Ø26мм; Ø32мм; Ø42мм; Ø48мм; Ø60мм; Ø76мм.
|
|
Станок оснащён поворотными/подвижными тисками для обработки торцов труб |
|||||
|
|
Поворотные тиски – от 30° до 90°. |
|||||

|
В стандартной комплектации поставляется ролик/вал для обработки торцов труб – Ø30мм. |
|||||
|
Дополнительные ролики: Метрические размеры - Ø20мм, Ø26мм, Ø32мм, Ø42мм, Ø48мм, Ø60мм, Ø76мм. Дюймовые размеры - 1/2", 3/4", 1", 1-1/4", 1-1/2", 2", 2-1/2". |
||||||
|
|
Панель управления - Кнопки включения и выключения станка - Аварийный выключатель - Переключатель направления вращения ленты - Переключатель скорости вращения ленты - 15м/сек и 30м/сек
|



Основное применение модели Stalex S-75F – шлифование открытых поверхностей, например:
- для быстрого и качественного удаления грата и шлака с кромок после плазменной и газовой резки
- зачищение сварных швов
- удаление неровностей на изделиях и заготовках до и после обработки
• Станок имеет колёсную стойку для работы на изделиях большой площади.
• Эффективность шлифования – идеальное сочетание ширины ленты 75мм и скорости движения ленты 34 м/сек.
• Мощный электродвигатель 3 кВт.
• Рычаг регулировки ограничения глубины шлифования, отвечающий за прижим ленты к шлифуемой поверхности.
• Удобное расположение станка при работе.
• Простая установка сменного мешка для сбора стружки и пыли.
При работе на шлифовальном станке рекомендуем использовать вытяжку для сбора металлической и абразивной пыли STALEX DVS-14 и STALEX DC650.
Ленточно-шлифовальный станок Stalex S-150L используется для торцовки, заточки, зачистки, шлифовки и полировки изделий путём обработки плоскостей и сопряжённых плоских поверхностей «бесконечными» (сомкнутыми в кольцо) лентами. Станок популярен и широко применяется в цехах и мастерских, предназначен для быстрой подгонки элементов при сборке. Ленточный шлифовальный станок находит применение в сфере метало и деревообработки.
-
Съемный модуль для сбора стружки
-
Приводной шкив с полиуретановым покрытием
-
Высота настраивается по желанию
-
Стабильный трехфазный мотор
-
Низкий уровень вибрации
- Предусмотрена возможность подключения устройства сбора абразивной пыли
При работе на шлифовальном станке рекомендуем использовать вытяжку для сбора металлической и абразивной пыли STALEX DVS-14 и STALEX DC650.
Станок шлифовальный комбинированный Stalex SDD-75. Станок прост в эксплуатации, эта машина выполняет три вида шлифования только одним рабочим рычагом и одним и тем же ремнем, при необходимости ремень легко заменяется. Станок используется для торцовки, заточки, зачистки, шлифовки и полировки изделий путём обработки плоскостей и сопряжённых плоских поверхностей «бесконечными» абразивными лентами. Станок популярен и широко применяется в цехах и мастерских, предназначен для быстрой подгонки элементов при сборке. Этот станок, может опционально комплектоваться устройством для торцевания труб, с помощью которого можно в торцах труб делать закругления, для последующей сварки. Станок имеет низкий уровень вибрации.
В стандартной комплектации станок имеет:
- Стабильный мощный трехфазный мотор
- Резиновое колесо шкива Ø
- Регулируемые ролики для различного шлифования

Stalex S-75
STALEX S-75 успешно сочетает в себе два метода шлифования. Станок используется в металло- и деревообрабатывающем производстве, как правило, для подгонки элементов при сборке. Эта модель очень востребована и популярна за счет своих отличных технических характеристик. Практически не вибрирует при работе, обеспечивает высокое качество обработки. Шлифовальная лента движется с большой скоростью, угол ее наклона легко регулируется. Модель быстро зачистит, отшлифует, отполирует большую площадь поверхности изделия.
При работе на шлифовальном станке рекомендуем использовать вытяжку для сбора металлической и абразивной пыли STALEX DVS-14 и STALEX DC650.
Ленточно-шлифовальный станок Stalex S-75HA используется для торцовки, заточки, зачистки, шлифовки и полировки изделий путём обработки плоскостей и сопряжённых плоских поверхностей «бесконечными» (сомкнутыми в кольцо) лентами. Станок популярен и широко применяется в цехах и мастерских, предназначен для быстрой подгонки элементов при сборке, обработке сварных швов и прочее. Ленточный шлифовальный станок находит применение в сфере метало и деревообработке. Станок поставляется с системой сбора абразивной пыли (съёмный модуль + подводящие патрубки). Комплектуется трёхфазным двигателем мощностью 4 кВт. Рама станка имеет возможность менять угол установки, комплектуется защитным экран для безопасной работы.
Особенности:
- Съемный модуль для сбора стружки
- Система сбора абразивной пыли + оборудованный пылесборник
- Приводной шкив с полиуретановым покрытием
- Большая поверхность шлифования для быстрой работы с крупными заготовками
- Система легкой замены шлифовальной ленты
- Высота настраивается по желанию
- Стабильный трехфазный двигатель с выходной мощностью 4 кВт
- Низкий уровень вибрации
- Высокая скорость движения ленты 1980 м/мин позволяет работать с металлом
При работе на шлифовальном станке рекомендуем использовать вытяжку для сбора металлической и абразивной пыли STALEX DVS-14 и STALEX DC650.
Комплектация:
Ленточно-шлифовальный станок Stalex S-75HA
Система сбора абразивной пыли (съёмный модуль + подводящие патрубки)
Шлифовальная лента
Защитный экран
Основание
Инструкция по эксплуатации
- Широкоуниверсальный фрезерный станок для тяжелых работ
- Высокая жесткость конструкции станка
- Жесткая конструкция вертикальной фрезерной головы без пиноли
- Автоматическая подача и ускоренное перемещение стола по 3м координатам
- Цифровая индикация по осям X/Y/Z
- Серводвигатель перемещения по осям X/Y
- Встроенное устройство подвода СОЖ и поддон для сбора стружки
- Лампа местного освещения
- Изготовлен по стандарту СЕ
- Электрокомпоненты Schneider Electric
Комплект поставки:
1) Цанговый патрон с набором из 8 цанг (4-16мм)
2) УЦИ по трем осям
3) Автоподача стола по осям X/Y
4) Электромотор подъема стола
5) Машинные тиски 160 мм
6) Оправка для горизонтального фрезерования.
7) Зажимная тяга -2шт.
8) Система подвода СОЖ
9) Поддон для сбора стружки
10) Инструкция по эксплуатации

- Широкоуниверсальный фрезерный станок для тяжелых работ
- Привод ШВП по осям X/Y/Z
- Высокая жесткость конструкции станка
- Жесткая конструкция вертикальной фрезерной головы без пиноли
- Бесступенчато регулируемая автоматическая подача и ускоренное перемещение стола по 3-м координатам
- Высокая скорость ускоренных перемещений
- Цифровая индикация по осям X/Y/Z
- Серводвигатель перемещения по осям X/Y/Z
- Все направляющие закалены и отшлифованы
- Встроенное устройство подвода СОЖ и поддон для сбора стружки
- Лампа местного освещения
- Централизованная смазка по осям X/Y
- Изготовлен по стандарту СЕ
- Электрокомпоненты Sсhneider electric
Комплект поставки
- УЦИ по трем осям(SINO)
- Выносной пульт управления
- ШВП по осям X/Y
- Автоподача стола по осям X/Y
- LED рабочая лампа
- Электромотор подъема стола по оси Z
- Зажимная тяга.
- Система подвода СОЖ
- Поддон для сбора стружки
- Инструкция по эксплуатации
- Электрокомпоненты Schneider electric

o Широкоуниверсальный фрезерный станок для тяжелых работ
o ШВП по осям X/Y
o Высокая жесткость конструкции станка
o Жесткая конструкция вертикальной фрезерной головы без пиноли
o Автоматическая подача и ускоренное перемещение стола по 3м координатам
o Цифровая индикация по осям X/Y/Z
o Серводвигатели перемещения по осям X/Y
o Эл.двигатель подъема стола
o Встроенное устройство подвода СОЖ и поддон для сбора стружки
o Лампа местного освещения
o Централизованная смазка по осям X/Y
o Стандарт СЕ
o Электрокомпоненты Schneider electric
Комплект поставки
1) УЦИ по трем осям(SINO)
2) Автоподача стола по осям X/Y
3) Электромотор подъема стола оси Z
4) Зажимная тяга.
5) Система подвода СОЖ
6) Поддон для сбора стружки
7) Инструкция по эксплуатации
8) Стандарт СЕ
9) Электрокомпоненты Schneider electric

- Широкоуниверсальный фрезерный станок для тяжелых работ
- Высокая жесткость конструкции станка
- Жесткая конструкция вертикальной фрезерной головы без пиноли
- Автоматическая подача и ускоренное перемещение стола по 3-м координатам
- Цифровая индикация по осям X/Y/Z
- Серводвигатель перемещения по осям X/Y
- Встроенное устройство подвода СОЖ и поддон для сбора стружки
- Лампа местного освещения
- Централизованная смазка по осям X/Y
- Изготовлен по стандарту СЕ
- Электрокомпоненты Schneider electric
1) Цанговый патрон с набором из 8 цанг (4-16мм)
2) УЦИ по трем осям
3) Автоподача стола по осям X/Y
4) Электромотор подъема стола
5) Машинные тиски 160 мм
6) Оправка для горизонтального фрезерования.
7) Зажимная тяга -2шт.
8) Система подвода СОЖ
9) Поддон для сбора стружки
10) Инструкция по эксплуатации
o Мощный 2-х ступенчатый двигатель, рассчитанный на непрерывную работу
o Массивная конструкция из серого чугуна гарантирует работу без вибраций
o Направляющие в виде ласточкиного хвоста гарантируют устойчивость и точность перемещения
o Точное перемещение пиноли шпинделя
o Конические подшипники шпинделя
o Возможность наклона фрезерной головки вправо/влево
o Функция резьбонарезания
o Автоподача по оси Х
o Механизированный привод по оси Z
o Автоподача пиноли шпинделя по оси Z
o Изготовлен по стандартам СЕ
o Электрокомпоненты Siemens
Комплект поставки
1) Зажимная тяга M12
2) Сверлильный патрон B16
3) Оправка сверлильного патрона ISO30/B16
4) Переходная оправка ISO30/MT3
5) Подставка
6) Система СОЖ
7) Лампа местного освещения LED
8) УЦИ по 3-м осям(Sino)
9) Автоподача по оси Х
10) Автоподача пиноли шпинделя по оси Z
11) Инструмент для обслуживания
12) Инструкция по эксплуатации
13) Деталировка

• Мощный 2-х ступенчатый двигатель, рассчитанный на непрерывную работу
• Массивная конструкция из серого чугуна гарантирует работу без вибраций
• Направляющие в виде ласточкиного хвоста гарантируют устойчивость и точность перемещения
• Точное перемещение пиноли шпинделя
• Конические подшипники шпинделя
• Система СОЖ в стандартной комплектации
• Возможность наклона фрезерной головки вправо/влево
• Функция резьбонарезания
• Автоподача пиноли шпинделя по оси Z
• Изготовлен по стандарту СЕ
• Электрокомпоненты Siemens
Станок предназначен для фрезерования и сверления черных и цветных металлов, дерева и расщепляемых пластмасс.
-
Мощный двигатель, рассчитанный на непрерывную работу
-
Большой прецизионный крестовый стол
-
Возможность поворота головки на 360°в горизонтальной плоскости
-
Конические подшипники опор шпинделя
-
Точное перемещение пиноли шпинделя
-
Толстостенная чугунная стойка
-
Быстро регулируемый упор глубины сверления
-
Изготовлен по стандарту СЕ
-
Электрокомпоненты Siemens
Комплект поставки:
-
Зажимная тяга M12
-
Сверлильный патрон 1-13 мм с оправкой
-
Подставка с поддоном
-
Фрезерная оправка
-
Инструмент для обслуживания
-
Инструкция по эксплуатации
-
Список запасных частей
-
Сертификат точности
|
|
Удобный пульт управления с кнопкой экстренной остановки Защитный экран патрона. Предотвращает вылет стружки из зоны резания. |
|||
|
|
Вращение шпинделя происходит посредством клиноременной передачи. Таблица по смене скоростей находится на защитном кожухе. |
|||
|
|
Конструкция станка предусматривает установку системы СОЖ |
|||
|
|
Стол станка перемещается по направляющим типа «ласточкин хвост» с возможностью регулировки зазора клиновыми планками. Станина станка выполнена из высококачественного серого чугуна, что предотвращает вибрацию в процессе работы. |
|||
|
|
Маховик микроподачи |





- Мощный 2-х скоростной двигатель, рассчитанный для продолжительной работы;
- Качественные шарикоподшипники обеспечивают высокую точность вращения;
- Универсальные возможности применения, такие как сверление, фрезерование, нарезание резьбы,
- Высокая плавность хода благодаря отточенным зубчатым шестерням, работающим в масляной ванне;
- Правостороннее и левостороннее вращение для нарезания резьбы;
- Направляющие типа «ласточкин хвост» для осей X, Y и Z, регулируются с помощью клиновых планок;
- Фрезерная головка имеет наклон ±45° для углового сверления, фрезерования;
- Оптимальное соотношение цены и качества;
- Конструкция станка выполнена из высококачественного серого чугуна;
- Электрокомпоненты Siemens
- Изготовлен по стандарту СЕ
- Зажимная тяга M12
- Сверлильный патрон B16
- Оправка сверлильного патрона МТ-3/B16
- Защитный экран патрона
- Функция резьбонарезания
- Подставка
- Инструмент для обслуживания
- Инструкция по эксплуатации
Станок предназначен для фрезерования, сверления под различными углами черных и цветных металлов и расщепляемых пластмасс.
-
Мощный коллекторный двигатель
-
Большой прецизионный крестовый стол
-
Цифровая индикация частоты вращения
-
Цифровая индикация глубины сверления
- Точное перемещение пиноли шпинделя
-
Возможность наклона фрезерной головки вправо/влево
-
Изготовлен по стандарту СЕ
Комплект поставки
-
Сверлильный патрон 3-16 мм B16 с ключом
-
Оправка сверлильного патрона МТ-2/В16-М10
-
Защитный экран с концевым выключателем
-
Пульт управления с цифровым табло
-
Инструмент для обслуживания
-
Инструкция по эксплуатации
-
Сертификат точности

Универсально-фрезерный станок WFM 800 Servo предназначен для точных работ при инструментальных и механических работах сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства. Станок обладает повышенной точностью. Отлит из серого чугуна. Направляющие закалены и прецизионно отшлифованы. Использование горизонтального фрезерного устройства возможно после быстрого демонтажа вертикальной фрезерной головки посредством поворотного устройства и установки серьги, поддерживающей оправки для горизонтального фрезерования дисковыми и цилиндрическими фрезами.
• Удобное расположение органов управления станка с одной стороны
• Вертикальный и горизонтальный шпиндели
• Наклон вертикальной головки влево/вправо
• Автоматическая подача и ускоренное перемещение стола по 3м координатам(сервомоторы)ШВП
• УЦИ по осям X, Y, Z (Sino)
• Встроенное устройство подвода СОЖ и поддон для сбора стружки
• Лампа местного освещения
• Управляемое перемещение фрезерного стола по 3-м координатам
• Централизованная система смазки фрезерного стола
• Электрокомпоненты Schneider electric
• Изготовлен по стандарту СЕ
o Вертикальный и горизонтальный шпиндель
o Усиленные упорные подшипники шпинделя
o Вращение вертикального шпинделя через редуктор с зубчатым приводом
o Автоматическая подача по оси Х/Y
o Автоматическая подача по оси Z
o Поворот стола в горизонтальной плоскости ±45º
o Электромотор по оси Z
o Встроенное устройство подвода СОЖ
o Лампа местного освещения
o Стандарт СЕ
o Электрокомпоненты Siemens
Комплект поставки
1) Сверлильный патрон Ø16 мм
2) Оправка сверлильного патрона
3) Автоподачи по осям X/Y
4) Зажимная тяга, 2 шт.
5) Тиски 160 мм
6) Цанговый патрон с набором цанг ER32/ISO40
7) Оправка для горизонтального фрезерования.
8) Лампа местного освещения
9) Система подачи СОЖ
10) Инструмент для обслуживания
11) УЦИ по трем осям

Комплект поставки:
- Сервомоторы по осям X/Y/Z
- ШВП по осям X/Y/Z
- Электрический маховик для осей X/Y/Z
- УЦИ по 3-м осям (Sino)
- Фрезерная оправка ISO50/Ø40
- Переходник ISO50/MT4
- Оправка для горизонтального фрезерования ISO50/Ø32
- Опора для горизонтальной оправки
- Частотно-регулируемый привод подач
- Автоподача по осям X/Y
- Фундаментные болты (М16х450 мм 6 шт.)
- Автоматическая смазка направляющих
- Выносной пульт управления с УЦИ
- Лампа освещения рабочей зоны
- Телескопическая защита по осям Y/ Z
- Система подачи СОЖ
Универсально-фрезерный станок WFM 750 Servo предназначен для точных работ при инструментальных и механических работах сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства. Станок обладает повышенной точностью. Отлит из серого чугуна. Направляющие закалены и прецизионно отшлифованы. Использование горизонтального фрезерного устройства возможно после быстрого демонтажа вертикальной фрезерной головки посредством поворотного устройства и установки серьги, поддерживающей оправки для горизонтального фрезерования дисковыми и цилиндрическими фрезами.
• Удобное расположение органов управления станка с одной стороны
• Вертикальный и горизонтальный шпиндели
• Наклон вертикальной головки влево/вправо
• Автоматическая подача и ускоренное перемещение стола по 3м координатам(сервомоторы)ШВП
• УЦИ по осям X, Y, Z (Sino)
• Встроенное устройство подвода СОЖ и поддон для сбора стружки
• Лампа местного освещения
• Управляемое перемещение фрезерного стола по 3-м координатам
• Централизованная система смазки фрезерного стола
• Электрокомпоненты Schneider electric
• Изготовлен по стандарту СЕ
Универсально-фрезерный станок предназначен для фрезерования, сверления, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов.
o Автоматический ход пиноли
o Режим резьбонарезания
o Правое и левое вращение шпинделя
o Цифровая индикация перемещения по оси X, Y, Z
o Наклон головки на угол ± 45° влево/вправо
o Точная регулировка подачи по оси Z
o Автоматическая подача по оси X, Y, Z
o Встроенное устройство подвода СОЖ и поддон для сбора стружки
o Лампа освещения
|
|
X POS DRO 3 |
|---|---|
| Количество осей | 3 |
| Цена деления | 0,005 мм |
| Количество знаков | 8 |
| Быстродействие | 60 м/мин |
| Погрешность дискретности | ±1 знак |
| Напряжение питания | 93-250 В |
Комплект поставки*
1) Сверлильный патрон Ø16 мм
2) Оправка сверлильного патрона
3) УЦИ по 3-м осям
4) Переходные оправки ISO40/Mk-4, ISO40/Mk-3, ISO40/Mk-2
5) Оправка торцевой фрезы ISO40/ Ø 32 мм
6) Цанговый патрон ISO40 с набором из 8 цанг Ø 4, 5, 6, 8, 10, 12, 14, 16 мм
7) Клин сверлильного патрона
8) Ключ 21/24
9) Зажимная тяга, 2 шт.
10) Оправка для горизонтального фрезерования,2 шт.
11) Лампа местного освещения
12) Система подвода СОЖ
13) Инструкция по эксплуатации
14) Сертификат точности
15) Упаковочный лист
* Производитель оставляет за собой право вносить изменения в конструкцию станка и его комплектацию без предварительного уведомления потребителя

Особенности:
- Высокая жесткость конструкции станка
- Удобное расположение органов управления станка с одной стороны
- Вертикальный и горизонтальный шпиндели
- Наклон вертикальной головки влево/вправо
- Автоматическая подача и ускоренное перемещение стола по 3-м координатам(сервомоторы)ШВП
- УЦИ по осям X, Y, Z (Sino)
- Встроенное устройство подвода СОЖ и поддон для сбора стружки
- Лампа местного освещения
- Управляемое перемещение фрезерного стола по 3-м координатам
- Централизованная система смазки фрезерного стола
- Электрокомпоненты Schneider electric
- Изготовлен по стандарту СЕ
Комплект поставки
- Пульт управления нового образца с УЦИ
- Зажимная тяга M16
- Переходник ISO40/MT3
- Переходник ISO40/MT2
- Цанговый патрон ISO40-Er32 с набором цанг 8 шт.(2-12мм)
- Опора для горизонтального фрезерования
- Оправки для горизонтального фрезерования: ISO 40/Ø16 мм; ISO 40/Ø22 мм; ISO 40/ Ø27 мм; ISO 40/Ø32 мм
- Система подвода СОЖ
- Сертификат точности
- Поддон для сбора стружки
- Инструкция по эксплуатации
- Лампа LED местного освещения

- Вертикальный и горизонтальный шпиндель
- Усиленные упорные подшипники шпинделя
- Автоматическая подача по осям Х/Y/Z
- Вращение на шпиндель, передается посредством клиноременной передачи
- Автоподача пиноли шпинделя
- Серводвигатель перемещений по осям X/Y/Z
- Пневмозажим инструмента
- Пульт управления нового образца
- Встроенное устройство подвода СОЖ
- Лампа местного освещения
- Изготовлен по стандарту СЕ
- Электрокомпоненты Schneider Electric
Комплект поставки
- Зажимная тяга, 2 шт.
- Тиски 160 мм
- Цанговый патрон с набором цанг ER32/ISO40
- Оправка для горизонтального фрезерования.
- LED лампа местного освещения
- Система подачи СОЖ
- Инструмент для обслуживания
- УЦИ по трем осям

o Изготовлен из высококачественного чугуна и стали
o Усиленные упорные подшипники шпинделя
o Поворот головки на угол ± 45° влево/вправо
o Централизованная смазка стола
o Автоматизированный ход стола X, Y, Z
o ШВП по осям X/Y
o Встроенное устройство подвода СОЖ
o Лампа местного освещения
o Стандарт СЕ
Комплект поставки
1) Цанговый патрон ISO50 с набором цанг 8шт(4-16мм)
2) Оправка ISO50/MT4.
3) Тиски фрезерные 160 мм
4) Оправка ISO50 для торцевых фрез.
5) Лампа местного освещения
6) Инструмент для обслуживания
7) УЦИ по трем осям
o Массивная конструкция из серого чугуна
o Вращение вертикального шпинделя через редуктор с зубчатым приводом
o Усиленные упорные подшипники шпинделя
o Поворот головки на угол ± 45° влево/вправо
o Централизованная смазка стола
o Автоматическая подача по оси Х/Y
o Встроенное устройство подвода СОЖ
o Лампа местного освещения
o Изготовлен по стандарту СЕ
o Электрокомпоненты Siemens
Комплект поставки
1) Сверлильный патрон Ø16 мм
2) Оправка сверлильного патрона
3) Цанговый патрон с набором цанг (4-16мм)
4) Зажимная тяга
5) УЦИ по 3-м осям(Sino)
6) Устройство подвода СОЖ
7) Тиски фрезерные, ширина губок 160 мм
8) Масляный поддон
9) Автоподача по осям X/Y
10) Лампа местного освещения
11) Инструмент для обслуживания
Токарный станок индивидуального применения, предназначен для токарной обработки, резьбонарезания, сверления металлов и полимерных материалов, поддающихся обработке резанием.
-
Закаленная и отшлифованная станина
-
Защитный экран с концевым выключателем
-
Автоматическая продольная и поперечная подача
-
Мощный двигатель
-
Плавное изменение частоты вращения шпинделя
-
Конусные роликовые подшипники шпинделя
-
Изготовлен по стандарту СЕ
Токарный станок индивидуального применения, предназначен для токарной обработки, резьбонарезания, сверления металлов и полимерных материалов, поддающихся обработке резанием.
- Закаленная и отшлифованная станина
- Защитный экран с концевым выключателем
- Автоматическая продольная подача
- Мощный коллекторный двигатель
- Цифровая индикация вращения
- Плавное изменение частоты вращения шпинделя
- Конусные роликовые подшипники шпинделя
- Металлические шестерни в комплекте для нарезания резьбы
- Массивная станина из высококачественного чугуна предотвращает вибрацию при работе
- Изготовлен по стандарту СЕ
Токарный станок индивидуального применения, предназначен для токарной обработки, резьбонарезания, сверления металлов и полимерных материалов, поддающихся обработке резанием.
-
Закаленная и отшлифованная станина
-
Защитный экран с концевым выключателем
-
Автоматическая продольная и поперечная подача
-
Мощный двигатель
-
Плавное изменение частоты вращения шпинделя
-
Конусные роликовые подшипники шпинделя
-
Изготовлен по стандарту СЕ
Токарный станок индивидуального применения, предназначен для токарной обработки, резьбонарезания, сверления металлов и полимерных материалов, поддающихся обработке резанием.
- Закаленная и отшлифованная станина
- Защитный экран с концевым выключателем
- Автоматическая продольная подача
- Мощный коллекторный двигатель
- Цифровая индикация вращения
- Плавное изменение частоты вращения шпинделя
- Конусные роликовые подшипники шпинделя
- Металлические шестерни в комплекте для нарезания резьбы
- Массивная станина из высококачественного чугуна предотвращает вибрацию при работе
- Изготовлен по стандарту СЕ
Токарный станок индивидуального применения, предназначен для токарной обработки, резьбонарезания, сверления металлов и полимерных материалов, поддающихся обработке резанием.
- Закаленная и отшлифованная станина
- Защитный экран с концевым выключателем
- Автоматическая продольная подача
- Мощный коллекторный двигатель
- Цифровая индикация вращения
- Плавное изменение частоты вращения шпинделя
- Конусные роликовые подшипники шпинделя
- Металлические шестерни в комплекте для нарезания резьбы
- Массивная станина из высококачественного чугуна предотвращает вибрацию при работе
- Изготовлен по стандарту СЕ
Особенности:
• Многоосевые тиски имеют возможность поворота по различным координатным осям (угол наклона заготовки от 0 до 90° и поворот относительно основания от 0 до 360°)
• Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций
• Съемные губки закалены и отшлифованы, обеспечивают большой срок службы при сохранении точности и повторяемости
• Винт защищен от грязи и стружки
• Подвижная губка усилена увеличенным корпусом
• Прочная конструкция, детали тисков изготовлены из мелкозернистого высокопрочного чугуна
| Модель | Станочные тиски Stalex TQA6 |
|---|---|
| Ширина губки, дюймы (мм) | 6 (150мм) |
| Глубина губки, дюймы (мм) | 2 (50мм) |
| Раскрыв губок, дюймы (мм) | 6 (150мм) |
| Высота, дюймы (мм) | 7 ¼ (184мм) |
| Размер станины, дюймы | 9х11 1/2 |
| Вес, кг | 51 |
Особенности:
• Многоосевые тиски имеют возможность поворота по различным координатным осям (угол наклона заготовки от 0 до 90° и поворот относительно основания от 0 до 360°)
• Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций
• Съемные губки закалены и отшлифованы, обеспечивают большой срок службы при сохранении точности и повторяемости
• Винт защищен от грязи и стружки
• Подвижная губка усилена увеличенным корпусом
• Прочная конструкция, детали тисков изготовлены из мелкозернистого высокопрочного чугуна
Особенности:
• Многоосевые тиски имеют возможность поворота по различным координатным осям (угол наклона заготовки от 0 до 90° и поворот относительно основания от 0 до 360°)
• Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций
• Съемные губки закалены и отшлифованы, обеспечивают большой срок службы при сохранении точности и повторяемости
• Винт защищен от грязи и стружки
• Подвижная губка усилена увеличенным корпусом
• Прочная конструкция, детали тисков изготовлены из мелкозернистого высокопрочного чугуна
Основные детали тисков, в том числе поворотное основание, изготовлены из высокопрочного чугуна. Съёмные рифлёные губки изготовлены из закаленной инструментальной стали и отшлифованы.
Особенности:
• Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций
• Съемные рифлёные губки закалены и отшлифованы, обеспечивая большой срок службы при сохранении точности и повторяемости
• Винт защищен от грязи и стружки
• Подвижная губка усилена увеличенным корпусом
• Прочная конструкция, детали тисков изготовлены из высокопрочного чугуна
• Ручка тисков в стандартной комплектации
Основные детали тисков, в том числе поворотное основание, изготовлены из высокопрочного чугуна. Съёмные рифлёные губки изготовлены из закаленной инструментальной стали и отшлифованы.
Особенности:
• Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций
• Съемные рифлёные губки закалены и отшлифованы, обеспечивая большой срок службы при сохранении точности и повторяемости
• Винт защищен от грязи и стружки
• Подвижная губка усилена увеличенным корпусом
• Прочная конструкция, детали тисков изготовлены из высокопрочного чугуна
• Ручка тисков в стандартной комплектации
Основные детали тисков, в том числе поворотное основание, изготовлены из высокопрочного чугуна. Съёмные рифлёные губки изготовлены из закаленной инструментальной стали и отшлифованы.
Особенности:
• Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций
• Съемные рифлёные губки закалены и отшлифованы, обеспечивая большой срок службы при сохранении точности и повторяемости
• Винт защищен от грязи и стружки
• Подвижная губка усилена увеличенным корпусом
• Прочная конструкция, детали тисков изготовлены из высокопрочного чугуна
• Ручка тисков в стандартной комплектации
| Модель | Станочные тиски Stalex TQС6 |
|---|---|
| Ширина губки, дюймы (мм) | 6 (150мм) |
| Глубина губки, дюймы (мм) | 2 (50мм) |
| Раскрыв губок, дюймы (мм) | 6 (150мм) |
| Высота, дюймы (мм) | 6 (150мм) |
| Размер станины, дюймы | 11 1/2х8 7/16 |
| Вес, кг | 39 |
| Модель | Станочные тиски Stalex TQС4 |
|---|---|
| Ширина губки, дюймы (мм) | 4 (100мм) |
| Глубина губки, дюймы (мм) | 1 ½ (38мм) |
| Раскрыв губок, дюймы (мм) | 4 (100мм) |
| Высота, дюймы (мм) | 4 9/16 (14мм) |
| Размер станины, дюймы | 7 3/4х5 3/4 |
| Вес, кг | 14 |
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания. Линейка тисков «Гиппо» выделяется большим раскрытием тисков и высоким качеством. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.

Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 210° относительно своего основания. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания. Линейка тисков «Гиппо» выделяется большим раскрытием тисков и высоким качеством. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.
Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 210° относительно своего основания. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.
Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 210° относительно своего основания. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания. Линейка тисков «Гиппо» выделяется большим раскрытием тисков и высоким качеством. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.
Слесарные тиски Stalex «Гризли» – предназначены для применения в различных условиях: от домашней мастерской или автосервиса до крупных предприятий. Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания.
Зев тисков предназначен для крепления трубы в тисках.


|
Упаковка – картонный короб. Упаковка на модель Stalex "Гризли" 200Х200 мм (арт. M80) имеет фанерное основание. |

|
Размещение тисков в упаковке |

|
Маркировка упаковки |

|
Размер губки тисков (ВхШ):
20х12 мм |

|
Макс. глубина зева: 75 мм Зев тисков предназначен для крепления трубы в тисках. |
|
Макс. раскрытие тисков:
125 мм |
|

|
Диаметр зажима трубы: Ø 13,5-56 мм |

|
Основание тисков |
Слесарные тиски Stalex «Гризли» – предназначены для применения в различных условиях: от домашней мастерской или автосервиса до крупных предприятий. Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания.
Зев тисков предназначен для крепления трубы в тисках.
|
|
Упаковка – картонный короб. Упаковка на модель Stalex "Гризли" 200Х200 мм (арт. M80) имеет фанерное основание. |
|
|
Размещение тисков в упаковке |
|
|
Маркировка упаковки |
|
|
Размер губки тисков (ВхШ):
28х16 мм |
|
|
Макс. глубина зева: 105 мм Зев тисков предназначен для крепления трубы в тисках. |
|
Макс. раскрытие тисков:
200 мм |
|
|
|
Диаметр зажима трубы: Ø 13,5-90 мм |
|
|
Основание тисков |
Слесарные тиски Stalex «Горилла» – предназначены для применения в различных условиях: от домашней мастерской или автосервиса до крупных предприятий. Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания.


|
Упаковка – картонный короб. |

|
Размещение тисков в упаковке |

|
Маркировка упаковки |

|
Размер губки тисков (ВхШ): 20х10 мм |

|
Макс. глубина зева: 86 мм Зев тисков предназначен для крепления трубы в тисках. |
|
Макс. раскрытие тисков: 150 мм |
|

|
Диаметр зажима трубы:
Ø 13,5-58 мм
|

|
Основание тисков |
Слесарные тиски Stalex «Гризли» – предназначены для применения в различных условиях: от домашней мастерской или автосервиса до крупных предприятий. Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания.
Зев тисков предназначен для крепления трубы в тисках.
|
|
Упаковка – картонный короб. Упаковка на модель Stalex "Гризли" 200Х200 мм (арт. M80) имеет фанерное основание. |
|
|
Размещение тисков в упаковке |
|
|
Маркировка упаковки |
|
|
Размер губки тисков (ВхШ):
20х10 мм |
|
|
Макс. глубина зева: 67 мм Зев тисков предназначен для крепления трубы в тисках. |
|
Макс. раскрытие тисков:
100 мм |
|
|
|
Диаметр зажима трубы: Ø 13,5-50 мм |
|
|
Основание тисков |
Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен высококачественной стальной пластиной от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 210° относительно своего основания. Винт ручки и ручка – хромированные с резиновыми ограничителями.
Зев тисков предназначен для крепления трубы в тисках.
Слесарные тиски Stalex «Горилла» – предназначены для применения в различных условиях: от домашней мастерской или автосервиса до крупных предприятий. Изготовлены из высокопрочного специального чугуна. Закалённые и шлифованные губки имеют насечки для прочного крепления детали.
Порошковая покраска на тисках обеспечивает образование ударопрочного и антикоррозийного покрытия, которое работает в широком температурном диапазоне, при этом резкие смены температуры не влияют на качество порошковой краски.
Закрытый ходовой винт тисков защищен от попадания металлической стружки и опилок. Тиски имеют возможность поворота на 360° относительно своего основания.
|
|
Упаковка – картонный короб. |
|
|
Размещение тисков в упаковке |
|
|
Маркировка упаковки |
|
|
Размер губки тисков (ВхШ): 20х10 мм |
|
|
Макс. глубина зева: 56 мм Зев тисков предназначен для крепления трубы в тисках. |
|
Макс. раскрытие тисков: 75 мм |
|
|
|
Диаметр зажима трубы:
Ø 13,5-36 мм
|
|
|
Основание тисков |
Станок продольной резки (дисковые ножницы) – это лёгкий станок резки металла, удобен в работе/установке/транспортировке. В процессе резки, лист пропускает между двумя валами, оснащённых дисковыми ножами. Процесс раскроя на станке для резки листового или рулонного металла осуществляется вручную, путём вращения рукоятки. Станок Stalex СПР-1250/3-Р ручной производит продольную резку листового металла на штрипсы (полосы).
Производительность станков обеспечивает резку до 600 - 1000 кг металла в час (5 - 8 тонн в день), что вполне достаточно для обеспечения потребностей большинства мелких и средних организаций, такая производительность станка в 10 раз выше, чем при работе ручным инструментом.
Стойкость дисковых ножей не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 0,55мм.
Максимальные параметры станка:
- Максимальная ширина листа – 1250мм (стандартный размер листовой или рулонный стали)
- Толщина разрезаемого металла – 0,8мм (σт ≤ 250 МПа / σв ≤ 320 МПа)
σт – коэффициент предела текучести
σв – коэффициент предела прочности
В стандартной комплектации станка Станок Stalex СПР-1250/3-Р установлено три пары дисковых ножей. В зависимости от толщины металла и группы металла на станок возможно установить разное количество пар дисковых ножей.
Отношение кол-ва пар дисковых ножей к толщине металла - сталь (σт ≤ 250 МПа / σв ≤ 320 МПа):
|
Количество пар дисковых ножей |
1 |
2 |
3 |
4 |
5 |
|
Толщина разрезаемого металла (σт ≤ 250 МПа / σв ≤ 320 МПа) |
0,8мм |
0,7мм |
0,6мм |
0,5мм |
0,45мм |
Дисковый нож поперечной резки предназначен для получения нужной длины после формирования штрипс (полос) продольными дисковыми ножами. Дисковый нож поперечной резки – устанавливается дополнительно на станок.
Стойкость дисковых ножей не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 0,55мм (σт ≤ 250 МПа / σв ≤ 320 МПа) или 400тонн (σт ≤ 250 МПа / σв ≤ 320 МПа) – на одной заточке (Ножи двусторонние - Это увеличивает ресурс вдвое).
Для изготовления ножей используется высококачественная инструментальная сталь марки ХВГ, легированная хромом, ванадием, марганцем с последующей термообработкой и шлифовкой. Дальнейшее использование затупившихся ножей возможно после простой и недорогой шлифовки ножей на стандартном плоскошлифовальном станке. Шлифовать ножи можно 2 – 3 раза.
К станку возможно присоединить приёмный стол для удобной работы с продольными и поперечным ножами, а также комплект нанесения защитной плёнки на металл.
Для подачи в станок рулонного метала используется разматыватель Stalex РМС-1250 или Stalex SUS-1250 (это самоподъёмный разматыватель, его установка занимает десять минут времени без грузоподъёмных механизмов и без обязательного крепления к полу).
Так же в стандартной комплектации помимо трёх пар дисковых ножей:
- опорная стойка;
- роликовый стол (с двумя роликовыми валами и двумя направляющими упорами) для подачи рулона в станок с разматывателя или листа.
Для сматывания рулонного металла используется лёгкий наматыватель до 1,5-2 тонн грузоподъёмностью с ручным приводом, такой диапазон грузоподъёмности связан
с тем что намотать рулоны штрипсов весом более 2 - 2.5 тонн на несложных, нестационарных наматывателях невозможно из-за разности плотности намотки рулонных полос (штрипс), т.е. некоторые полосы будут наматываться в натяг, некоторые провисать.
Станок Stalex СПР-1250/3-Р возможно использовать в неотапливаемых помещениях при минусовой температуре. Диапазон температуры от +40 до -20 С. При соблюдении некоторых простых правил работа может производиться не только в неотапливаемых помещениях, а даже на открытой территории - площадка/улица от – 20 (-25) до +30 С.
Рекомендации:
- организовать над станком навес от прямого попадания влаги на станок
- для защиты от коррозии, промазать не защищенные/не покрашенные детали (валы, ножи, шестерни) литолом.
- настройку зазоров режущих ножей производить после того как t°C станка будет равна t°C окружающей среды (при резкой смене условий).
Преимущества станка продольной резки Stalex СПР-1250/3-Р:
-
возможность тонкой настройки на металл разного типа и толщины;
-
быстрая и простая перенастройка роликовых ножей для резки металла на нужный размер;
-
дисковые роликовые ножи для резки металла с двусторонней заточкой и увеличенным сроком службы;
-
роликовый стол подачи лист с регулируемыми по ширине двумя направляющими упора;
-
в стандартной комплектации опорная стойка для удобства работы;
-
высокая точность реза:
- дополнительно устанавливается дисковый нож поперечной резки.

Станок Stalex СПР-1250/5-А электрический - станок продольной резки (дисковые ножницы с пятью парами ножей в стандартной комплектации), имеет мощный электропривод 0,75 кВт, удобен в работе/установке/транспортировке, предназначен для продольно – поперечной резки листового и рулонного металла на штрипсы (полосы). При нажатии кнопки «пуск» станок производит протягивание и резку. В процессе резки, лист пропускает между двумя валами Ø90мм, оснащённых усиленными дисковыми ножами, разрезанный металл подаётся на роликовый стол с двумя роликовыми валами. Процесс раскроя на станке для резки листового или рулонного металла осуществляется от двигателя, подключение 380В (220В – опционально).
Производительность станка - 9,5 метров/мин.
Стойкость дисковых ножей не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 0,55мм.
Максимальные параметры станка:
- Максимальная ширина листа – 1250мм (стандартный размер листовой или рулонный стали)
- Толщина разрезаемого металла – 1,2мм (σт ≤ 250 МПа / σв ≤ 320 МПа)
σт – коэффициент предела текучести
σв – коэффициент предела прочности
В стандартной комплектации станка Станок Stalex СПР-1250/5-А установлено пять пар дисковых ножей. В зависимости от толщины металла и группы металла на станок возможно установить разное количество пар дисковых ножей.
Отношение кол-ва пар дисковых ножей к толщине металла - сталь (σт ≤ 250 МПа / σв ≤ 320 МПа):
|
Количество пар дисковых ножей |
2 |
5 |
8 |
12 |
|
Толщина разрезаемого металла (σт ≤ 250 МПа / σв ≤ 320 МПа) |
1,5 мм |
1,2 мм |
1,0 мм |
0,8 мм |
Дисковый нож поперечной резки предназначен для получения нужной длины после формирования штрипс (полос) продольными дисковыми ножами. Дисковый нож поперечной резки – устанавливается дополнительно на станок. Максимальная толщина резки листа поперечным ножом - 0,8мм.
Стойкость дисковых ножей не менее 70000 метров при разрезании обычной оцинкованной стали толщиной 1,0-1,2мм (σт ≤ 250 МПа / σв ≤ 320 МПа) или 400тонн (σт ≤ 250 МПа / σв ≤ 320 МПа) – на одной заточке (Ножи двусторонние - Это увеличивает ресурс вдвое).
Для изготовления ножей используется высококачественная инструментальная сталь марки ХВГ, легированная хромом, ванадием, марганцем с последующей термообработкой и шлифовкой. Дальнейшее использование затупившихся ножей возможно после простой и недорогой шлифовки ножей на стандартном плоскошлифовальном станке. Шлифовать ножи можно 2 – 3 раза.
К станку возможно присоединить приёмный стол для удобной работы с продольными и поперечным ножами, а также комплект нанесения защитной плёнки на металл.
Для подачи в станок рулонного метала используется разматыватель Stalex РМС-1250 или Stalex SUS-1250 (это самоподъёмный разматыватель, его установка занимает десять минут времени без грузоподъёмных механизмов и без обязательного крепления к полу).
Так же в стандартной комплектации помимо трёх пар дисковых ножей:
- опорная стойка;
- роликовый стол (с двумя роликовыми валами и двумя направляющими упорами) для подачи рулона в станок с разматывателя или листа.
Для сматывания рулонного металла используется лёгкий наматыватель до 1,5-2 тонн грузоподъёмностью с ручным приводом, такой диапазон грузоподъёмности связан
с тем что намотать рулоны штрипсов весом более 2 - 2.5 тонн на несложных, нестационарных наматывателях невозможно из-за разности плотности намотки рулонных полос (штрипс), т.е. некоторые полосы будут наматываться в натяг, некоторые провисать.
Преимущества станка продольной резки Stalex СПР-1250/5-А:
-
возможность тонкой настройки на металл разного типа и толщины;
-
быстрая и простая перенастройка роликовых ножей для резки металла на нужный размер;
-
дисковые роликовые ножи для резки металла с двусторонней заточкой и увеличенным сроком службы;
-
роликовый стол (с двумя роликовыми валами и двумя направляющими упорами) для подачи рулона в станок с разматывателя или листа.
-
в стандартной комплектации опорная стойка для удобства работы;
-
высокая точность реза:
-
дополнительно устанавливается дисковый нож поперечной резки.

Станок поперечной резки металла. Протягивает листы рулонного металла через прорезиненные ролики. Механический отрезной нож. Макс. толщина протягивания и резки – 0,8мм (сталь) включительно.
|
Нож поперечной резки |
Прорезиненные ролики для протягивания листа |
|||
|
|
|



Применяется для наматывания штрипса в составе линии продольной резки (ЛПР) рулонного металла. Наматыватель Stalex НСЦ-1250 имеет простой и надёжный ручной привод и может намотать до 2 - 2.5 тонн штрипса. Резка на узкие рулоны (штрипсы) является самой сложной операцией среди всех видов резки рулонного металла. Главная проблема как раз и заключается в наматывании разрезанных полос металла на наматыватель.
Для плотной намотки металла необходимо обязательно иметь наматыватель сложной конструкции с натяжителями и укладчиками полос, с частотным приводом переменной скорости вращения. Это обязательно стационарный наматыватель и очень недешевый. Стоимость одного наматывателя несколько сотен тысяч рублей.
И даже такие сложные наматыватели не обеспечивают одинаковую плотность намотки в разных штрипсах. То есть некоторые ленты будут идти в натяг, а некоторые провисать и образовывать петли на полу. Поэтому при резке больших рулонов для выравнивания провисания штрипсов приходится делать в полу цеха глубокую компенсационную яму.
Намотать рулоны штрипсов общим весом более 2 - 2.5 тонн на несложных, недорогих наматывателях невозможно.
Stalex СПР-1250 3-А электрический (арт. СПР-3) - количество устанавливаемых ножей – 3 (макс. 5)
Stalex СПР-1250 5-А электрический (арт. СПР-5) - количество устанавливаемых ножей – 5 (макс. 10)
Двухопорный разматыватель серии РСЦ предназначен для размотки рулонов шириной 1500 мм и массой до 8 тонн.
Вал с синхронным разжимом лап позволяет быстро и точно зафиксировать рулон, а двухопорная конструкция рамы обеспечивает безопасную работу. Разжим лап осуществляется при вращении рукоятки.
Для предотвращения инерционного разматывания рулона разматыватель снабжен тормозным устройством.
Особенности:
- двухопорная сварная рама;
- механизм самоцентровки рулона;
- разборная конструкция вала;
- тормозное устройство;
- штурвал для вращения вала при размотке

Неприводной двухопорный разматыватель рулонного металла Stalex РМС-1500 обеспечивает подъём рулона без грузоподъёмных механизмов и самоцентрирование рулона.
Разматыватель Stalex РМС-1500 может разматывать рулоны шириной от 250 мм до 1500 мм.
Предназначен для размотки рулонов весом до 8000 кг (это стандартный вес рулона металла - 8 тонн).
При вращении приводной рукоятки вала происходит синхронный разжим четырёх лепестков с одновременным самоцентрированием вала в рулоне. Время работы займёт 1 минуту (это легкая, быстрая и точная фиксация рулона).
Далее поднести боковые опоры к валу и с помощью передачи винт-гайка на боковых опорах оторвать рулон от пола.
Самоподъемный механизм позволяет использовать разматыватель как на промышленных объектах, так и на небольших строительных площадках, где нет дополнительных подъемных устройств. На всех разматывателях Stalex РМС-1500 установлен эффективный фрикционный тормоз.
Преимущества разматывателя рулонов серии Stalex РМС:
- разборная конструкция вала;
-
удобная и точная центровка рулона;
-
механизм самоподъема рулона;
-
устройство для торможения и остановки вала;
-
возможность установки узких рулонов
Неприводной двухопорный разматыватель рулонного металла Stalex РМС-1250 обеспечивает подъём рулона без грузоподъёмных механизмов и самоцентрирование рулона.
Разматыватель Stalex РМС-1250 может разматывать рулоны шириной от 250 мм до 1250 мм.
Предназначен для размотки рулонов весом до 8000 кг (это стандартный вес рулона металла - 8 тонн).
При вращении приводной рукоятки вала происходит синхронный разжим четырёх лепестков с одновременным самоцентрированием вала в рулоне. Время работы займёт 1 минуту (это легкая, быстрая и точная фиксация рулона).
Далее поднести боковые опоры к валу и с помощью передачи винт-гайка на боковых опорах оторвать рулон от пола.
Самоподъемный механизм позволяет использовать разматыватель как на промышленных объектах, так и на небольших строительных площадках, где нет дополнительных подъемных устройств. На всех разматывателях Stalex РМС-1250 установлен эффективный фрикционный тормоз.
Преимущества разматывателя рулонов серии Stalex РМС:
- разборная конструкция вала;
-
удобная и точная центровка рулона;
-
механизм самоподъема рулона;
-
устройство для торможения и остановки вала;
-
возможность установки узких рулонов
Приводной двухопорный разматыватель металла серии Stalex РМЭ предназначен для размотки рулонов массой до 8 тонн и шириной до 1500 мм. Разматыватель имеет ручную установку диаметра рулона, регулировку скорости подачи с частотным преобразователем 220В, передача движения происходит через привод колёс – шестерённая передача (с большего колеса на малое). Стационарная станина обеспечивает безопасность при работе. Для установки рулона необходимо вал с крестовинами снять с опор, установить внутрь рулона, разжать и затем всю конструкцию установить на раму. Предназначен для работы с рулонным металлом при использовании совместно с профилировочными станками, устройствами резки и т.п. Размотчики имеют регулировку внутреннего диаметра рулона.
Особенности:
- ручная установка диаметра рулона;
- регулировку скорости подачи с частотным преобразователем 220В;
- стационарная станина обеспечивает безопасность при работе;
- размотчик работает в обе стороны (установлен реверс, на размотку и замотку), в стандартной комплектации.
|
|
Электрошкаф |
|
|
Пульт |
|
|
Боковые опоры (фото №1) |
|
|
Боковые опоры (фото №2) |
|
|
Боковые опоры (фото №3) |






Неприводной двухопорный размотчик рулонного металла Stalex RDL PRO-1500 обеспечивает подъём рулона без грузоподъёмных механизмов и самоцентрирование рулона.
Stalex RDL PRO-1500 может разматывать рулоны шириной от 250 мм до 1500 мм.
Предназначен для размотки рулонов весом до 8000 кг (это стандартный вес рулона металла - 8 тонн).
При вращении приводной рукоятки вала происходит синхронный разжим четырёх лепестков с одновременным самоцентрированием вала в рулоне. Время работы займёт 1 минуту (это легкая, быстрая и точная фиксация рулона).
Далее поднести боковые опоры к валу и с помощью передачи винт-гайка на боковых опорах оторвать рулон от пола.
Самоподъемный механизм позволяет использовать размотчик как на промышленных объектах, так и на небольших строительных площадках, где нет дополнительных подъемных устройств. На всех размотчиках Stalex RDL PRO-1500 установлен эффективный фрикционный тормоз.
Преимущества размотчика рулонов серии Stalex RDL PRO:
-
разборная конструкция вала;
-
удобная и точная центровка рулона;
-
механизм самоподъема рулона;
-
устройство для торможения и остановки вала;
-
возможность установки узких рулонов
|
|
Устройство для торможения и остановки вала |
||||
|
|
|||||
|
|
|||||
|
|
Удобная и точная центровка рулона |
||||
|
|
|||||
|
|
|||||
|
|
Механизм самоподъёма рулона |
||||
|
|








Неприводной двухопорный размотчик рулонного металла Stalex RDL PRO-1250 обеспечивает подъём рулона без грузоподъёмных механизмов и самоцентрирование рулона.
Stalex RDL PRO-1250 может разматывать рулоны шириной от 250 мм до 1250 мм.
Предназначен для размотки рулонов весом до 8000 кг (это стандартный вес рулона металла - 8 тонн).
При вращении приводной рукоятки вала происходит синхронный разжим четырёх лепестков с одновременным самоцентрированием вала в рулоне. Время работы займёт 1 минуту (это легкая, быстрая и точная фиксация рулона).
Далее поднести боковые опоры к валу и с помощью передачи винт-гайка на боковых опорах оторвать рулон от пола.
Самоподъемный механизм позволяет использовать размотчик как на промышленных объектах, так и на небольших строительных площадках, где нет дополнительных подъемных устройств. На всех размотчиках Stalex RDL PRO-1250 установлен эффективный фрикционный тормоз.
Преимущества размотчика рулонов серии Stalex RDL PRO:
-
разборная конструкция вала;
-
удобная и точная центровка рулона;
-
механизм самоподъема рулона;
-
устройство для торможения и остановки вала;
-
возможность установки узких рулонов
|
|
Устройство для торможения и остановки вала |
||||
|
|
|||||
|
|
|||||
|
|
Удобная и точная центровка рулона |
||||
|
|
|||||
|
|
|||||
|
|
Механизм самоподъёма рулона |
||||
|
|
Неприводной двухопорный размотчик рулонного металла Stalex RDС PRO-1250 предназначен для размотки рулонов шириной 1250 мм и массой до 8 тонн.
Вал с синхронным разжимом лап позволяет быстро и точно зафиксировать рулон, а двухопорная конструкция рамы обеспечивает безопасную работу. Разжим лап осуществляется при вращении рукоятки.
Для предотвращения инерционного разматывания рулона размотчик снабжен тормозным устройством.
Особенности:
- двухопорная сварная рама;
- механизм самоцентровки рулона (на торце размотчика находиться, на винт одевается ручка для раскрытия лап/лепестков (ручка в комплектации));
- разборная конструкция вала;
- тормозное устройство;
- штурвал для вращения вала при размотке.
|
|
Устройство для торможения и остановки вала |
|||
|
|
||||
|
|
||||
|
|
Удобная и точная центровка рулона |
|||
|
|
||||
|
|
||||
|
|
Система раскрытия лап/лепестков |
|||
|
|









Неприводной двухопорный размотчик рулонного металла Stalex RDС PRO-1500 предназначен для размотки рулонов шириной 1500 мм и массой до 8 тонн.
Вал с синхронным разжимом лап позволяет быстро и точно зафиксировать рулон, а двухопорная конструкция рамы обеспечивает безопасную работу. Разжим лап осуществляется при вращении рукоятки.
Для предотвращения инерционного разматывания рулона размотчик снабжен тормозным устройством.
Особенности:
- двухопорная сварная рама;
- механизм самоцентровки рулона (на торце размотчика находиться, на винт одевается ручка для раскрытия лап/лепестков (ручка в комплектации));
- разборная конструкция вала;
- тормозное устройство;
- штурвал для вращения вала при размотке.
|
|
Устройство для торможения и остановки вала |
|||
|
|
||||
|
|
||||
|
|
Удобная и точная центровка рулона |
|||
|
|
||||
|
|
||||
|
|
Система раскрытия лап/лепестков |
|||
|
|
Неприводной двухопорный разматыватель металла серии Stalex РМ предназначен для размотки рулонов массой до 8 тонн и шириной до 1250 мм. Разматыватель имеет ручную установку диаметра рулона, штурвал для размотки, смотки и торможения рулона. Стационарная станина обеспечивает безопасность при работе. Для установки рулона необходимо вал с крестовинами снять с опор, установить внутрь рулона, разжать и затем всю конструкцию установить на раму. Размотка рулона происходит при протяжке полосы или при вращении штурвала. Предназначен для работы с
рулонным металлом при использовании совместно с профилировочными станками,
устройствами резки и т.п. Размотчики имеют регулировку внутреннего диаметра рулона.
Особенности:
-
ручная установка диаметра рулона;
-
штурвал для размотки, смотки и торможения рулона;
-
разматыватель может быть оснащён устройством подъёма рулона;
-
стационарная станина обеспечивает безопасность при работе.
Stalex 1250 HP
Станок STALEX 1250 HP предназначен для разматывания рулонного металла. Данная модель отличается компактными размерами и небольшим весом, благодаря чему станет отличным помощником в небольших цехах или на строительной площадке. Максимальный вес разматываемого рулона – 500 кг, ширина – 125 см. Конструкция состоит из станины и двух подвижных валиков.
Неприводной двухопорный разматыватель металла серии Stalex РМ предназначен для размотки рулонов массой до 8 тонн и шириной до 1250/1500 мм. Разматыватель имеет ручную установку диаметра рулона, штурвал для размотки, смотки и торможения рулона. Стационарная станина обеспечивает безопасность при работе. Для установки рулона необходимо вал с крестовинами снять с опор, установить внутрь рулона, разжать и затем всю конструкцию установить на раму. Размотка рулона происходит при протяжке полосы или при вращении штурвала. Предназначен для работы с рулонным металлом при использовании совместно с профилировочными станками, устройствами резки и т.п. Размотчики имеют регулировку внутреннего диаметра рулона.
Особенности:
- ручная установка диаметра рулона;
- штурвал для размотки, смотки и торможения рулона;
- разматыватель может быть оснащён устройством подъёма рулона;
- стационарная станина обеспечивает безопасность при работе.
Приводной двухопорный разматыватель металла серии Stalex РМЭ предназначен для размотки рулонов массой до 8 тонн и шириной до 1250 мм. Разматыватель имеет ручную установку диаметра рулона, регулировку скорости подачи с частотным преобразователем 220В, передача движения происходит через привод колёс – шестерённая передача (с большего колеса на малое). Стационарная станина обеспечивает безопасность при работе. Для установки рулона необходимо вал с крестовинами снять с опор, установить внутрь рулона, разжать и затем всю конструкцию установить на раму. Предназначен для работы с рулонным металлом при использовании совместно с профилировочными станками, устройствами резки и т.п. Размотчики имеют регулировку внутреннего диаметра рулона.
Особенности:
- ручная установка диаметра рулона;
- регулировку скорости подачи с частотным преобразователем 220В;
- стационарная станина обеспечивает безопасность при работе;
- размотчик работает в обе стороны (установлен реверс, на размотку и замотку), в стандартной комплектации.
|
|
Электрошкаф |
|
|
Пульт |
|
|
Боковые опоры (фото №1) |
|
|
Боковые опоры (фото №2) |
|
|
Боковые опоры (фото №3) |
Двухопорный разматыватель серии РСЦ предназначен для размотки рулонов шириной 1250 мм и массой до 8 тонн.
Вал с синхронным разжимом лап позволяет быстро и точно зафиксировать рулон, а двухопорная конструкция рамы обеспечивает безопасную работу. Разжим лап осуществляется при вращении рукоятки.
Для предотвращения инерционного разматывания рулона разматыватель снабжен тормозным устройством.
Особенности:
- двухопорная сварная рама;
- механизм самоцентровки рулона;
- разборная конструкция вала;
- тормозное устройство;
- штурвал для вращения вала при размотке
Станки предназначены для размотки рулонов массой до 2 тонн и шириной до 625 мм.
Благодаря вращению ручки и взаимному синхронному разжиманию лепестков, можно быстро и точно зафиксировать рулон.
Состоят из двух основных узлов: самоцентрирующегося сердечника с лепестками и рамы.
Свободное перемещение разматывателя с рулонами по цеху обеспечивается наличием четырех колес с тормозным устройством.
Особенности:
- Колеса с тормозной системой для быстрого перемещения и фиксации;
- Удобная и точная центровка рулона;
- Возможность установки узких рулонов;
- Устройство торможения для остановки вращения вала;
- Штурвал для смотки, размотки и торможения рулона;
- Жесткое крепление подшипников вала в опорах (по два подшипника с каждой стороны).
Станки предназначены для размотки рулонов массой до 2 тонн и шириной до 1250 мм.
Благодаря вращению ручки и взаимному синхронному разжиманию лепестков, можно быстро и точно зафиксировать рулон.
Состоят из двух основных узлов: самоцентрирующегося сердечника с лепестками и рамы.
Свободное перемещение разматывателя с рулонами по цеху обеспечивается наличием четырех колес с тормозным устройством.
Особенности:
- Колеса с тормозной системой для быстрого перемещения и фиксации;
- Удобная и точная центровка рулона;
- Возможность установки узких рулонов;
- Устройство торможения для остановки вращения вала;
- Штурвал для смотки, размотки и торможения рулона;
- Жесткое крепление подшипников вала в опорах (по два подшипника с каждой стороны).
Фальцепрокатные станки серии Stalex LC – наиболее часто используемое оборудование для производства фальцев. Модель Stalex LC-12R предназначена для производства 5 основных видов фальцевых швов.
Фальцепрокатные станки Stalex LC подходят для проведения работ как на стройплощадках, так же применяются в цехах при изготовлении воздуховодов и комплектующих водосточных систем. Помимо этого, фальцепрокатные станки имеет ряд преимуществ перед иными способами изготовления фальца - это четкое выдерживание заданных параметров: радиуса, длины, формы.
Особенности:
- Отличительными особенностями фальцепроката Stalex LC-12R является отсутствие необходимости замены роликов. Переналадка с одного типа на другой занимает меньше минуты и заключается в перемещении направляющей, которая отвечает за заход материала под ролики.
- Пять видов фальцевых швов без переналадки, перемещая направляющие станка.
- Отличие от универсальной модели LC-12DR, модель LC-12R не имеет функции проката соединительной рейки.
- Станок позволяет производить как прямые участки, так и криволинейные комплектующие прямоугольной водосточной системы (отбортовка).
- Станок имеет возможность регулировки прижима материала по толщине – благодаря тарельчатым пружинным шайбам, размещённым в конструкции станка
- Рукоятка включения имеет три позиции - позиция выкл. и позиция вкл. вращения в обе стороны, что позволяет легко вынимать лист замятия в станке.
|
Наименование |
Станок фальцепрокатный Stalex LC 12R |
|||
|
Формы соединений |
Описание |
|||
|
Cтоячий фальц |

|
Cтоячий фальц – используется как ответная часть Питтсбургского фальца, одинарного стоячего фальца, двойного стоячего фальца |
||
|
Одинарный стоячий фальц |

|
|
Применяется для соединения картинных полос металлической кровли. Как пример - стоячие фальцы устраивают вдоль ската крыши |
|
|
Питтсбургский фальц |
|
Питтсбургский фальц (угловой, американка) – самый распространенный способ производства воздуховодов прямоугольного сечения, как прямых участков, так и фасонных деталей |
||
|
Лежачий фальц |
|
Лежачий фальц (продольный) – применяется для производства водосточных труб, а также воздуховодов круглого и прямоугольного сечений. |
||
|
Стоячий фальц по радиусу (отбортовка) |
|
Отбортовка является дополнительной операцией при криволинейном фальцевом сочленении. |
||



Фальцепрокатные станки серии Stalex LC – наиболее часто используемое оборудование для производства фальцев (фальцевых швов или фальцевых соединений). Предназначены для производства 6 основных видов фальцевых швов.
Фальцепрокатные станки Stalex LC подходят для проведения работ как на стройплощадках, так же применяются в цехах при изготовлении воздуховодов и комплектующих водосточных систем. Помимо этого, фальцепрокатные станки имеет ряд преимуществ перед иными способами изготовления фальца - это четкое выдерживание заданных параметров: радиуса, длины, формы.
Особенности:
- Отличительными особенностями фальцепроката Stalex LC-12DR является отсутствие необходимости замены роликов. Переналадка с одного типа на другой занимает меньше минуты и заключается в перемещении направляющей, которая отвечает за заход материала под ролики.
- Шесть видов фальцевых швов без переналадки, перемещая направляющие станка.
- Станок позволяет производить как прямые участки, так и криволинейные комплектующие прямоугольной водосточной системы (отбортовка).
- Универсальность данного станка дополняется функцией проката соединительной рейки (6-ой шов), включающей в себя отрезной ролик, который отрезает металл до необходимой ширины проката.
- Станок имеет возможность регулировки прижима материала по толщине – благодаря тарельчатым пружинным шайбам, размещённым в конструкции станка
- Рукоятка включения имеет три позиции - позиция выкл. и позиция вкл. вращения в обе стороны, что позволяет легко вынимать лист замятия в станке.
|
Наименование |
Станок фальцепрокатный Stalex LC 12DR |
|||
|
Формы соединений |
Описание |
|||
|
Cтоячий фальц |
|
Cтоячий фальц – используется как ответная часть Питтсбургского фальца, одинарного стоячего фальца, двойного стоячего фальца |
||
|
Одинарный стоячий фальц |
|
|
Применяется для соединения картинных полос металлической кровли. Как пример - стоячие фальцы устраивают вдоль ската крыши |
|
|
Питтсбургский фальц |
|
Питтсбургский фальц (угловой, американка) – самый распространенный способ производства воздуховодов прямоугольного сечения, как прямых участков, так и фасонных деталей |
||
|
Лежачий фальц |
|
Лежачий фальц (продольный) – применяется для производства водосточных труб, а также воздуховодов круглого и прямоугольного сечений. |
||
|
Соединительная рейка |
|
С-рейка – самый простой способ соединения прямоугольных воздуховодов, сокращение себестоимости продукции. Очень эффективна при прокладке каналов воздуховодов в узком пространстве |
||
|
Стоячий фальц по радиусу (отбортовка) |
|
Отбортовка является дополнительной операцией при криволинейном фальцевом сочленении. |
||

Жесткая сварная конструкция обеспечивает точность позиционирования роликов. Верхний ролик жёстко установлен в цельнометаллическом усиленном стакане.
Прижим верхнего ролика осуществляется вручную с помощью винтовой передачи. Привод ролика происходит за счет вращения рукоятки. Трапецеидальная резьба – надежно и четко перемещает верхний ролик. Дополнительно в конструкции станка установлены ребра жёсткости к нижнему основанию и к дорну станка
Преимущества:
- простая и надежная конструкция;
- ручное перемещение верхнего ролика для точной подстройки под толщину металла;
- закалённые ролики.
ФОС-1300/0.8
Используется для осадки лежачего фальца при производстве воздуховодов и водосточных систем. Небольшие размеры и масса станка позволяют использовать его в условиях цеха и строительной площадки. Станок позволяет работать с заготовками диаметром от 80 мм.
ФОС.Р-1300/0.8
Фальцеосадочный станок ФОС.Р-1300/0,8 предназначен для осадки лежачего фальца при производстве воздуховодов и водосточных систем. Небольшие размеры и масса станка позволяют использовать его в условиях цеха и строительной площадки. Станок позволяет работать с заготовками диаметром от 80 мм.
Предназначен для вырубки углов в тонколистовом металле и композитных материалах. Используют для производства таких изделий как фасадные кассеты, короба, поддоны, различные каркасы и корпуса в наружной, и внутренней отделки зданий, архитектурных элементов и других профильных металлоизделий.
-
Лезвия изготовлены из высокоуглеродистой стали
-
Значительно повышает темпы производства.
-
Освобождает производителя от необходимости сварки и обработки металла
-
Работает с любым металлом
-
Идеальное решение при производстве кассет.
-
Возможна установка на опорную стойку
-
Лезвия изготовлены из высокоуглеродистой стали
-
Значительно повышает темпы производства.
-
Освобождает производителя от необходимости сварки и обработки металла
-
Работает с любым металлом
-
Идеальное решение при производстве кассет.
- Возможна установка на опорную стойку
Предназначен для вырубки углов в тонколистовом металле и композитных материалах.
-
Лезвия изготовлены из высокоуглеродистой стали
-
Значительно повышает темпы производства.
-
Освобождает производителя от необходимости сварки и обработки металла
-
Работает с любым металлом
-
Идеальное решение при производстве кассет.
-
Возможна установка на опорную стойку
Ножной угловысечной станок предназначен для вырубки углов в тонколистовом металле и композитных материалах. Используют для производства таких изделий как фасадные кассеты, короба, поддоны, различные каркасы и корпуса в наружной и внутренней отделке, архитектурных элементов и других профильных металлоизделий.
-
Лезвия изготовлены из высокоуглеродистой стали
-
Значительно повышает темпы производства.
-
Освобождает производителя от необходимости сварки и обработки металла
-
Работает с любым металлом
-
Идеальное решение при производстве кассет.
-
Возможна установка на опорную стойку
Для настройки угла реза и глубины реза в этой модели установлены две шкалы измерения угла резки и две мерные поворотные линейки для обеих сторон. В стандартную комплектацию входит функция пробивки отверстий – Ø 12мм (в зависимости от поставки, возможна комплектация пуансона других диаметров), так же возможно дополнительно заказать оснастку до Ø 40мм.
- Два узла (с передней части станка – функция резки; с задней части станка – функция пробивки)
- Два гидравлических прижима
- Два маховика для поворота каждой губки
- Два контейнера для отходов резки
- Уровень масла
- Два манометра на узлы резки и пробивки









Особенности угловысечного станка Stalex HNM-6 - мощное оборудование с гидравлическим приводом ножей для вырубки прямых углов в листовом металле толщиной до 6.5 мм. Максимальный размер вырезаемого угла составляет 250х250 мм, тумба станка оснащена контейнером вывода стружки вниз. Управление резкой осуществляется с помощью кнопок на самом станке либо с помощью выносной педали, рабочий стол оснащен прижимами листа и упорами для фиксации нужных размеров вырубки, объём масляного бака равен 35 л.

Прижимы листа и упоры фиксации, позволяющие определять положение заготовки под различными углами.

Датчик уровня масла; датчик давления гидравлической системы; контрольная панель; контейнер вывода стружки вниз.
Станок способен резать круглые заготовки диаметром до 13 мм, листовая сталь толщиной до 6 мм и полосы размером до 70х6 мм. Ножницы оснащены прочным прижимом, регулируемым по высоте и высококачественными режущими ножами. Для резки круглого прутка на верхнем режущем ноже предусмотрено специальное отверстие.
Данный инструмент предназначен для резки листов и прутков из углеродистой стали. Он также может быть использован для резки листов и прутков из цветных металлов или пластика (не используется для резки сетки рабицы, просечно-вытяжных листов и подобных изделий – которые ведут к преждевременному износу режущих ножей).
Станок способен резать круглые заготовки диаметром до 13 мм, листовая сталь толщиной до 6 мм и полосы размером до 70х6 мм. Ножницы оснащены прочным прижимом, регулируемым по высоте и высококачественными режущими ножами. Для резки круглого прутка на верхнем режущем ноже предусмотрено специальное отверстие.
Данный инструмент предназначен для резки листов и прутков из углеродистой стали. Он также может быть использован для резки листов и прутков из цветных металлов или пластика (не используется для резки сетки рабицы, просечно-вытяжных листов и подобных изделий – которые ведут к преждевременному износу режущих ножей).
Станок способен резать круглые заготовки диаметром до 11 мм, листовая сталь толщиной до 6 мм и полосы размером до 70х6 мм. Ножницы оснащены прочным прижимом, регулируемым по высоте и высококачественными режущими ножами. Для резки круглого прутка на верхнем режущем ноже предусмотрено специальное отверстие.
Станок способен резать круглые заготовки диаметром до 13 мм, листовая сталь толщиной до 6 мм и полосы размером до 70х6 мм. Ножницы оснащены прочным прижимом, регулируемым по высоте и высококачественными режущими ножами. Для резки круглого прутка на верхнем режущем ноже предусмотрено специальное отверстие.
Данный инструмент предназначен для резки листов и прутков из углеродистой стали. Он также может быть использован для резки листов и прутков из цветных металлов или пластика (не используется для резки сетки рабицы, просечно-вытяжных листов и подобных изделий – которые ведут к преждевременному износу режущих ножей).
Высечные ножницы NS-1 идеально подходят для резки тонкостенного профиля и листового металла (пример работы с изделиями – металлочерепица). Максимальная ёмкость при рабате с оцинкованной сталью – 0,7мм (σВ <400 MРa).
Ножницы NS-1 являются зуборезными, их легче и удобней использовать во многий положениях, чем обычные ножницы по металлу. Конструкция с чрезвычайно узкой головкой выполняет рез в труднодоступных местах, позволяя делать прямой и фигурный рез. Ножницы NS-1 имеют защитный кожух, защищающий от вылета осколков и отводя стружку. Режут без искажения листа и заминания.

|
Вид сбоку |
|||||

|
Вид снизу |
|||||

|
Запасное лезвие для высечных ножниц NS-1 |
- предназначен для резки листового металла с помощью механического усилия
- резка мягкой стали, алюминия, бронзы и нержавеющей стали с минимальными усилиями
- длинная ручка обеспечивает максимальный рычаг для самых жёстких резов
- мощное литое основание-корпус для дополнительной стабильности
- универсальный дисковый нож отличается простотой эксплуатации
- может выполнять прямолинейную и криволинейную резку
Электромеханические листогибы Stalex EFMS с поворотной гибочной балкой предназначены для изготовления изделий из листовой стали на среднесерийных и крупносерийных производствах. Сегментная верхняя планка позволяет работать с изделиями сложной формы.
Угол гибки – изменяется концовиком на градусной шкале в приборном щитке станка.
Поворотная гибочная балка – имеет компенсатор прогиба.
Верхняя прижимная сегментная балка позволяет работать с изделиями сложной формы и осуществляет гибку на четыре стороны.
Высота просвета верхней прижимной балки без сегмента в прижатом состоянии – 51мм.
Размеры сегментов на Stalex EFMS 3020: 25; 30; 35; 40; 45; 50; 75; 100; 150; 200; 200; 200; 270; 400; 400; 400; 400мм (количество сегментов – 17шт)
Особенности:
- Мощная сварная стальная конструкция
- Электродвигатели на верхней прижимной и нижней рабочей планке
- Переносная педаль управления
- Верхняя сегментная планка
- Легкость при работе с листовым металлом
- Простота обслуживания
|
Мощные двойные цепи со звездочками |
.22.jpg") |
||||
|
Поддержка листа и задний упор 255 мм (рабочая длина) |
 |
Станок оснащён системой ЧПУ – марки XinJie. Самым большим преимуществом является программирование автоматического моделирования - благодаря более высокой скорости, простоте программирования и визуальному моделированию.
Хороший результат и качественная гибка при работе с более тонкими заготовки в сравнении с листогибочными прессами. Часто используется в строительной промышленности, например, для изготовления радиусной гибки на изделиях для фасада, кабельные лотки, водосточные желоба и так далее. Для изделий специальной формы, запрограммированных без необходимости изготовления специальных гибочных форм. Более удобная и простая система программирования на станках с поворотной гибочной балкой.
Особенности:
- Хранение до 2000 программ
- Библиотека профилей с графикой
- Макс. 99 изгибов за программу
- Программируемый радиус изгиба и правильный угол наклона
- Движение заднего упора от ЧПУ (длина 1228мм)
- Задний рабочий стол
- Мощная сварная стальная конструкция для максимальной жёсткости
- Закалённая рабочая часть прижимной и гибочной балок (до 48 HRC)
- Переносная педаль управления для удобства и безопасной работы
- Электронный выключатель на пульте станка и электрошкафу
- Легкость при работе с листовым металлом
- Безопасность оператора (низкое электропотребление), защита от перегрузки

|
В чём разница между станком с поворотно гибочной балкой с ЧПУ и листогибочным прессом, например W67 / HBM / AD и прочие? |
Это две разные конструкции станков, сравнивать их не совсем корректно. 1) Работать с заготовками на станке с поворотной гибочной балкой - интуитивно более понятно и просто, что влияет на более быстрое обучение сотрудников (если исходить из того, что обе конструкции имеют примерно одинаковые системы ЧПУ). 2) На изделиях с большой длиной и тонколистным материалом, станки с поворотной балкой - более эффективны и более просты в настройке как станка, так и в получении необходимого качества гиба. 3) Электромеханический листогиб имеет некоторые косвенные преимущества перед гидравлической конструкцией. Например: - более широкий температурный диапазон работы, отсутствие работы с гидравлическим маслом, отсутствие подбора специализированных масел при работе станка от +05ºС до +15ºС - более высокая скорость работы - нет необходимости в заливке/доливке/проверке на герметичность (давление) рабочей системы - отсутствие такого понятия как промывка гидравлической системы при смене масла или замены гидравлических патрубков |
||||
|
Какой размер минимальной полки между гибочным ножом (балкой) и столом (прижимной балкой)? |
Пример №1
Размеры 8/90/90/8мм |
||||
|
Какие минимальные размеры возможно получать на данном станке? |
Пример №2 (профиль станка)
При высоте полки 50мм внутри станка – рабочая длина от 135мм и далее, при высоте полки более 50мм внутри станка – рабочая длина должна от 350мм. При высоте полки 10мм внутри станка – рабочая длина от 82мм и далее. При высоте полки 5мм внутри станка – рабочая длина от 40мм и далее. При работе с толщиной листа 2мм (сталь) – минимальная полка гибки составит 25мм. При работе с толщиной листа 0,8мм (сталь) – минимальная полка гибки составит 11мм. Минимальная полка менее 25мм, возможно только по краям изделия (т.е. крайние гибы заготовки) – это обусловлено тем что ширина гибочной балки равна 25мм (т.е. минимальная полка в середине изделия-профиля возможна только 25мм) |
||||
|
Какая ширина прижимного стола (прижимной балки)? |
Пример №3
Ширина контакта прижимной балки – 30мм |
||||
|
Как регулировки гибочный нож (балка)? |
Пример №4
|




Электромеханические листогибы Stalex EFMS с поворотной гибочной балкой предназначены для изготовления изделий из листовой стали на среднесерийных и крупносерийных производствах. Сегментная верхняя планка позволяет работать с изделиями сложной формы.
Угол гибки – изменяется концовиком на градусной шкале в приборном щитке станка.
Поворотная гибочная балка – имеет компенсатор прогиба.
Верхняя прижимная сегментная балка позволяет работать с изделиями сложной формы и осуществляет гибку на четыре стороны.
Высота просвета верхней прижимной балки без сегмента в прижатом состоянии – 51мм.
Размеры сегментов на Stalex EFMS 2520: 25; 30; 35; 40; 45; 50; 75; 100; 100; 150; 200; 200; 270; 400; 400; 400мм (количество сегментов – 16шт)
Особенности:
- Мощная сварная стальная конструкция
- Электродвигатели на верхней прижимной и нижней рабочей планке
- Переносная педаль управления
- Верхняя сегментная планка
- Легкость при работе с листовым металлом
- Простота обслуживания
|
Мощные двойные цепи со звездочками |
|
||||
|
Поддержка листа и задний упор 255 мм (рабочая длина) |
|
Электромеханические листогибы Stalex EFMS с поворотной гибочной балкой предназначены для изготовления изделий из листовой стали на среднесерийных и крупносерийных производствах. Сегментная верхняя планка позволяет работать с изделиями сложной формы.
Угол гибки – изменяется концовиком на градусной шкале в приборном щитке станка.
Поворотная гибочная балка – имеет компенсатор прогиба.
Верхняя прижимная сегментная балка позволяет работать с изделиями сложной формы и осуществляет гибку на четыре стороны.
Высота просвета верхней прижимной балки без сегмента в прижатом состоянии – 51мм.
Размеры сегментов на Stalex EFMS 2020: 25; 30; 35; 40; 45; 50; 75; 100; 150; 200; 200; 270; 400; 400мм (количество сегментов – 14шт)
Особенности:
- Мощная сварная стальная конструкция
- Электродвигатели на верхней прижимной и нижней рабочей планке
- Переносная педаль управления
- Верхняя сегментная планка
- Легкость при работе с листовым металлом
- Простота обслуживания
|
Мощные двойные цепи со звездочками |
|
||||
|
Поддержка листа и задний упор 255 мм (рабочая длина) |
|
Основным принципом электромагнитного листогибочного станка является использование электромагнитной системы зажимов вместо механической. В конструкцию станка входит длинный электромагнит со стальной прижимной балкой, установленной над ним. За счет электромагнитного воздействия лист металла зажимается между балками с усилием от 3 до 10 тонн. Гибка заготовки осуществляется поворотом гибочной перекладины. Лист металла сгибается вокруг переднего края зажимной балки. В зависимости от длины станка – различна комплектация зажимных перекладин, обеспечивающих широкое применение станка для различных задач. В комплектации возможны 4 вида перекладин – сплошная, сегментная, узкая, прорезная перекладины.
В комплектацию станков 2000, 2500, 3200 входят 2 планки длиной аналогичной длине станка (сплошная, сегментная).
- Индивидуальное производство: прототипы и образцы, детали продукции.
- Промышленность: распределительные щиты, корпуса, светильники, крышки машинного оборудования.
- Здания: вывески, фасады, гаражные ворота, витрины…
- Оргтехника: стеллажи, шкафы, подставки для компьютеров.
- Школьные проекты: ящики для инструментов, почтовые ящики, кормушки, стеллажи.
- Пищевая промышленность: нержавеющие раковины и столешницы, вытяжные колпаки, чаны.
- Реклама: светящиеся вывески и металлические надписи.
- Автомобили: ремонт, фургоны, кузова фургонов, гоночные автомобили, дорожные знаки.
- Сельское хозяйство: машины, бункеры, нержавеющее молочное оборудование.
Основным принципом электромагнитного листогибочного станка является использование электромагнитной системы зажимов вместо механической. В конструкцию станка входит длинный электромагнит со стальной прижимной балкой, установленной над ним. За счет электромагнитного воздействия лист металла зажимается между балками с усилием от 3 до 10 тонн. Гибка заготовки осуществляется поворотом гибочной перекладины. Лист металла сгибается вокруг переднего края зажимной балки. В зависимости от длины станка – различна комплектация зажимных перекладин, обеспечивающих широкое применение станка для различных задач. В комплектации возможны 4 вида перекладин – сплошная, сегментная, узкая, прорезная перекладины.
В комплектацию станков 625, 1000, 1250 входят 4 планки длиной аналогичной длине станка (сплошная, разрезная, сегментная, узкая).
- Индивидуальное производство: прототипы и образцы, детали продукции.
- Промышленность: распределительные щиты, корпуса, светильники, крышки машинного оборудования.
- Здания: вывески, фасады, гаражные ворота, витрины…
- Оргтехника: стеллажи, шкафы, подставки для компьютеров.
- Школьные проекты: ящики для инструментов, почтовые ящики, кормушки, стеллажи.
- Пищевая промышленность: нержавеющие раковины и столешницы, вытяжные колпаки, чаны.
- Реклама: светящиеся вывески и металлические надписи.
- Автомобили: ремонт, фургоны, кузова фургонов, гоночные автомобили, дорожные знаки.
- Сельское хозяйство: машины, бункеры, нержавеющее молочное оборудование.
Основным принципом электромагнитного листогибочного станка является использование электромагнитной системы зажимов вместо механической. В конструкцию станка входит длинный электромагнит со стальной прижимной балкой, установленной над ним. За счет электромагнитного воздействия лист металла зажимается между балками с усилием от 3 до 10 тонн. Гибка заготовки осуществляется поворотом гибочной перекладины. Лист металла сгибается вокруг переднего края зажимной балки. В зависимости от длины станка – различна комплектация зажимных перекладин, обеспечивающих широкое применение станка для различных задач. В комплектации возможны 4 вида перекладин – сплошная, сегментная, узкая, прорезная перекладины.
В комплектацию станков 625, 1000, 1250 входят 4 планки длиной аналогичной длине станка (сплошная, разрезная, сегментная, узкая).
- Индивидуальное производство: прототипы и образцы, детали продукции.
- Промышленность: распределительные щиты, корпуса, светильники, крышки машинного оборудования.
- Здания: вывески, фасады, гаражные ворота, витрины…
- Оргтехника: стеллажи, шкафы, подставки для компьютеров.
- Школьные проекты: ящики для инструментов, почтовые ящики, кормушки, стеллажи.
- Пищевая промышленность: нержавеющие раковины и столешницы, вытяжные колпаки, чаны.
- Реклама: светящиеся вывески и металлические надписи.
- Автомобили: ремонт, фургоны, кузова фургонов, гоночные автомобили, дорожные знаки.
- Сельское хозяйство: машины, бункеры, нержавеющее молочное оборудование.
Основным принципом электромагнитного листогибочного станка является использование электромагнитной системы зажимов вместо механической. В конструкцию станка входит длинный электромагнит со стальной прижимной балкой, установленной над ним. За счет электромагнитного воздействия лист металла зажимается между балками с усилием от 3 до 10 тонн. Гибка заготовки осуществляется поворотом гибочной перекладины. Лист металла сгибается вокруг переднего края зажимной балки. В зависимости от длины станка – различна комплектация зажимных перекладин, обеспечивающих широкое применение станка для различных задач. В комплектации возможны 4 вида перекладин – сплошная, сегментная, узкая, прорезная перекладины.
В комплектацию станков 625, 1000, 1250 входят 4 планки длиной аналогичной длине станка (сплошная, разрезная, сегментная, узкая).
- Индивидуальное производство: прототипы и образцы, детали продукции.
- Промышленность: распределительные щиты, корпуса, светильники, крышки машинного оборудования.
- Здания: вывески, фасады, гаражные ворота, витрины…
- Оргтехника: стеллажи, шкафы, подставки для компьютеров.
- Школьные проекты: ящики для инструментов, почтовые ящики, кормушки, стеллажи.
- Пищевая промышленность: нержавеющие раковины и столешницы, вытяжные колпаки, чаны.
- Реклама: светящиеся вывески и металлические надписи.
- Автомобили: ремонт, фургоны, кузова фургонов, гоночные автомобили, дорожные знаки.
- Сельское хозяйство: машины, бункеры, нержавеющее молочное оборудование.
Основным принципом электромагнитного листогибочного станка является использование электромагнитной системы зажимов вместо механической. В конструкцию станка входит длинный электромагнит со стальной прижимной балкой, установленной над ним. За счет электромагнитного воздействия лист металла зажимается между балками с усилием от 3 до 10 тонн. Гибка заготовки осуществляется поворотом гибочной перекладины. Лист металла сгибается вокруг переднего края зажимной балки. В зависимости от длины станка – различна комплектация зажимных перекладин, обеспечивающих широкое применение станка для различных задач. В комплектации возможны 4 вида перекладин – сплошная, сегментная, узкая, прорезная перекладины.
В комплектацию станков 2000, 2500, 3200 входят 2 планки длиной аналогичной длине станка (сплошная, сегментная).
- Индивидуальное производство: прототипы и образцы, детали продукции.
- Промышленность: распределительные щиты, корпуса, светильники, крышки машинного оборудования.
- Здания: вывески, фасады, гаражные ворота, витрины…
- Оргтехника: стеллажи, шкафы, подставки для компьютеров.
- Школьные проекты: ящики для инструментов, почтовые ящики, кормушки, стеллажи.
- Пищевая промышленность: нержавеющие раковины и столешницы, вытяжные колпаки, чаны.
- Реклама: светящиеся вывески и металлические надписи.
- Автомобили: ремонт, фургоны, кузова фургонов, гоночные автомобили, дорожные знаки.
- Сельское хозяйство: машины, бункеры, нержавеющее молочное оборудование.

Tapco SuperMax
Станок для резки листового металла Tapco SuperMax предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать как на производственных объектах, так и на месте работ.
SuperMax изготовлен из жесткого алюминиевого сплава в сочетании с элементами из высокопрочной стали. На сегодняшний день станок SuperMax является самой мощной мобильной машиной для гибки и резки металла, поставляемой компанией Tapco Products Company, USA.
Станок изготавливается из лёгких анодированных сплавов и закалённой стали, что обеспечивает максимум прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» обеспечивает быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо « Positive Clamping Sistem» обеспечивает быстрый и эффективный зажим материала. Станок SuperMax создан для использования на макс. толщинах при производстве доборных элементов кровли - до 1мм оцинкованной стали, это выделят его среди других моделей Тарсо и станков других производителей.
Модель с длиной станка в 3,2 метра весит 180кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо SuperMax представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для вас.
Нож МАХ Сut Off - способен резать до 0,7мм оцинкованной стали. В зависимости от характеристик стали и физической данных оператора нож способен работать до 0,8мм по оцинкованной стали .
Любые механические ножи режут до 0,7-0,8 мм по оцинкованной стали, далее физически невозможно провести механический нож через толщину листа более 0,8 мм.Если у Вас есть производственная необходимость кроить заготовки свыше 0,7мм, Вы можете обратиться к сотрудникам нашей компании и мы подберём для Вас оптимальное оборудование.

Tapco SuperMax
Станок для резки листового металла Tapco SuperMax предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать как на производственных объектах, так и на месте работ.
SuperMax изготовлен из жесткого алюминиевого сплава в сочетании с элементами из высокопрочной стали. На сегодняшний день станок SuperMax является самой мощной мобильной машиной для гибки и резки металла, поставляемой компанией Tapco Products Company, USA.
Станок изготавливается из лёгких анодированных сплавов и закалённой стали, что обеспечивает максимум прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» обеспечивает быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо « Positive Clamping Sistem» обеспечивает быстрый и эффективный зажим материала. Станок SuperMax создан для использования на макс. толщинах при производстве доборных элементов кровли - до 1мм оцинкованной стали, это выделят его среди других моделей Тарсо и станков других производителей.
Модель с длиной станка в 3,2 метра весит 180кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо SuperMax представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для вас.
Нож МАХ Сut Off - способен резать до 0,7мм оцинкованной стали. В зависимости от характеристик стали и физической данных оператора нож способен работать до 0,8мм по оцинкованной стали .
Любые механические ножи режут до 0,7-0,8 мм по оцинкованной стали, далее физически невозможно провести механический нож через толщину листа более 0,8 мм.Если у Вас есть производственная необходимость кроить заготовки свыше 0,7мм, Вы можете обратиться к сотрудникам нашей компании и мы подберём для Вас оптимальное оборудование.

Tapco MAX-20
Станок Tapco MAX 20 предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать непосредственно на месте работ. Это самая популярная модель Tapco для гибки и резки листового металла.
Изготавливается из лёгких анодированных сплавов и закалённой стали, которые обеспечивают максиму мощности, прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» гарантирует быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо «Positive Clamping Sistem» для быстрого и эффективного зажима материала. Станок МАХ 20 создан для мобильного использования и идеально подходит для использования как в мастерской, так и на объекте.
Модель с длиной верстака в 2,6 метра весит всего лишь 70 кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо МАХ 20 представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для Вас.
Дополнительные плюсы станков Tapco:
-
Компания имеет более 50 летний опыт на международном рынке профессионального оборудования – сегодня станки Тарсо являются эталоном гибочных станков
-
В усовершенствовании оборудования конструкторы компании сделали ставку на надёжность, игнорируя практику других компаний – увеличивать косвенные показатели буквально на миллиметры в угоду рекламы. Отличительной особенностью станков является дополнительные усиленные рёбра жёсткости на литые опоры станка.
-
Надёжный качественный нож «MAX Cut-Off» с безопасной и удобной рукоятью
-
Станки Тарсо имеют минимальный радиус кромки прижимной планки 2 мм, что делает станок более универсальным в работе с широким ассортиментом элементов кровли и различных профилей
-
Эргономичные ручки станка с диаметром охвата удобного для человека, с прорезиненным покрытием или рифлёной поверхностью.
-
Ещё одной отличительной особенностью станков Тарсо является то, что при загрузке листа в станок верхняя ручка расположена в горизонтальном положении. Это позволяет осуществлять загрузку материала одному сотруднику.
-
Уникальной особенностью гибочных станков Тарсо являются подвижные шарниры «Moving Pivot Hinge» арт.14950. Благодаря запатентованной системе шарниров станок осуществляет чёткую фиксацию листа вне зависимости от срока службы или состояния станка. На протяжении всего цикла жизни каждого станка Тарсо, работая с тонко-листовым металлом даже на максимальных толщинах, конструкция шарниров позволяет всегда чётко фиксировать лист.
-
К станкам Тарсо МАХ 20 возможно установить дополнительное оборудование: Угломер – обеспечивает повторяемость гиба изделий на необходимый угол, Brake Buddy – инструмент для быстрого изготовления готовых профилей, Side-Winder – держатель для рулонных материалов, устанавливается с боковой стороны станка

Tapco MAX-20
Станок Tapco MAX 20 предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать непосредственно на месте работ. Это самая популярная модель Tapco для гибки и резки листового металла.
Изготавливается из лёгких анодированных сплавов и закалённой стали, которые обеспечивают максиму мощности, прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» гарантирует быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо «Positive Clamping Sistem» для быстрого и эффективного зажима материала. Станок МАХ 20 создан для мобильного использования и идеально подходит для использования как в мастерской, так и на объекте.
Модель с длиной верстака в 2,6 метра весит всего лишь 70 кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо МАХ 20 представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для Вас.
Дополнительные плюсы станков Tapco:
-
Компания имеет более 50 летний опыт на международном рынке профессионального оборудования – сегодня станки Тарсо являются эталоном гибочных станков
-
В усовершенствовании оборудования конструкторы компании сделали ставку на надёжность, игнорируя практику других компаний – увеличивать косвенные показатели буквально на миллиметры в угоду рекламы. Отличительной особенностью станков является дополнительные усиленные рёбра жёсткости на литые опоры станка.
-
Надёжный качественный нож «MAX Cut-Off» с безопасной и удобной рукоятью
-
Станки Тарсо имеют минимальный радиус кромки прижимной планки 2 мм, что делает станок более универсальным в работе с широким ассортиментом элементов кровли и различных профилей
-
Эргономичные ручки станка с диаметром охвата удобного для человека, с прорезиненным покрытием или рифлёной поверхностью.
-
Ещё одной отличительной особенностью станков Тарсо является то, что при загрузке листа в станок верхняя ручка расположена в горизонтальном положении. Это позволяет осуществлять загрузку материала одному сотруднику.
-
Уникальной особенностью гибочных станков Тарсо являются подвижные шарниры «Moving Pivot Hinge» арт.14950. Благодаря запатентованной системе шарниров станок осуществляет чёткую фиксацию листа вне зависимости от срока службы или состояния станка. На протяжении всего цикла жизни каждого станка Тарсо, работая с тонко-листовым металлом даже на максимальных толщинах, конструкция шарниров позволяет всегда чётко фиксировать лист.
-
К станкам Тарсо МАХ 20 возможно установить дополнительное оборудование: Угломер – обеспечивает повторяемость гиба изделий на необходимый угол, Brake Buddy – инструмент для быстрого изготовления готовых профилей, Side-Winder – держатель для рулонных материалов, устанавливается с боковой стороны станка

Tapco MAX-20
Станок Tapco MAX 20 предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать непосредственно на месте работ. Это самая популярная модель Tapco для гибки и резки листового металла.
Изготавливается из лёгких анодированных сплавов и закалённой стали, которые обеспечивают максиму мощности, прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» гарантирует быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо «Positive Clamping Sistem» для быстрого и эффективного зажима материала. Станок МАХ 20 создан для мобильного использования и идеально подходит для использования как в мастерской, так и на объекте.
Модель с длиной верстака в 2,6 метра весит всего лишь 70 кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо МАХ 20 представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для Вас.
Дополнительные плюсы станков Tapco:
-
Компания имеет более 50 летний опыт на международном рынке профессионального оборудования – сегодня станки Тарсо являются эталоном гибочных станков
-
В усовершенствовании оборудования конструкторы компании сделали ставку на надёжность, игнорируя практику других компаний – увеличивать косвенные показатели буквально на миллиметры в угоду рекламы. Отличительной особенностью станков является дополнительные усиленные рёбра жёсткости на литые опоры станка.
-
Надёжный качественный нож «MAX Cut-Off» с безопасной и удобной рукоятью
-
Станки Тарсо имеют минимальный радиус кромки прижимной планки 2 мм, что делает станок более универсальным в работе с широким ассортиментом элементов кровли и различных профилей
-
Эргономичные ручки станка с диаметром охвата удобного для человека, с прорезиненным покрытием или рифлёной поверхностью.
-
Ещё одной отличительной особенностью станков Тарсо является то, что при загрузке листа в станок верхняя ручка расположена в горизонтальном положении. Это позволяет осуществлять загрузку материала одному сотруднику.
-
Уникальной особенностью гибочных станков Тарсо являются подвижные шарниры «Moving Pivot Hinge» арт.14950. Благодаря запатентованной системе шарниров станок осуществляет чёткую фиксацию листа вне зависимости от срока службы или состояния станка. На протяжении всего цикла жизни каждого станка Тарсо, работая с тонко-листовым металлом даже на максимальных толщинах, конструкция шарниров позволяет всегда чётко фиксировать лист.
-
К станкам Тарсо МАХ 20 возможно установить дополнительное оборудование: Угломер – обеспечивает повторяемость гиба изделий на необходимый угол, Brake Buddy – инструмент для быстрого изготовления готовых профилей, Side-Winder – держатель для рулонных материалов, устанавливается с боковой стороны станка

Tapco SuperMax
Станок для резки листового металла Tapco SuperMax предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать как на производственных объектах, так и на месте работ.
SuperMax изготовлен из жесткого алюминиевого сплава в сочетании с элементами из высокопрочной стали. На сегодняшний день станок SuperMax является самой мощной мобильной машиной для гибки и резки металла, поставляемой компанией Tapco Products Company, USA.
Станок изготавливается из лёгких анодированных сплавов и закалённой стали, что обеспечивает максимум прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» обеспечивает быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо « Positive Clamping Sistem» обеспечивает быстрый и эффективный зажим материала. Станок SuperMax создан для использования на макс. толщинах при производстве доборных элементов кровли - до 1мм оцинкованной стали, это выделят его среди других моделей Тарсо и станков других производителей.
Модель с длиной станка в 3,2 метра весит 180кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо SuperMax представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для вас.
Нож МАХ Сut Off - способен резать до 0,7мм оцинкованной стали. В зависимости от характеристик стали и физической данных оператора нож способен работать до 0,8мм по оцинкованной стали .
Любые механические ножи режут до 0,7-0,8 мм по оцинкованной стали, далее физически невозможно провести механический нож через толщину листа более 0,8 мм.Если у Вас есть производственная необходимость кроить заготовки свыше 0,7мм, Вы можете обратиться к сотрудникам нашей компании и мы подберём для Вас оптимальное оборудование.

Tapco MAX-20
Станок Tapco MAX 20 предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать непосредственно на месте работ. Это самая популярная модель Tapco для гибки и резки листового металла.
Изготавливается из лёгких анодированных сплавов и закалённой стали, которые обеспечивают максиму мощности, прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» гарантирует быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо «Positive Clamping Sistem» для быстрого и эффективного зажима материала. Станок МАХ 20 создан для мобильного использования и идеально подходит для использования как в мастерской, так и на объекте.
Модель с длиной верстака в 2,6 метра весит всего лишь 70 кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо МАХ 20 представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для Вас.
Дополнительные плюсы станков Tapco:
-
Компания имеет более 50 летний опыт на международном рынке профессионального оборудования – сегодня станки Тарсо являются эталоном гибочных станков
-
В усовершенствовании оборудования конструкторы компании сделали ставку на надёжность, игнорируя практику других компаний – увеличивать косвенные показатели буквально на миллиметры в угоду рекламы. Отличительной особенностью станков является дополнительные усиленные рёбра жёсткости на литые опоры станка.
-
Надёжный качественный нож «MAX Cut-Off» с безопасной и удобной рукоятью
-
Станки Тарсо имеют минимальный радиус кромки прижимной планки 2 мм, что делает станок более универсальным в работе с широким ассортиментом элементов кровли и различных профилей
-
Эргономичные ручки станка с диаметром охвата удобного для человека, с прорезиненным покрытием или рифлёной поверхностью.
-
Ещё одной отличительной особенностью станков Тарсо является то, что при загрузке листа в станок верхняя ручка расположена в горизонтальном положении. Это позволяет осуществлять загрузку материала одному сотруднику.
-
Уникальной особенностью гибочных станков Тарсо являются подвижные шарниры «Moving Pivot Hinge» арт.14950. Благодаря запатентованной системе шарниров станок осуществляет чёткую фиксацию листа вне зависимости от срока службы или состояния станка. На протяжении всего цикла жизни каждого станка Тарсо, работая с тонко-листовым металлом даже на максимальных толщинах, конструкция шарниров позволяет всегда чётко фиксировать лист.
-
К станкам Тарсо МАХ 20 возможно установить дополнительное оборудование: Угломер – обеспечивает повторяемость гиба изделий на необходимый угол, Brake Buddy – инструмент для быстрого изготовления готовых профилей, Side-Winder – держатель для рулонных материалов, устанавливается с боковой стороны станка

Tapco MAX-20
Станок Tapco MAX 20 предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать непосредственно на месте работ. Это самая популярная модель Tapco для гибки и резки листового металла.
Изготавливается из лёгких анодированных сплавов и закалённой стали, которые обеспечивают максиму мощности, прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» гарантирует быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо «Positive Clamping Sistem» для быстрого и эффективного зажима материала. Станок МАХ 20 создан для мобильного использования и идеально подходит для использования как в мастерской, так и на объекте.
Модель с длиной верстака в 2,6 метра весит всего лишь 70 кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо МАХ 20 представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для Вас.
Дополнительные плюсы станков Tapco:
-
Компания имеет более 50 летний опыт на международном рынке профессионального оборудования – сегодня станки Тарсо являются эталоном гибочных станков
-
В усовершенствовании оборудования конструкторы компании сделали ставку на надёжность, игнорируя практику других компаний – увеличивать косвенные показатели буквально на миллиметры в угоду рекламы. Отличительной особенностью станков является дополнительные усиленные рёбра жёсткости на литые опоры станка.
-
Надёжный качественный нож «MAX Cut-Off» с безопасной и удобной рукоятью
-
Станки Тарсо имеют минимальный радиус кромки прижимной планки 2 мм, что делает станок более универсальным в работе с широким ассортиментом элементов кровли и различных профилей
-
Эргономичные ручки станка с диаметром охвата удобного для человека, с прорезиненным покрытием или рифлёной поверхностью.
-
Ещё одной отличительной особенностью станков Тарсо является то, что при загрузке листа в станок верхняя ручка расположена в горизонтальном положении. Это позволяет осуществлять загрузку материала одному сотруднику.
-
Уникальной особенностью гибочных станков Тарсо являются подвижные шарниры «Moving Pivot Hinge» арт.14950. Благодаря запатентованной системе шарниров станок осуществляет чёткую фиксацию листа вне зависимости от срока службы или состояния станка. На протяжении всего цикла жизни каждого станка Тарсо, работая с тонко-листовым металлом даже на максимальных толщинах, конструкция шарниров позволяет всегда чётко фиксировать лист.
-
К станкам Тарсо МАХ 20 возможно установить дополнительное оборудование: Угломер – обеспечивает повторяемость гиба изделий на необходимый угол, Brake Buddy – инструмент для быстрого изготовления готовых профилей, Side-Winder – держатель для рулонных материалов, устанавливается с боковой стороны станка

Tapco SuperMax
Станок для резки листового металла Tapco SuperMax предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать как на производственных объектах, так и на месте работ.
SuperMax изготовлен из жесткого алюминиевого сплава в сочетании с элементами из высокопрочной стали. На сегодняшний день станок SuperMax является самой мощной мобильной машиной для гибки и резки металла, поставляемой компанией Tapco Products Company, USA.
Станок изготавливается из лёгких анодированных сплавов и закалённой стали, что обеспечивает максимум прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» обеспечивает быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо « Positive Clamping Sistem» обеспечивает быстрый и эффективный зажим материала. Станок SuperMax создан для использования на макс. толщинах при производстве доборных элементов кровли - до 1мм оцинкованной стали, это выделят его среди других моделей Тарсо и станков других производителей.
Модель с длиной станка в 3,2 метра весит 180кг и легко перевозится с одной рабочей площадки на другую.
Станок Тарсо SuperMax представлен в нескольких комплектациях. Вы можете выбрать наиболее удобную для вас.
Нож МАХ Сut Off - способен резать до 0,7мм оцинкованной стали. В зависимости от характеристик стали и физической данных оператора нож способен работать до 0,8мм по оцинкованной стали .
Любые механические ножи режут до 0,7-0,8 мм по оцинкованной стали, далее физически невозможно провести механический нож через толщину листа более 0,8 мм.Если у Вас есть производственная необходимость кроить заготовки свыше 0,7мм, Вы можете обратиться к сотрудникам нашей компании и мы подберём для Вас оптимальное оборудование.
Листогибы Stalex сочетают в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогибы Stalex предназначены для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и других изделий из листового металла.
известное в Европе листогибочное оборудование теперь доступно и Российским профессионалам работы с листовым металлом. Листогибочное оборудование Stalex сочетает в себе множество технических решений и разработок, направленных на достижение максимальной производительности в работе. Однако основным его преимуществом является способность гнуть металлы больших толщин (до 1.5 мм). Модельный ряд и конструкция станков Stalex позволяет им быть незаменимыми тружениками как на больших, многофункциональных производствах, так и в маленьких компаниях, выполняющих узкий круг задач. Отсутствие ограничений по длине обрабатываемого металла и достаточно большой диапазон толщин открывает новые возможности для дальнейшего развития производственного потенциала компаний.
Технические преимущества:
-
Максимальный угол гибки - 150º;
-
Стальная станина обеспечивает надёжность и долговечность;
-
Неограниченная глубина подачи материала;
-
Встроенный угломер;
-
Привод прижимной балки посредством газового рабочего цилиндра (кроме модели 1060/1,2);
-
Производительность - от 80 метров готовой продукции в час;
-
Максимальная высота подъема верхней балки – 70 мм
-
Гарантия 12 месяцев
Завод производитель: MAZANEK
Листогибы Stalex сочетают в себе высокие технические и эксплуатационные характеристики. Листогибы Stalex предназначены для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и других изделий из листового металла.
Листогибочное оборудование Stalex сочетает в себе множество технических решений и разработок, направленных на достижение максимальной производительности в работе. Однако основным его преимуществом является способность гнуть металлы больших толщин (до 1.0 мм). Отсутствие ограничений по длине обрабатываемого металла и достаточно большой диапазон толщин открывает новые возможности для дальнейшего развития производственного потенциала компаний.
- Максимальный угол гибки - 150º;
- Стальная станина обеспечивает надёжность и долговечность;
- Привод прижимной балки посредством газового рабочего цилиндра;
- Неограниченная глубина подачи материала;
- Встроенный угломер;
- Производительность - от 80 метров готовой продукции в час;
- Максимальная высота подъема верхней балки – 70 мм
Завод производитель: MAZANEK

Tapco MAX-20
Станок Tapco MAX 20 предназначен для гибки и резки листового металла. Станок имеет одну важную особенность – его можно использовать непосредственно на месте работ. Это самая популярная модель Tapco для гибки и резки листового металла.
Изготавливается из лёгких анодированных сплавов и закалённой стали, которые обеспечивают максиму мощности, прочности и мобильности. Патентованный подвижный шарнир «Moving Pivot Hinge» гарантирует быструю и лёгкую регулировку прижимного усилия на материал. Прижимной шарнир для гибки сделан подвижным. Он увеличивает силу прижима, исключая при этом повреждения материала благодаря специальной виниловой вставке. Система фирменных зажимов Тарсо «Positive Clamping Sistem» для быстрого и эффективного зажима материала. Станок МАХ 20 создан для мобильного использования и идеально подходит для использования как в мастерской, так и на объекте.
Дополнительные плюсы станков Tapco:
-
Компания имеет более 50 летний опыт на международном рынке профессионального оборудования – сегодня станки Тарсо являются эталоном гибочных станков
-
В усовершенствовании оборудования конструкторы компании сделали ставку на надёжность, игнорируя практику других компаний – увеличивать косвенные показатели буквально на миллиметры в угоду рекламы. Отличительной особенностью станков является дополнительные усиленные рёбра жёсткости на литые опоры станка.
-
Надёжный качественный нож «MAX Cut-Off» с безопасной и удобной рукоятью
-
Станки Тарсо имеют минимальный радиус кромки прижимной планки 2 мм, что делает станок более универсальным в работе с широким ассортиментом элементов кровли и различных профилей
-
Эргономичные ручки станка с диаметром охвата удобного для человека, с прорезиненным покрытием или рифлёной поверхностью.
-
Ещё одной отличительной особенностью станков Тарсо является то, что при загрузке листа в станок верхняя ручка расположена в горизонтальном положении. Это позволяет осуществлять загрузку материала одному сотруднику.
-
Уникальной особенностью гибочных станков Тарсо являются подвижные шарниры «Moving Pivot Hinge» арт.14950. Благодаря запатентованной системе шарниров станок осуществляет чёткую фиксацию листа вне зависимости от срока службы или состояния станка. На протяжении всего цикла жизни каждого станка Тарсо, работая с тонко-листовым металлом даже на максимальных толщинах, конструкция шарниров позволяет всегда чётко фиксировать лист.
-
К станкам Тарсо МАХ 20 возможно установить дополнительное оборудование: Угломер – обеспечивает повторяемость гиба изделий на необходимый угол, Brake Buddy – инструмент для быстрого изготовления готовых профилей, Side-Winder – держатель для рулонных материалов, устанавливается с боковой стороны станка
Листогибы Stalex сочетают в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогибы Stalex предназначены для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и других изделий из листового металла.
известное в Европе листогибочное оборудование теперь доступно и Российским профессионалам работы с листовым металлом. Листогибочное оборудование Stalex сочетает в себе множество технических решений и разработок, направленных на достижение максимальной производительности в работе. Однако основным его преимуществом является способность гнуть металлы больших толщин (до 1.5 мм). Модельный ряд и конструкция станков Stalex позволяет им быть незаменимыми тружениками как на больших, многофункциональных производствах, так и в маленьких компаниях, выполняющих узкий круг задач. Отсутствие ограничений по длине обрабатываемого металла и достаточно большой диапазон толщин открывает новые возможности для дальнейшего развития производственного потенциала компаний.
Технические преимущества:
-
Максимальный угол гибки - 150º;
-
Стальная станина обеспечивает надёжность и долговечность;
-
Неограниченная глубина подачи материала;
-
Встроенный угломер;
-
Привод прижимной балки посредством газового рабочего цилиндра (кроме модели 1060/1,2);
-
Производительность - от 80 метров готовой продукции в час;
-
Максимальная высота подъема верхней балки – 70 мм
-
Гарантия 12 месяцев
Страна производства: Польша
Завод производитель: MAZANEK
Листогиб Stalex серии PBB предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Станок поставляется с одной сегментной балкой.
Листогиб без ограничения глубины подачи листа позволяет осуществлять гибку листового металла тощиной до 1,2 мм на угол до 135º.
Листогибы Stalex сочетают в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогибы Stalex предназначены для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и других изделий из листового металла.
Широко известное в Европе листогибочное оборудование теперь доступно и Российским профессионалам работы с листовым металлом. Листогибочное оборудование Stalex сочетает в себе множество технических решений и разработок, направленных на достижение максимальной производительности в работе. Однако основным его преимуществом является способность гнуть металлы больших толщин (до 1.5 мм). Модельный ряд и конструкция станков Stalex позволяет им быть незаменимыми тружениками как на больших, многофункциональных производствах, так и в маленьких компаниях, выполняющих узкий круг задач. Отсутствие ограничений по длине обрабатываемого металла и достаточно большой диапазон толщин открывает новые возможности для дальнейшего развития производственного потенциала компаний.
Технические преимущества:
-
Максимальный угол гибки - 150º;
-
Стальная станина обеспечивает надёжность и долговечность;
-
Неограниченная глубина подачи материала;
-
Встроенный угломер;
-
Привод прижимной балки посредством газового рабочего цилиндра (кроме модели 1060/1,2);
-
Производительность - от 80 метров готовой продукции в час;
-
Максимальная высота подъема верхней балки – 70 мм
-
Гарантия 12 месяцев
Листогибы Stalex сочетают в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогибы Stalex предназначены для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и других изделий из листового металла.
Широко известное в Европе листогибочное оборудование теперь доступно и Российским профессионалам работы с листовым металлом. Листогибочное оборудование Stalex сочетает в себе множество технических решений и разработок, направленных на достижение максимальной производительности в работе. Однако основным его преимуществом является способность гнуть металлы больших толщин (до 1.5 мм). Модельный ряд и конструкция станков Stalex позволяет им быть незаменимыми тружениками как на больших, многофункциональных производствах, так и в маленьких компаниях, выполняющих узкий круг задач. Отсутствие ограничений по длине обрабатываемого металла и достаточно большой диапазон толщин открывает новые возможности для дальнейшего развития производственного потенциала компаний.
Технические преимущества:
-
Максимальный угол гибки - 150º;
-
Стальная станина обеспечивает надёжность и долговечность;
-
Неограниченная глубина подачи материала;
-
Встроенный угломер;
-
Привод прижимной балки посредством газового рабочего цилиндра;
-
Производительность - от 80 метров готовой продукции в час;
-
Максимальная высота подъема верхней балки – 70 мм
-
Гарантия 12 месяцев
Страна производства: Польша
Завод производитель: MAZANEK
Листогибы Stalex сочетают в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогибы Stalex предназначены для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и других изделий из листового металла.
Широко известное в Европе листогибочное оборудование теперь доступно и Российским профессионалам работы с листовым металлом. Листогибочное оборудование Stalex сочетает в себе множество технических решений и разработок, направленных на достижение максимальной производительности в работе. Однако основным его преимуществом является способность гнуть металлы больших толщин (до 1.5 мм). Модельный ряд и конструкция станков Stalex позволяет им быть незаменимыми тружениками как на больших, многофункциональных производствах, так и в маленьких компаниях, выполняющих узкий круг задач. Отсутствие ограничений по длине обрабатываемого металла и достаточно большой диапазон толщин открывает новые возможности для дальнейшего развития производственного потенциала компаний.
Технические преимущества:
-
Максимальный угол гибки - 150º;
-
Стальная станина обеспечивает надёжность и долговечность;
-
Неограниченная глубина подачи материала;
-
Встроенный угломер;
-
Привод прижимной балки посредством газового рабочего цилиндра (кроме модели 1060/1,2);
-
Производительность - от 80 метров готовой продукции в час;
-
Максимальная высота подъема верхней балки – 70 мм
-
Гарантия 12 месяцев
Страна производства: Польша
Завод производитель: MAZANEK
Поставляется с двумя сегментными балками (сегментная верхняя балка, сегментная гибочная балка). Каждая балка оснащена 12 сегментами разной длины: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 250 мм, 270 мм. Высота сегмента гибочной балки составляет 120 мм. Ширина гибочной балки 15 мм. Высота подъема прижимной сегментной балки 47 мм. Высота в прижатом состоянии без сегмента 25 мм.
Наличие ножного привода позволяет оператору быстро выполнять поворот и перемещение заготовок, а система пружин гибочной балки облегчает работу оператора на станке. Стальная конструкция гарантирует необходимую жесткость и устойчивость станка при ежедневном использовании. Конструкция станка имеет вертикальный ход прижимной балки, что позволяет фиксировать заготовки с строго параллельными поверхностями и более сильным прижимом по всей длине станка, в сравнении с обычными осевыми прижимами.
Станок оснащён регулировкой толщины листа и ограничителями угла гиба.
Листогиб Stalex серии PBB предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Станок поставляется с одной сегментной балкой.
Листогиб без ограничения глубины подачи листа позволяет осуществлять гибку листового металла тощиной до 1,0 мм на угол до 135º.
Листогиб Stalex серии PBB предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Станок PBB 1270/2 имеет 12 сегментов различных размеров: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 250 мм, 270 мм.
Ширина гибочной балки 15 мм. Высота подъема прижимной сегментной балки 47 мм. Высота в прижатом состоянии без сегмента 25 мм.
Конструкция станка имеет вертикальный ход прижимной балки, что позволяет фиксировать заготовки с строго параллельными поверхностями и более сильным прижимом по всей длине станка, в сравнении с обычными осевыми прижимами.
Система пружин гибочной балки облегчает работу оператора на станке.
Станок идеально подходит для работы с черной и оцинкованной сталью – 0,7мм (с временным сопротивлением или прочностью σв ≤400МПа)
Станок идеально подходит для работы с черной и оцинкованной сталью – 0,8мм (с временным сопротивлением или прочностью σв ≤320МПа)
Станок Stalex BSM является универсальным для работы с отливами, откосами, доборными элементами кровли, в том числе и для работы с крупногабаритными изделиями - такие как квадратная вентиляция (общие габаритные размеры верхней прижимной балки составляют 170х170 мм (высота х глубина)). Возможность гибки от 0° до 135° – за один гиб, гибка до 180° – с использованием фальцезакаточной машинки (или при условии, что лист металла не жёсткий и не на макс. толщину возможности станка – тогда возможно с дожатием в прижимной балке).
Особенности:
- Направляющий вертикальный узел перемещения прижимной балки, позволяет фиксировать лист с более сильным усилием-прижимом по всей длине станка
- Эксцентриковый (кривошипный) механизм с ограничителем – позволяет быстро и удобно прижимать заготовки
- На эксцентрике установлен стопор не позволяющей балке опускаться в верхнем положении и фиксирующий балку в нижнем положении
- Гибка до 180° – с дожатием в прижимной балке, угол гиба 150° для полок до 15мм и 135° для полок более 15мм.
- Комплектуются роликовый ножом для раскроя металла (в стандартной комплектации)
- Удобное место для размещения роликового ножа, вовремя гибки листа
- Рабочие поверхности прижимной, основной и гибочной балок изготовлены из легированной высокопрочной стали
- Стальной сплошной уголок, отвечающий за прижим листа, крепится к прижимной балке через резьбовые соединения
- Регулировка прижимной балки относительно основной и гибочной балок – фронтальное смещение
- Регулировка прижимной балки в вертикальной плоскости
- Регулировка гибочной балки, через узел настройки прямолинейности
- Регулировка гибочной балки в вертикальной плоскости
- Разборные стойки для облегчения транспортировки
- Отверстия для крепления станка к полу
|
|
Вертикальный подъём прижимной балки – 55 мм |
||||
|
Комплектуются роликовый ножом для раскроя металла (в стандартной комплектации) |
|||||
|
|
|||||
|
|
|||||
|
|
Удобное место для размещения роликового ножа, во время гибки листа |
||||
|
Рабочая длина модели BSM 2540 (гибка и резка) – 2540 мм |
|||||
|
|
|||||
|
|
|||||
|
|
Эксцентриковый (кривошипный) механизм с ограничителем – позволяет быстро и удобно прижимать заготовки |
||||
|
|
|||||
|
|
На эксцентрике установлен стопор не позволяющей балке опускаться в верхнем положении и фиксирующий балку в нижнем положении |
||||
|
|
|||||
|
|
Газовый амортизатор на гибочную балку - для эффективной работы с листом |
||||
|
|
|||||
|
|
Газовый амортизатор на прижимную балку (2шт) – для быстрой и лёгкой фиксации листа |
||||
|
|
|||||
|
|
Улучшенный узел ручек прижимной балки. Дополнительно - просверленное отверстие и штифт, плоский вал и увеличенная зона сварки, для надёжной работы станка. |
||||
|
|
|||||
|
|
Направляющий вертикальный узел перемещения прижимной балки, позволяет фиксировать лист с более сильным усилием-прижимом по всей длине станка Регулировка прижимной балки относительно основной и гибочной балок – фронтальное смещение |
||||
|
|
|||||
|
|
Стальной сплошной уголок, отвечающий за прижим листа, крепится к прижимной балке через резьбовые соединения |
||||
|
|
|||||
|
|
Регулировка прижимной балки в вертикальной плоскости |
||||
|
Регулировка гибочной балки, через узел настройки прямолинейности |
|||||
|
|
|||||
|
|
|||||
|
|
Регулировка гибочной балки в вертикальной плоскости |
||||














Универсальный листогиб STALEX LBM без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий. Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 0,7 мм по оцинкованной стали. В том числе и такие изделия, как квадратная вентиляция.
Особенности:
• Стальная станина и вес станка обеспечивает надежность и долговечность работы станка
Надёжная жёсткая конструкция ножной стойки, с параллельным вертикальным расположением ножек станка исключающих дальнейшее провисание балок по краям станка (как в случаях расположения ножек станка под углом/в центр на длинах 2500мм/3000/3500 мм).
• В стандартной комплектации со станком поставляется отрезной нож для раскроя листового металла
• Угломер в диапазоне от 0° до 135°
• Ножной привод прижимной балки (опция)
• Фальцезакаточная машинка Stalex (опция)

|
Станок имеет уникальною регулировку гибочной балки – 2-мя штангами, верхняя штанга отвечает за компенсацию прогиба средней части балки, нижняя штанга отвечает за компенсацию прогиба по краям гибочной балки. |
|||||

|
Отрезной роликовый нож в стандартной комплектации. • Ширина режущих роликов 16 мм
• Диаметр режущих роликов 60 мм
• Общая ширина ножа составляет – 200 мм
|
|||||

|
Станок Stalex LBM оснащен регулировкой нижней основной балки, что позволит в будущем компенсировать прогиб основной балки в случае необходимости при интенсивном и продолжительном темпе производства. |
|||||

|
Привод нижней гибочной балки оснащен газовым амортизатором (1шт) – что уменьшает нагрузку и эффективно перераспределяет усилие оператора в момент гибки (стандартной комплектации). |
|||||

|
Верхняя прижимная балка оснащена газовым амортизатором (1шт) – что так же уменьшает нагрузку и облегчает работу оператора, как и в случае с гибочной балкой (стандартной комплектации). |
|||||

|
Верхняя прижимная балка соединена с основной балкой - боковыми узлами с поворотно-прижимными регулирующими опорами на подшипниках, что увеличивает срок службы основных частей станка. Подшипники на осях поворотной балки шприцуются. Подшипники (2) в эксцентриковом механизме - не обслуживаемые (закрытые с заводской смазкой на весь срок службы подшипника). |
|||||

|
Ограничители подачи листа в стандартной комплектации. Прижимная балка оснащена регулировочной тягой, позволяющей в будущем компенсировать прогиб балки в случае необходимости. |
|||||
|
Прижимная балка станка не имеет вертикального хода, рабочее движение происходит за счёт эксцентрикового механизма - что позволяет даже при долгосрочной эксплуатации станка производить при необходимости не дорогостоящий ремонт. В противном случае станки с вертикальным подъёмом прижимной балки, не промышленного назначения весом менее 300 кг на длину 2500мм/3000м необходим дорогостоящий ремонт - боковые узлы вертикального подъёма разбалтываются после чего нужно либо: Вариант №1 регулировать станок на заводе-производителе; либо Вариант №2 разобрать и наваривать к узлам дополнительные вертикальные направляющие (Вариант №2 - это ремонт на один последний раз, вертикальные направляющие заваливаются назад, при этом прижимная балка выдвигается/выгибается буквально на миллиметры относительно других балок - после чего лист равномерно не прижимается и при гибке двигается).
|
||||||

|
Отрезной роликовый нож устанавливается на направляющей балке. Макс. толщина резки 0,7-0,8мм (материал – сталь), в зависимость от прочности листа. Боковые ручки станка могут устанавливаться (вкручиваться) как в верхнем положении, так и в нижнем.
|
|||||

|
Угломер станка в диапазоне 0° до 135°, в стандартной комплектации. Точное позиционирование угла происходит при заправленном листе в листогиб и поворотом гибочной балки. |
|||||

|
По краям станка размещены боковые угломеры с градусной линейкой до 135°.
|
|||||

|
Ножной привод прижимной балки дублирует боковые рычаги. Предназначен для поднятия и опускания прижимной балки, позволяющий оператору более быстро и точно работать с листом (опция). |
|||||

|
Фальцезакаточная машинка Stalex предназначена для догибки листа, методом прокатывания 180° (опция). Толщина материала – сталь 0,5 мм (σв ≤400Мпа). |
|||||
Мощный листогиб Stalex RSM Prof без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий.
Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 1,0 мм по оцинкованной стали.
Стальная станина и вес станка обеспечивает – надёжность и долговечность работы станка
Эксцентриковый механизм для точного и надёжного прижима верхней прижимной балки
Стол-подставка для поддержки материала (передняя и задняя)
В случае износа на станке детали отвечающей за прижим листа и по которой производится гибка листа – данную деталь можно дополнительно приобрести и заменить собственными силами (Уголок стальной сменный).
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка.
Станки от производителя настроены для работы со сталью - на 0,45мм.
В каждой упаковке вкладывается образец гибки (планка) - сталь толщиной 0,45мм.
При работе с тонким металлом нужно перенастраивать станок (опускать основную планку "стол", опускать гибочную балку согласно инструкции, иначе возможен перегиб в середине листа/станка).

|
Угломер |
||||

|
Ограничитель угла |
||||

|
Амортизаторы (2шт) на гибочную балку (в стандартной комплектации) |
||||

|
Стол для поддержки материала – глубина 600 мм. |
||||

|
Передние упоры |
||||

|
Штанги регулирующие гибочную балку и основную балку |
||||

|
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка |
||||

|
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180° Толщина материала – сталь 0,5 мм (σв ≤400Мпа). Поставляется отдельно |
||||
 |
Роликовый нож для листогибов RS (нового образца, опционально) |
||||

|
Упаковка (фанерный ящик):
RSM Prof 3500/0.7 (ДхШхВ) - 4020x680x450 мм |
Листогиб Stalex серии PBB предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Станок PBB 1020/2.5 имеет 11 сегментов разных размеров: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 270 мм.
Ширина гибочной балки 15 мм. Высота подъема прижимной сегментной балки 47 мм. Высота в прижатом состоянии без сегмента 25 мм.
Конструкция станка имеет вертикальный ход прижимной балки, что позволяет фиксировать заготовки с строго параллельными поверхностями и более сильным прижимом по всей длине станка, в сравнении с обычными осевыми прижимами.
Система пружин гибочной балки облегчает работу оператора на станке.
Мощный листогиб Stalex RSM Prof без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий.
Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 1,0 мм по оцинкованной стали.
Стальная станина и вес станка обеспечивает – надёжность и долговечность работы станка
Эксцентриковый механизм для точного и надёжного прижима верхней прижимной балки
Стол-подставка для поддержки материала (передняя и задняя)
В случае износа на станке детали отвечающей за прижим листа и по которой производится гибка листа – данную деталь можно дополнительно приобрести и заменить собственными силами (Уголок стальной сменный).
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка.
Станки от производителя настроены для работы со сталью - на 0,45мм.
В каждой упаковке вкладывается образец гибки (планка) - сталь толщиной 0,45мм.
|
|
Угломер |
||||
|
|
Ограничитель угла |
||||
|
|
Амортизаторы (2шт) на гибочную балку (в стандартной комплектации) |
||||
|
|
Стол для поддержки материала – глубина 600 мм. |
||||
|
|
Передние упоры |
||||
|
|
Штанги регулирующие гибочную балку и основную балку |
||||
|
|
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка |
||||
|
|
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180° Толщина материала – сталь 0,5 мм (σв ≤400Мпа). Поставляется отдельно |
||||
|
|
Роликовый нож для листогибов RS (нового образца, опционально) |
||||
|
|
Упаковка (фанерный ящик):
RSM Prof 3000 (ДхШхВ) - 3500х680х450 мм |
Мощный листогиб Stalex RSM Prof без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий.
Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 1,0 мм по оцинкованной стали.
Стальная станина и вес станка обеспечивает – надёжность и долговечность работы станка
Эксцентриковый механизм для точного и надёжного прижима верхней прижимной балки
Стол-подставка для поддержки материала (передняя и задняя)
В случае износа на станке детали отвечающей за прижим листа и по которой производится гибка листа – данную деталь можно дополнительно приобрести и заменить собственными силами (Уголок стальной сменный).
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка.
Станки от производителя настроены для работы со сталью - на 0,45мм.
В каждой упаковке вкладывается образец гибки (планка) - сталь толщиной 0,45мм.
|
|
Угломер |
||||
|
|
Ограничитель угла |
||||
|
|
Амортизаторы (2шт) на гибочную балку (в стандартной комплектации) |
||||
|
|
Стол для поддержки материала – глубина 600 мм. |
||||
|
|
Передние упоры |
||||
|
|
Штанги регулирующие гибочную балку и основную балку |
||||
|
|
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка |
||||
|
|
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180° Толщина материала – сталь 0,5 мм (σв ≤400Мпа). Поставляется отдельно |
||||
|
|
Роликовый нож для листогибов RS (нового образца, опционально) |
||||
|
|
Упаковка (фанерный ящик):
RSM Prof 2500 (ДхШхВ) - 3000х680х450 мм |
Листогиб Stalex серии PBB 3SH предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. Станок осуществляет гибку изделий на четыре стороны и более от основной поверхности заготовки, в том числе непараллельные гибы. Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия.
-
Станок поставляется с тремя сегментными балками (сегментная верхняя балка, сегментная гибочная балка, сегментная нижняя основная балка)
-
Станок без ограничения глубины подачи листа
-
Наличие ножного привода позволяет оператору быстро выполнять поворот и перемещение заготовок
-
Стальная конструкция гарантирует необходимую жесткость и устойчивость станка при ежедневном использовании
-
Конструкция станка имеет вертикальный ход прижимной балки, что позволяет фиксировать заготовки с строго параллельными поверхностями и более сильным прижимом по всей длине станка, в сравнении с обычными осевыми прижимами.
-
Система пружин гибочной балки облегчает работу оператора на станке
-
Станок оснащён регулировкой толщины листа и ограничителями угла гиба
-
Каждая из трёх сегментных балок имеет 15 сегментов (модель 2050/3SH) различной длины:
-
Размер сегментов на Stalex PBB2050/3SH (с лева на право): 25, 30, 35, 40, 45, 50, 75, 100, 200, 200, 270, 400, 400, 75, 75 мм.
-
Ширина гибочной балки – 15 мм.
-
Ширина сегмента верхней прижимной балки – 45 мм (ширина части сегмента соприкасающейся с листом)
- Высота просвета верхней прижимной балки без сегмента в прижатом состоянии – 100 мм
Листогиб Stalex серии PBB 3SH предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. Станок осуществляет гибку изделий на четыре стороны и более от основной поверхности заготовки, в том числе непараллельные гибы. Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия.
Размер сегментов на Stalex PBB1270/3SH: 25, 30, 35, 40, 45, 50, 75, 75, 75, 100, 200, 250, 270 мм.
Листогиб Stalex серии PBB предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Высота подъема прижимной сегментной балки 47 мм.
Конструкция станка имеет вертикальный ход прижимной балки, что позволяет фиксировать заготовки с строго параллельными поверхностями и более сильным прижимом по всей длине станка, в сравнении с обычными осевыми прижимами.
Система пружин гибочной балки облегчает работу оператора на станке.
Сегментные листогибы Stalex предназначены для использования в цеховых условиях. На них возможно производство поддонов, вентиляционных труб, а также стандартных доборных элементов. Эксцентриковая система прижима позволяет максимально быстро зажимать материал.
Станки Stalex W2.5 с длиной 2540 мм прижимная сегментная балка имеет следующие размеры сегментов: 63, 76, 89, 102, 127, 152, 305.
Каждый сегмент состоит из 2-х частей, что обеспечивает дополнительную жёсткость и более плотный прижим. Максимальная высота подъема прижимной балки 30 мм.
Гибочная балка оснащена регулируемой системой противовесов для облегчения гибки металла различной толщины. На гибочную планку установлен усиливающий уголок шириной 50 мм.
Особенности:
- Неограниченная глубина подачи материала
- Регулируемые планки для точной регулировки прогибов планок:
- Штанги регулирующие гибочную балку
- Штанги регулирующие прижимную балку
- Стальная станина, обеспечивающая жесткость станка
- Возможность гибки на 135 градусов
- Система противовесов, облегчающая процесс гибки
- Верхнее сегментное лезвие с различной шириной сегментов
- Производство - Китай
- Гарантия - 1 год.
|
Низкоуглеродистая сталь (400 Н/мм²) |
2,5 мм |
|
Нержавеющая сталь (600 Н/мм²) |
1,5 мм |
|
Холоднокатанная сталь |
1,5 мм |
|
Алюминий |
4,0 мм |
|
Мягкая латунь |
2,7 мм |
|
Отожженная фосфористая бронза |
2,4 мм |
|
Мягкая медь |
2,7 мм |
|
Твердая медь |
2,4 мм |
При работе с макс. толщиной листа – максимальные параметры могут не соответствовать табличным значениям, это связано с разностью коэффициента предела прочности σв, который не должен превышать параметр σв <400 MПа (1 Н/мм²= 1 МПа) при работе с низкоуглеродистой сталью.
Листогиб Stalex серии PBB 3SH предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. Станок осуществляет гибку изделий на четыре стороны и более от основной поверхности заготовки, в том числе непараллельные гибы. Такие как короба, поддоны, вентилируемые фасады, фасадные кассеты, кожухи и любые другие профильные металлоизделия.
Сегментные листогибы Stalex предназначены для использования в цеховых условиях. На них возможно производство поддонов, вентиляционных труб, а также стандартных доборных элементов. Эксцентриковая система прижима позволяет максимально быстро зажимать материал.
Станки Stalex W2.5 с длиной 2540 мм прижимная сегментная балка имеет следующие размеры сегментов: 63, 76, 89, 102, 127, 152, 305.
Каждый сегмент состоит из 2-х частей, что обеспечивает дополнительную жёсткость и более плотный прижим. Максимальная высота подъема прижимной балки 30 мм.
Гибочная балка оснащена регулируемой системой противовесов для облегчения гибки металла различной толщины. На гибочную планку установлен усиливающий уголок шириной 50 мм.
Особенности:
- Неограниченная глубина подачи материала
- Регулируемые планки для точной регулировки прогибов планок:
- Штанги регулирующие гибочную балку
- Штанги регулирующие прижимную балку
- Стальная станина, обеспечивающая жесткость станка
- Возможность гибки на 135 градусов
- Система противовесов, облегчающая процесс гибки
- Верхнее сегментное лезвие с различной шириной сегментов
- Производство - Китай
- Гарантия - 1 год.
|
Низкоуглеродистая сталь (400 Н/мм²) |
2,5 мм |
|
Нержавеющая сталь (600 Н/мм²) |
1,5 мм |
|
Холоднокатанная сталь |
1,5 мм |
|
Алюминий |
4,0 мм |
|
Мягкая латунь |
2,7 мм |
|
Отожженная фосфористая бронза |
2,4 мм |
|
Мягкая медь |
2,7 мм |
|
Твердая медь |
2,4 мм |
При работе с макс. толщиной листа – максимальные параметры могут не соответствовать табличным значениям, это связано с разностью коэффициента предела прочности σв, который не должен превышать параметр σв <400 MПа (1 Н/мм²= 1 МПа) при работе с низкоуглеродистой сталью.
Листогиб Stalex серии W1.5 предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами. С гибких изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Особенности:
- Станок поставляется с верхней прижимной сегментной балкой
- Неограниченная глубина подачи материала
- Регулируемая штанга для точной регулировки прогиба гибочной балки
- Отверстия для смазки узла поворота гибочной балки
- Возможность гибки на 135 градусов
- Регулируемая штанга для точной регулировки прогиба прижимной балки
- Отверстия для смазки узла хода прижимной балки
- Подъём прижимной балки осуществляется не синхронно при помощи обеих ручек
- Прижимная сегментная балка с различной шириной сегментов
- Станок Stalex W1.5x1260A имеет 17 сегментов разных размеров: 40 мм, 50/50/50/50/50 мм, 76.5/76.5/76.5/76.5/76.5/76.5 мм, 102/102/102/102/102 мм
-
Толщина гибочной балки 10 мм +
- Толщина (глубина) съёмного уголка 50 мм
- Высота подъема прижимной сегментной балки 50 мм
- Высота в прижатом состоянии без сегмента 50÷53 мм
- Регулируемая штанга для точной регулировки прогиба основной балки
- Для фиксации станка к верстаку на основании предусмотрены крепежные отверстия
- Предназначен для работы на стойке, тумбе или верстаке (стойка в стандартную комплектацию не входит)
Сегментные листогибы Stalex предназначены для использования в цеховых условиях. На них возможно производство поддонов, вентиляционных труб, а также стандартных доборных элементов. Эксцентриковая система прижима позволяет максимально быстро зажимать материал, что выгодно отличает данные листогибы от конкурентов.
Каждый сегмент состоит из 2-х частей, что обеспечивает дополнительную жёсткость и более плотный прижим. Общая ширина сегмента составляет 95 мм (первая часть 75 мм, вторая часть 20 мм). Высота просвета верхней прижимной балки без сегмента в прижатом состоянии – 125 мм. Максимальная высота подъема прижимной балки 30 мм.
Гибочная балка оснащена регулируемой системой противовесов для облегчения гибки металла различной толщины. На гибочную планку установлен усиливающий уголок шириной 50 мм.
Листогиб Stalex MFS 2020/1.5 предназначен для изготовления различных изделий из листовых материалов с широкими и сложными формами.
С гибкой изделий на четыре стороны таких как короба, поддоны, вентилируемые фасады и любые другие профильные металлоизделия.
Станок с мощной стальной конструкцией поставляется с верхней прижимной балкой, которая комплектуется 13 сегментами различных размеров: 25 мм, 30 мм, 35 мм, 40 мм, 45 мм, 50 мм, 75 мм, 100 мм, 150 мм, 220 мм, 250 мм, 500 мм, 500 мм. Конструкция станка имеет вертикальный ход прижимной балки (благодаря вертикальным салазкам в конструкции станка), что позволяет фиксировать заготовки с строго параллельными поверхностями и более сильным прижимом по всей длине станка, в сравнении с обычными осевыми прижимами.
Наличие ножного привода значительно упрощает работу оператора, что в свою очередь позволяет быстро выполнять поворот и перемещение заготовок.
Станок имеет возможность регулировки высоты гибочной балки, а также регулировку высоты прижима на прижимной гибочной балки.
В конструкции гибочной балки присутствует компенсатор прогиба и ограничитель гиба.
Особенности:
• Станок поставляется с верхней прижимной сегментной балкой.
• Станок без ограничения глубины подачи листа
• Возможность регулировки высоты гибочной балки
• Возможность регулировки высоты прижима – верхней прижимной сегментной балки
• Конструкция гибочной балки имеет компенсатор прогиба
• Стальная конструкция гарантирует необходимую жесткость и устойчивость станка при ежедневном использовании
• Конструкция станка имеет вертикальный ход прижимной балки
• Наличие ножного привода и механизм раскрытия верхней балки после загиба листа
• Станок оснащён ограничителем гиба
Особенности:
- Стальная станина и вес станка обеспечивает надежность и долговечность работы станка.
- В стандартной комплектации со станком поставляется отрезной нож для раскроя листового металла
- В стандартной комплектации - угломер в диапазоне от 0° до 135°
- Опция - фальцезакаточная машинка Stalex
 |
Станок имеет регулировку гибочной балки –штангой, + боковыми шпильки с каждой из сторон. Регулировка нижней основной балки |
||||
 |
Ширина (толщина) гибочной балки – 20мм Ширина (толщина) прижимной балки – 15мм |
||||
 |
Отрезной роликовый нож в стандартной комплектации.
|
||||
 |
Верхняя прижимная балка соединена с основной балкой эксцентриковым механизмом с подшипником - скольжения прижимной балки. Эксцентриковый механизмом с подшипником проливается сверху трансмиссионным маслом (желательно - раз в месяц). Необходимо проливать все трущиеся поверхности станка, примерно, раз в месяц (при постоянной работе).
|
||||
 |
Фальцезакаточная машинка Stalex предназначена для догибки листа, методом прокатывания 180° (опция). Толщина материала – сталь 0,5 мм (σв ≤400Мпа). |
Особенности:
• Станок поставляется с верхней прижимной сегментной балкой
• Неограниченная глубина подачи материала
• Отверстия для смазки узла поворота гибочной балки
• Возможность гибки на 135 градусов
• Боковой противовес, облегчающий процесс гибки
• Отверстия для смазки прижимного механизма
• Прижимная сегментная балка с различной шириной сегментов
Станок Stalex W1.5x610Z имеет 5 сегментов разных размеров: 27 мм, 50мм, 77мм, 203 мм, 253 мм
• Ширина гибочной балки 13 мм
• Высота подъема прижимной сегментной балки 21 мм
• Плоскость примыкания прижимной сегментной балки 16 мм
• Высота в прижатом состоянии без сегмента 20 мм
• Для фиксации станка к верстаку на основании предусмотрены крепежные отверстия
Станок идеально подходит для работы с черной и оцинкованной сталью – 0,5 мм (с временным сопротивлением или прочностью σв ≤400МПа)
Станок идеально подходит для работы с черной и оцинкованной сталью – 0,7 мм (с временным сопротивлением или прочностью σв ≤320МПа)
Станок Stalex BSM является универсальным для работы с отливами, откосами, доборными элементами кровли, в том числе и для работы с крупногабаритными изделиями - такие как квадратная вентиляция (общие габаритные размеры верхней прижимной балки составляют 170х170 мм (высота х глубина)). Возможность гибки от 0° до 135° – за один гиб, гибка до 180° – с использованием фальцезакаточной машинки (или при условии, что лист металла не жёсткий и не на макс. толщину возможности станка – тогда возможно с дожатием в прижимной балке).
Особенности:
- Направляющий вертикальный узел перемещения прижимной балки, позволяет фиксировать лист с более сильным усилием-прижимом по всей длине станка
- Эксцентриковый (кривошипный) механизм с ограничителем – позволяет быстро и удобно прижимать заготовки
- На эксцентрике установлен стопор не позволяющей балке опускаться в верхнем положении и фиксирующий балку в нижнем положении
- Гибка до 180° – с дожатием в прижимной балке, угол гиба 150° для полок до 15мм и 135° для полок более 15мм.
- Комплектуются роликовый ножом для раскроя металла (в стандартной комплектации)
- Удобное место для размещения роликового ножа, вовремя гибки листа
- Рабочие поверхности прижимной, основной и гибочной балок изготовлены из легированной высокопрочной стали
- Стальной сплошной уголок, отвечающий за прижим листа, крепится к прижимной балке через резьбовые соединения
- Регулировка прижимной балки относительно основной и гибочной балок – фронтальное смещение
- Регулировка прижимной балки в вертикальной плоскости
- Регулировка гибочной балки, через узел настройки прямолинейности
- Регулировка гибочной балки в вертикальной плоскости
- Разборные стойки для облегчения транспортировки
- Отверстия для крепления станка к полу
|
|
Вертикальный подъём прижимной балки – 55 мм |
||||
|
Комплектуются роликовый ножом для раскроя металла (в стандартной комплектации) |
|||||
|
|
|||||
|
|
|||||
|
|
Удобное место для размещения роликового ножа, во время гибки листа |
||||
|
|
|||||
|
|
Эксцентриковый (кривошипный) механизм с ограничителем – позволяет быстро и удобно прижимать заготовки |
||||
|
|
|||||
|
|
На эксцентрике установлен стопор не позволяющей балке опускаться в верхнем положении и фиксирующий балку в нижнем положении |
||||
|
|
|||||
|
|
Газовый амортизатор на гибочную балку - для эффективной работы с листом |
||||
|
|
|||||
|
|
Газовый амортизатор на прижимную балку (2шт) – для быстрой и лёгкой фиксации листа |
||||
|
|
|||||
|
|
Улучшенный узел ручек прижимной балки. Дополнительно - просверленное отверстие и штифт, плоский вал и увеличенная зона сварки, для надёжной работы станка. |
||||
|
|
|||||
|
|
Направляющий вертикальный узел перемещения прижимной балки, позволяет фиксировать лист с более сильным усилием-прижимом по всей длине станка Регулировка прижимной балки относительно основной и гибочной балок – фронтальное смещение |
||||
|
|
|||||
|
|
Стальной сплошной уголок, отвечающий за прижим листа, крепится к прижимной балке через резьбовые соединения |
||||
|
|
|||||
|
|
Регулировка прижимной балки в вертикальной плоскости |
||||
|
Регулировка гибочной балки, через узел настройки прямолинейности |
|||||
|
|
|||||
|
|
|||||
|
|
Регулировка гибочной балки в вертикальной плоскости |
||||
Универсальный листогиб STALEX LBM без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий. Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 0,7 мм по оцинкованной стали. В том числе и такие изделия, как квадратная вентиляция.
Особенности:
• Стальная станина и вес станка обеспечивает надежность и долговечность работы станка
Надёжная жёсткая конструкция ножной стойки, с параллельным вертикальным расположением ножек станка исключающих дальнейшее провисание балок по краям станка (как в случаях расположения ножек станка под углом/в центр на длинах 2500мм/3000мм).
• В стандартной комплектации со станком поставляется отрезной нож для раскроя листового металла
• Угломер в диапазоне от 0° до 135°
• Ножной привод прижимной балки (опция)
• Фальцезакаточная машинка Stalex (опция)
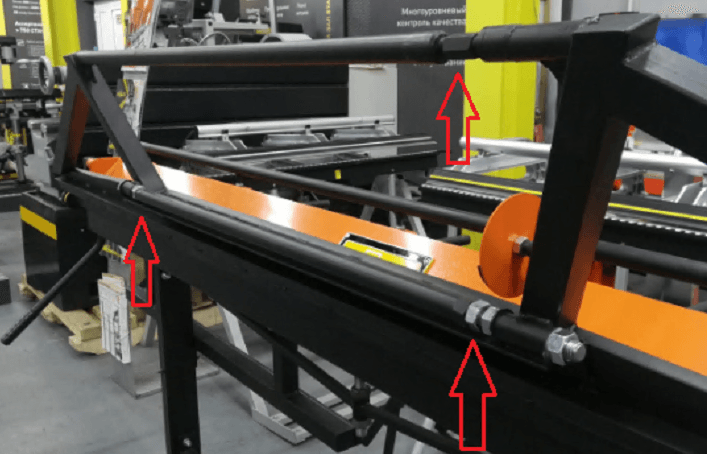
|
Станок имеет уникальною регулировку гибочной балки – 2-мя штангами, верхняя штанга отвечает за компенсацию прогиба средней части балки, нижняя штанга отвечает за компенсацию прогиба по краям гибочной балки. |
|||||
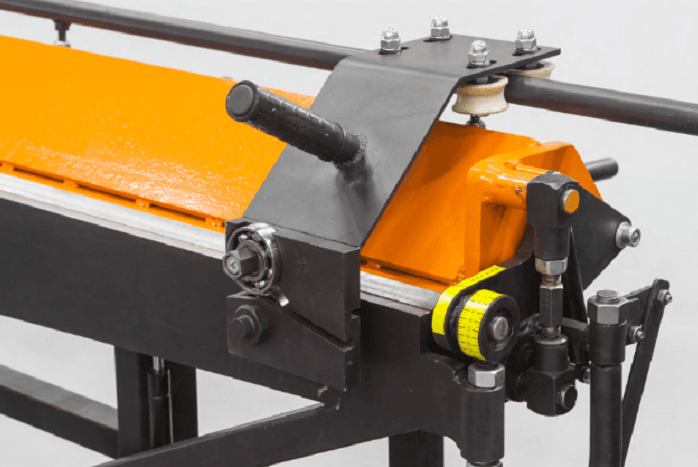
|
Отрезной роликовый нож в стандартной комплектации. • Ширина режущих роликов 16 мм
• Диаметр режущих роликов 60 мм
• Общая ширина ножа составляет – 200 мм
|
|||||
|
Станок Stalex LBM оснащен регулировкой нижней основной балки, что позволит в будущем компенсировать прогиб основной балки в случае необходимости при интенсивном и продолжительном темпе производства. |
|||||

|
Привод нижней гибочной балки оснащен газовым амортизатором (1шт) – что уменьшает нагрузку и эффективно перераспределяет усилие оператора в момент гибки (стандартной комплектации). |
|||||
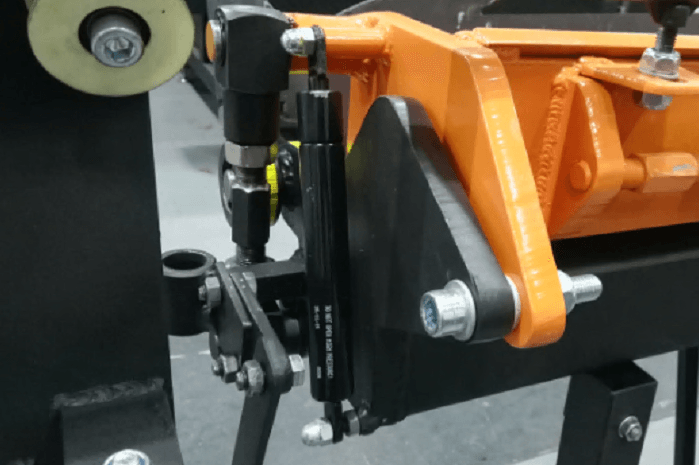
|
Верхняя прижимная балка оснащена газовым амортизатором (1шт) – что так же уменьшает нагрузку и облегчает работу оператора, как и в случае с гибочной балкой (стандартной комплектации). |
|||||
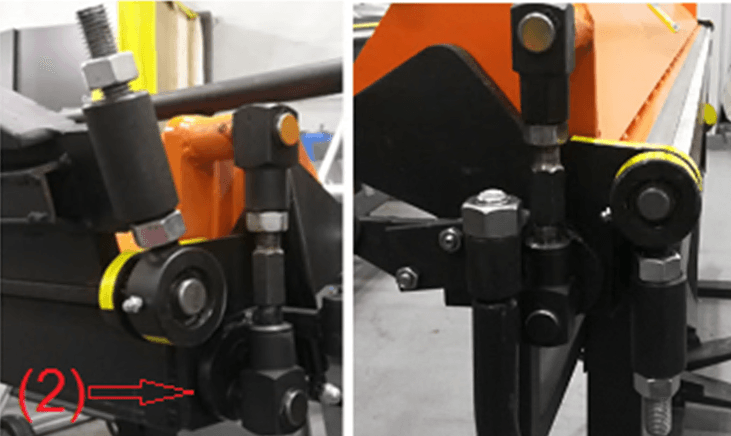
|
Верхняя прижимная балка соединена с основной балкой - боковыми узлами с поворотно-прижимными регулирующими опорами на подшипниках, что увеличивает срок службы основных частей станка. Подшипники на осях поворотной балки шприцуются. Подшипники (2) в эксцентриковом механизме - не обслуживаемые (закрытые с заводской смазкой на весь срок службы подшипника). |
|||||

|
Ограничители подачи листа в стандартной комплектации. Прижимная балка оснащена регулировочной тягой, позволяющей в будущем компенсировать прогиб балки в случае необходимости. |
|||||
|
Прижимная балка станка не имеет вертикального хода, рабочее движение происходит за счёт эксцентрикового механизма - что позволяет даже при долгосрочной эксплуатации станка производить при необходимости не дорогостоящий ремонт. В противном случае станки с вертикальным подъёмом прижимной балки, не промышленного назначения весом менее 300 кг на длину 2500мм/3000м необходим дорогостоящий ремонт - боковые узлы вертикального подъёма разбалтываются после чего нужно либо: Вариант №1 регулировать станок на заводе-производителе; либо Вариант №2 разобрать и наваривать к узлам дополнительные вертикальные направляющие (Вариант №2 - это ремонт на один последний раз, вертикальные направляющие заваливаются назад, при этом прижимная балка выдвигается/выгибается буквально на миллиметры относительно других балок - после чего лист равномерно не прижимается и при гибке двигается).
|
||||||
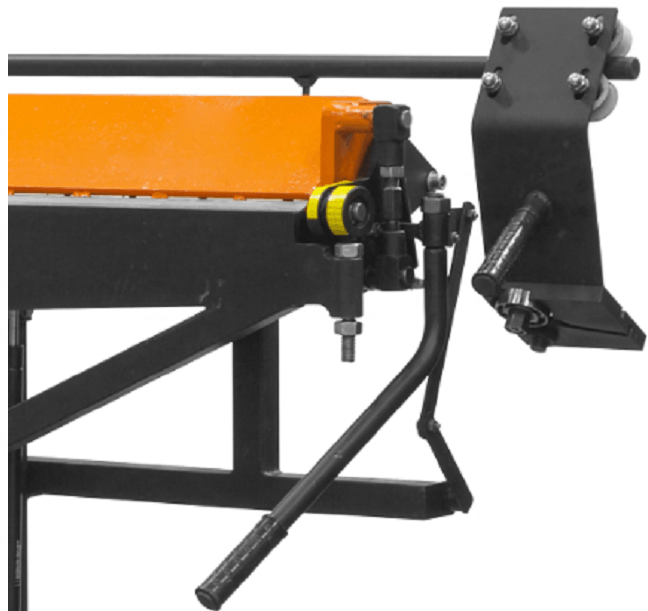
|
Отрезной роликовый нож устанавливается на направляющей балке. Макс. толщина резки 0,7-0,8мм (материал – сталь), в зависимость от прочности листа. Боковые ручки станка могут устанавливаться (вкручиваться) как в верхнем положении, так и в нижнем.
|
|||||

|
Угломер станка в диапазоне 0° до 135°, в стандартной комплектации. Точное позиционирование угла происходит при заправленном листе в листогиб и поворотом гибочной балки. |
|||||
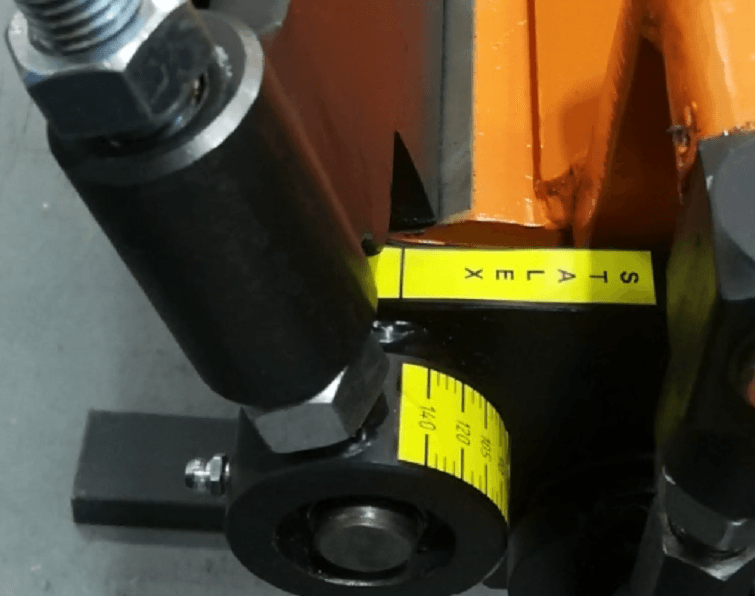
|
По краям станка размещены боковые угломеры с градусной линейкой до 135°.
|
|||||

|
Ножной привод прижимной балки дублирует боковые рычаги. Предназначен для поднятия и опускания прижимной балки, позволяющий оператору более быстро и точно работать с листом (опция). |
|||||
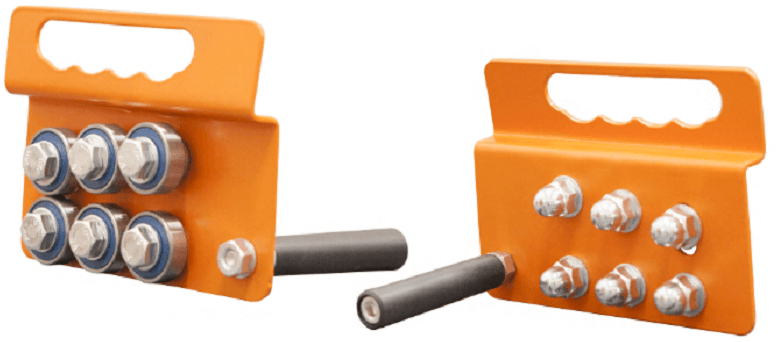
|
Фальцезакаточная машинка Stalex предназначена для догибки листа, методом прокатывания 180° (опция). Толщина материала – сталь 0,5 мм (σв ≤400Мпа). |
|||||
Мощный листогиб Stalex RSM Prof без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий.
Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 1,0 мм по оцинкованной стали.
Стальная станина и вес станка обеспечивает – надёжность и долговечность работы станка
Эксцентриковый механизм для точного и надёжного прижима верхней прижимной балки
Стол-подставка для поддержки материала (передняя и задняя)
В случае износа на станке детали отвечающей за прижим листа и по которой производится гибка листа – данную деталь можно дополнительно приобрести и заменить собственными силами (Уголок стальной сменный).
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка.
Станки от производителя настроены для работы со сталью - на 0,45мм.
В каждой упаковке вкладывается образец гибки (планка) - сталь толщиной 0,45мм.
|
|
Угломер |
||||
|
|
Ограничитель угла |
||||
|
|
Амортизаторы (2шт) на гибочную балку (в стандартной комплектации) |
||||
|
|
Стол для поддержки материала – глубина 600 мм. |
||||
|
|
Передние упоры |
||||
|
|
Штанги регулирующие гибочную балку и основную балку |
||||
|
|
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка |
||||
|
|
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180° Толщина материала – сталь 0,5 мм (σв ≤400Мпа). Поставляется отдельно |
||||
|
|
Роликовый нож для листогибов RS (нового образца, опционально) |
||||
|
|
Упаковка (фанерный ящик): RSM Prof 2000 (ДхШхВ) - 2500х680х450 мм |
Особенности:
- Стальная станина и вес станка обеспечивает надежность и долговечность работы станка.
- В стандартной комплектации со станком поставляется отрезной нож для раскроя листового металла
- В стандартной комплектации - угломер в диапазоне от 0° до 135°
- Опция - фальцезакаточная машинка Stalex
|
|
Станок имеет регулировку гибочной балки –штангой, + боковыми шпильки с каждой из сторон. Регулировка нижней основной балки |
||||
|
|
Ширина (толщина) гибочной балки – 20мм Ширина (толщина) прижимной балки – 15мм |
||||
|
|
Отрезной роликовый нож в стандартной комплектации.
|
||||
|
|
Верхняя прижимная балка соединена с основной балкой эксцентриковым механизмом с подшипником - скольжения прижимной балки. Эксцентриковый механизмом с подшипником проливается сверху трансмиссионным маслом (желательно - раз в месяц). Необходимо проливать все трущиеся поверхности станка, примерно, раз в месяц (при постоянной работе).
|
||||
|
|
Фальцезакаточная машинка Stalex предназначена для догибки листа, методом прокатывания 180° (опция). Толщина материала – сталь 0,5 мм (σв ≤400Мпа). |
Особенности:
- Стальная станина и вес станка обеспечивает надежность и долговечность работы станка.
- В стандартной комплектации со станком поставляется отрезной нож для раскроя листового металла
- В стандартной комплектации - угломер в диапазоне от 0° до 135°
- Опция - фальцезакаточная машинка Stalex
|
|
Станок имеет регулировку гибочной балки –штангой, + боковыми шпильки с каждой из сторон. Регулировка нижней основной балки |
||||
|
|
Ширина (толщина) гибочной балки – 20мм Ширина (толщина) прижимной балки – 15мм |
||||
|
|
Отрезной роликовый нож в стандартной комплектации.
|
||||
|
|
Верхняя прижимная балка соединена с основной балкой эксцентриковым механизмом с подшипником - скольжения прижимной балки. Эксцентриковый механизмом с подшипником проливается сверху трансмиссионным маслом (желательно - раз в месяц). Необходимо проливать все трущиеся поверхности станка, примерно, раз в месяц (при постоянной работе).
|
||||
|
|
Фальцезакаточная машинка Stalex предназначена для догибки листа, методом прокатывания 180° (опция). Толщина материала – сталь 0,5 мм (σв ≤400Мпа). |
Станок идеально подходит для работы с черной и оцинкованной сталью – 0,7мм (с временным сопротивлением или прочностью σв ≤400МПа)
Станок идеально подходит для работы с черной и оцинкованной сталью – 0,8мм (с временным сопротивлением или прочностью σв ≤320МПа)
Станок Stalex BSM является универсальным для работы с отливами, откосами, доборными элементами кровли, в том числе и для работы с крупногабаритными изделиями - такие как квадратная вентиляция (общие габаритные размеры верхней прижимной балки составляют 170х170 мм (высота х глубина)). Возможность гибки от 0° до 135° – за один гиб, гибка до 180° – с использованием фальцезакаточной машинки (или при условии, что лист металла не жёсткий и не на макс. толщину возможности станка – тогда возможно с дожатием в прижимной балке).
Особенности:
- Направляющий вертикальный узел перемещения прижимной балки, позволяет фиксировать лист с более сильным усилием-прижимом по всей длине станка
- Эксцентриковый (кривошипный) механизм с ограничителем – позволяет быстро и удобно прижимать заготовки
- На эксцентрике установлен стопор не позволяющей балке опускаться в верхнем положении и фиксирующий балку в нижнем положении
- Гибка до 180° – с дожатием в прижимной балке, угол гиба 150° для полок до 15мм и 135° для полок более 15мм.
- Комплектуются роликовый ножом для раскроя металла (в стандартной комплектации)
- Удобное место для размещения роликового ножа, вовремя гибки листа
- Рабочие поверхности прижимной, основной и гибочной балок изготовлены из легированной высокопрочной стали
- Стальной сплошной уголок, отвечающий за прижим листа, крепится к прижимной балке через резьбовые соединения
- Регулировка прижимной балки относительно основной и гибочной балок – фронтальное смещение
- Регулировка прижимной балки в вертикальной плоскости
- Регулировка гибочной балки, через узел настройки прямолинейности
- Регулировка гибочной балки в вертикальной плоскости
- Разборные стойки для облегчения транспортировки
- Отверстия для крепления станка к полу
|
|
Вертикальный подъём прижимной балки – 55 мм |
||||
|
Комплектуются роликовый ножом для раскроя металла (в стандартной комплектации) |
|||||
|
|
|||||
|
|
|||||
|
|
Удобное место для размещения роликового ножа, во время гибки листа |
||||
|
|
|||||
|
|
Эксцентриковый (кривошипный) механизм с ограничителем – позволяет быстро и удобно прижимать заготовки |
||||
|
|
|||||
|
|
На эксцентрике установлен стопор не позволяющей балке опускаться в верхнем положении и фиксирующий балку в нижнем положении |
||||
|
|
|||||
|
|
Газовый амортизатор на гибочную балку - для эффективной работы с листом |
||||
|
|
|||||
|
|
Газовый амортизатор на прижимную балку (2шт) – для быстрой и лёгкой фиксации листа |
||||
|
|
|||||
|
|
Улучшенный узел ручек прижимной балки. Дополнительно - просверленное отверстие и штифт, плоский вал и увеличенная зона сварки, для надёжной работы станка. |
||||
|
|
|||||
|
|
Направляющий вертикальный узел перемещения прижимной балки, позволяет фиксировать лист с более сильным усилием-прижимом по всей длине станка Регулировка прижимной балки относительно основной и гибочной балок – фронтальное смещение |
||||
|
|
|||||
|
|
Стальной сплошной уголок, отвечающий за прижим листа, крепится к прижимной балке через резьбовые соединения |
||||
|
|
|||||
|
|
Регулировка прижимной балки в вертикальной плоскости |
||||
|
Регулировка гибочной балки, через узел настройки прямолинейности |
|||||
|
|
|||||
|
|
|||||
|
|
Регулировка гибочной балки в вертикальной плоскости |
||||
Мощный универсальный листогиб Stalex RS без ограничения подачи листа, предназначен для работы в цеху и на строй площадке - выполняет резку, гибку и формовку листовых металлов для производства профилей, доборных элементов кровли, наружной и внутренней отделки зданий и других профильных металлоизделий.
Отсутствие ограничений по глубине обрабатываемого металла дает возможность изготавливать большой ассортимент изделий из листового материала толщиной до 0,75 мм по оцинкованной стали.
Стальная станина и вес станка обеспечивает – надёжность и долговечность работы станка
Ход прижима – до 130 мм
Эксцентриковый механизм для точного и надёжного прижима верхней прижимной балки
Стол-подставка для поддержки материала (передняя и задняя)
В случае износа на станке детали отвечающей за прижим листа и по которой производится гибка листа – данную деталь можно дополнительно приобрести и заменить собственными силами (Уголок стальной сменный).
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка.
|
|
Роликовый нож для листогибов STALEX RS Для раскроя листового и рулонного метала с толщиной до 0,7 мм. Поставляется отдельно |
||||
|
|
Угломер |
||||
|
|
Ограничитель угла |
||||
|
|
Амортизаторы (2шт) на гибочную балку (в стандартной комплектации устанавливаются на модели RS 2500) |
||||
|
|
Стол для поддержки материала |
||||
|
|
Передние упоры |
||||
|
|
Колёса в стандартной комплектации |
||||
|
|
Штанги регулирующие гибочную балку и основную балку |
||||
|
|
Каждый станок настраивается и поставляется с образцом гибки на всю длину станка |
||||

|
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180° Толщина материала – сталь 0,5 мм (σв ≤400Мпа). Поставляется отдельно |
||||

|
Упаковка (фанерный ящик): RS 2000 (ДхШхВ) - 2450х630х380 мм |








Станок без ограничения подачи листа – это позволяет работать с крупногабаритными заготовками. Конструкция станка имеет классическую схему, с нижней гибочной поворотной балкой – это отличительная черта от равнозначных мощных листогибных прессов (где гиб образуется при вертикальном движении пуансон в матрицу), это принципиальное отличие для ряда наших клиентов при работе с листом средних толщин до 4 мм. Станки такого типа имеют больше возможностей и более высокий КПД при достаточной простоте в обслуживании и работе. Переносная ножная педаль, позволяет оператору мобильно управлять станком, одновременно работая с подачей листа. Сварная жесткая конструкция из стали высокой прочности с использованием антивибрационной технологии для надёжной, долговечной, эффективной и бесперебойной работы.
Верхняя прижимная балка является сегментной, сегменты произведены из специальной закаленной стали - данная особенность станка позволяет работать с широкими и сложными профилями, таких как: короба, поддоны и аналогичные конструкции.
Станок гидравлический Stalex HW - подходит для работы в тяжелом машиностроении и строительстве, а также в ряду предприятий, занятых производством и обслуживанием в транспортных, добывающих и обрабатывающих отраслях.
Особенности:
• Без ограничения подачи листа, что позволяет работать с крупногабаритными заготовками;
• Сварная жесткая стальная конструкция высокой прочности с антивибрационной технологией;
• Механическая регулировка зазора между верхней и нижней балкой
• Механическая система регулировки угла загиба в диапазоне от 0° до 135°;
• Переносная ножная педаль позволяет оператору мобильно управлять станком, одновременно работая с подачей листа;
• Размер сегментов на Stalex HW2500: 76 мм – 9 шт, 102 мм – 5 шт, 127 мм – 8 шт, 153 мм – 2 шт.
|
|
Тыльная сторона станка, тяги регулировки верхней прижимной балки, механический упор, электрический шкаф, гидравлический цилиндр гибочной поворотной балки. |
||
|
|
Вид сбоку, угломер/ограничитель угла гибки, пульт станка, гидравлический цилиндр гибочной поворотной балки, маховики регулировки положения верхней балки. |
||
|
|
Пульт управления, ножная педаль (гибка/закрытие/поднятие). |
||
|
|
Сегменты на верхней прижимной балке |
||
|
Верхняя сегментная балка на станке Stalex HW2500х4.0 |
Состоит из 24 сегментов: 9 сегментов – 76 мм, 5 сегментов – 102 мм, 8 сегментов – 127 мм, 2 сегмента - 153 мм. |
||




Станок без ограничения подачи листа – это позволяет работать с крупногабаритными заготовками. Конструкция станка имеет классическую схему, с нижней гибочной поворотной балкой – это отличительная черта от равнозначных мощных листогибных прессов (где гиб образуется при вертикальном движении пуансон в матрицу), это принципиальное отличие для ряда наших клиентов при работе с листом средних толщин до 3.5 мм. Станки такого типа имеют больше возможностей и более высокий КПД при достаточной простоте в обслуживании и работе. Переносная ножная педаль, позволяет оператору мобильно управлять станком, одновременно работая с подачей листа. Сварная жесткая конструкция из стали высокой прочности с использованием антивибрационной технологии для надёжной, долговечной, эффективной и бесперебойной работы.
Верхняя прижимная балка является сегментной, сегменты произведены из специальной закаленной стали - данная особенность станка позволяет работать с широкими и сложными профилями, таких как: короба, поддоны и аналогичные конструкции.
Станок гидравлический Stalex HW - подходит для работы в тяжелом машиностроении и строительстве, а также в ряду предприятий, занятых производством и обслуживанием в транспортных, добывающих и обрабатывающих отраслях.
Особенности:
• Без ограничения подачи листа, что позволяет работать с крупногабаритными заготовками;
• Сварная жесткая стальная конструкция высокой прочности с антивибрационной технологией;
• Механическая регулировка зазора между верхней и нижней балкой
• Механическая система регулировки угла загиба в диапазоне от 0° до 135°;
• Переносная ножная педаль позволяет оператору мобильно управлять станком, одновременно работая с подачей листа;
• Размер сегментов на Stalex HW3050: 75 мм – 6 шт, 100 мм – 4 шт, 125 мм – 10 шт; 150 мм – 6 шт.
|
|
Тыльная сторона станка, тяги регулировки верхней прижимной балки, механический упор, электрический шкаф, гидравлический цилиндр гибочной поворотной балки. |
||
|
|
Вид сбоку, угломер/ограничитель угла гибки, пульт станка, гидравлический цилиндр гибочной поворотной балки, маховики регулировки положения верхней балки. |
||
|
|
Пульт управления, ножная педаль (гибка/закрытие/поднятие). |
||
|
|
Сегменты на верхней прижимной балке |
||
|
Верхняя сегментная балка на станке Stalex HW3050х3.5 |
Состоит из 26 сегментов: 6 сегментов – 75 мм, 4 сегмента – 100 мм, 10 сегментов – 125 мм, 6 сегментов 150 мм. |
||
Станок без ограничения подачи листа – это позволяет работать с крупногабаритными заготовками. Конструкция станка имеет классическую схему, с нижней гибочной поворотной балкой – это отличительная черта от равнозначных мощных листогибных прессов (где гиб образуется при вертикальном движении пуансон в матрицу), это принципиальное отличие для ряда наших клиентов при работе с листом средних толщин до 3.5 мм. Станки такого типа имеют больше возможностей и более высокий КПД при достаточной простоте в обслуживании и работе. Переносная ножная педаль, позволяет оператору мобильно управлять станком, одновременно работая с подачей листа. Сварная жесткая конструкция из стали высокой прочности с использованием антивибрационной технологии для надёжной, долговечной, эффективной и бесперебойной работы.
Верхняя прижимная балка является сегментной, сегменты произведены из специальной закаленной стали - данная особенность станка позволяет работать с широкими и сложными профилями, таких как: короба, поддоны и аналогичные конструкции.
Станок гидравлический Stalex HW - подходит для работы в тяжелом машиностроении и строительстве, а также в ряду предприятий, занятых производством и обслуживанием в транспортных, добывающих и обрабатывающих отраслях.
Особенности:
• Без ограничения подачи листа, что позволяет работать с крупногабаритными заготовками;
• Сварная жесткая стальная конструкция высокой прочности с антивибрационной технологией;
• Механическая регулировка зазора между верхней и нижней балкой
• Механическая система регулировки угла загиба в диапазоне от 0° до 135°;
• Переносная ножная педаль позволяет оператору мобильно управлять станком, одновременно работая с подачей листа;
• Размер сегментов на Stalex HW1300: 77 мм – 4 шт, 102 мм – 2 шт, 127 мм – 5 шт, 153 мм – 1 шт.
|
|
Тыльная сторона станка, тяги регулировки верхней прижимной балки, механический упор, электрический шкаф, гидравлический цилиндр гибочной поворотной балки. |
||
|
|
Вид сбоку, угломер/ограничитель угла гибки, пульт станка, гидравлический цилиндр гибочной поворотной балки, маховики регулировки положения верхней балки. |
||
|
|
Пульт управления, ножная педаль (гибка/закрытие/поднятие). |
||
|
|
Сегменты на верхней прижимной балке |
||
|
Верхняя сегментная балка на станке Stalex HW1300х3.5 |
Состоит из 12 сегментов: 4 сегмента – 77 мм, 2 сегмента – 102 мм, 5 сегментов – 127 мм, 1 сегмент - 153 мм. |
||
Станок без ограничения подачи листа – это позволяет работать с крупногабаритными заготовками. Конструкция станка имеет классическую схему, с нижней гибочной поворотной балкой – это отличительная черта от равнозначных мощных листогибных прессов (где гиб образуется при вертикальном движении пуансон в матрицу), это принципиальное отличие для ряда наших клиентов при работе с листом средних толщин до 3.5 мм. Станки такого типа имеют больше возможностей и более высокий КПД при достаточной простоте в обслуживании и работе. Переносная ножная педаль, позволяет оператору мобильно управлять станком, одновременно работая с подачей листа. Сварная жесткая конструкция из стали высокой прочности с использованием антивибрационной технологии для надёжной, долговечной, эффективной и бесперебойной работы.
Верхняя прижимная балка является сегментной, сегменты произведены из специальной закаленной стали - данная особенность станка позволяет работать с широкими и сложными профилями, таких как: короба, поддоны и аналогичные конструкции.
Станок гидравлический Stalex HW - подходит для работы в тяжелом машиностроении и строительстве, а также в ряду предприятий, занятых производством и обслуживанием в транспортных, добывающих и обрабатывающих отраслях.
Особенности:
• Без ограничения подачи листа, что позволяет работать с крупногабаритными заготовками;
• Сварная жесткая стальная конструкция высокой прочности с антивибрационной технологией;
• Механическая регулировка зазора между верхней и нижней балкой
• Механическая система регулировки угла загиба в диапазоне от 0° до 135°;
• Переносная ножная педаль позволяет оператору мобильно управлять станком, одновременно работая с подачей листа;
• Размер сегментов на Stalex HW1830: 75 мм – 6 шт, 100 мм – 3 шт, 125 мм – 6 шт, 150 мм – 6 шт.
|
|
Тыльная сторона станка, тяги регулировки верхней прижимной балки, механический упор, электрический шкаф, гидравлический цилиндр гибочной поворотной балки. |
||
|
|
Вид сбоку, угломер/ограничитель угла гибки, пульт станка, гидравлический цилиндр гибочной поворотной балки, маховики регулировки положения верхней балки. |
||
|
|
Пульт управления, ножная педаль (гибка/закрытие/поднятие). |
||
|
|
Сегменты на верхней прижимной балке |
||
|
Верхняя сегментная балка на станке Stalex HW1830х3.5 |
Состоит из 17 сегментов: 6 сегментов – 75 мм, 3 сегмента – 100 мм, 6 сегментов – 125 мм, 2 сегмента 150 мм. |
||

Гидропривод станка позволяет регулировать высоту подъёма прижимной гибочной балки – для сокращения рабочего времени и удобства работы с заготовками с замкнутым контуром.
Станок оснащён многоручьевой 4ёх сторонней матрицей, что позволяет вместе с гидравлической станцией получать необходимые углы - меняя сторону матрицы и усилие гибки при работе с необходимой толщиной металла.
Простое управление станка, выносная педаль, задний упор - позволяют быстро и эффективно работать даже с максимально возможными заготовками.
Станок Stalex HBV48 имеет прочные колёса – в случае необходимости и без особых усилий станок можно передвигать по цеху.
- Станок оснащен гидростанцией;
- Простой в управлении;
- Надежная конструкция;
- Возможность смены рабочего инструмента;
- Откидная верхняя балка для удобства снятия заготовок сложной геометрии.
- Прижим осуществляется с помощью гидравлической системы;
- Регулируемая высота подъема.
Основные функциональные характеристики и свойства
1. Гидравлический листогибочный станок прост в эксплуатации, и его без труда можно переместить на любое рабочее место.
2. Высокоэффективный при загибе металлического листа, обеспечивает точность изгиба.
3. После того, как процесс загиба заготовки завершен, ее можно снять, открепив балку. Верхнюю прижимную балку можно откинуть для удобства снятия заготовок сложной геометрии.
4. Примечание: В соответствии с различными толщиной, формой и размером загиба следует выбирать различные штампы для гибки V-образных деталей (Прокрутите гибочные штампы и выберите один из V-образных штампов для загиба).
Главные детали станка


1. Прижимная балка
2. Нижний гибочный штамп
3. Фиксированная стойка
4. Гидравлический цилиндр для загиба
5. Подвижная стойка
6. Гидравлический цилиндр для поворота
7. Гидроэнергетическая система
8. Задний упор
Гидроцилиндры на гибку изделий и для режима быстрого поднятия пуансона

Съёмный упор для заготовки и фиксаторы крепления матрицы

Сигнальный датчик, концевик ограничения гибки, направляющая, 4ёх ручьевая матрица

Крюки для смены ручья матрицы, монтажный болт подъёма матрицы для выбора ручья матрицы.

Переключатель режимов (гибка изделий и режим быстрого поднятия пуансона), включение режима быстрого поднятия пуансона.

Трёхфазный двигатель, масляный бак, манометр, кнопка запуска станка.

Гидравлический гибочный пресс - предназначен для сгибания листового металла путём создания больших сжимающих усилий, используется для выполнения качественных серийных гибов, например, при производстве фасадных кассет, металлических дверей, электрошкафов, приточных установок, фильтров, облицовочных панелей.
Станок оснащён - система управления Estun E21, алюминиевый рычаг с пультом управления, частотно-регулируемый привод, цифровое считывание по оси X/Y, предохранительный задний щиток и левый и правый боковые щитки, задний упор с силовым приводом с помощью шарико-винтовой передачи, основные электрические элементы Schneider, ножная педаль с аварийным остановом, верхний инструмент (пуансон) с функцией быстрого зажима, инвертор Schneider, передняя крышка со светодиодной лампой.
Листогибочный пресс Stalex W67Y имеют жесткое (через трубчатую траверсу) соединение двух силовых гидроцилиндров для синхронизации их работы. Эта схема проста и надёжна, применяется всеми мировыми производителями листогибочных прессов.
Управление гибочным прессом осуществляется при помощи оснащенного системой УЦИ Estun Е21, это промышленный контроллер с числовым программным управлением (ЧПУ), поддерживающей работу по двум осям Y / Х:
Ось Y отвечает за параллельность движения траверсы (пуансона) синхронизируя работу 2ух гидроцилиндров (через торсионный вал синхронизируя и передовая движение).
Движение доступно в двух режимах режим настройки и рабочий режим, с отображением координат на мониторе:
Режим настройки – с остановкой пуансона в любой точке, в данном режиме осуществляется регулировка хода траверсы (движение механизмов продолжается пока удерживается соответствующая кнопка на пульте управления).
Рабочий режим – гибка на заданный угол (по заранее найденной координате Y, соответствующей необходимому углу, вычисляемой на станке в зависимости от толщины/марки металла) с возможностью настройки угла, т.е. работа c координатами инструмента (погружением/ходом ножа в матрицу) и изменением времени удержания.
Ось Х – фронтальное перемещение заднего упора (вперёд-назад), движение продолжается пока удерживается соответствующая кнопка на пульте управления.
Е21 позволяет создавать последовательность гибов и сохранять их в программы по 25 шагов, с последующим повторением, существенно уменьшающая стоимость без ущерба для высокой точности и производительности работ.
Е21 – с асинхронным двигателем для осей Y / X,
Датчик оптической линейки (установленной на станине станка) передаёт показания положения вала, при необходимости это положение по координате Y можно корректировать, регулируя любой из 2ух гидроцилиндров, ослабляя узел и выводя координату в необходимую точку/параметр при помощи УЦИ Estun Е21 - контроллер с числовым программным управлением (ЧПУ).
Регулировка по оси Y (ход траверсы) и X (ход заднего упора) осуществляется высокоточными двигателями от контроллера. Система позволяет отображать реальное положение осей станка и избавить оператора от вычислительных ошибок, возможность ввода значения математического ограничения движения механизмов (задних упоров и траверсы). Значения измеряемых координат отображаются на дисплее. Значение положения заднего упора гибочного станка поступает с датчика перемещения (энкодера), установленного на приводном винте ШВП. Положение траверсы гибочного станка отслеживается с помощью оптоэлектронных датчиков оптической линейки, установленной на станине станка (сигнал поступает на УЦИ преобразуясь в цифровое значение перемещения инструмента).
Преимущества и особенности гидравлического листогиба Stalex W67Y
-
Конструкция гидравлического листогиба имеет высокую жёсткость и стабильность, нужный эффект достигается за счёт термической обработки на собственном производстве, с целью изменения структуры и свойств, для повышения прочности, твердости и устойчивости к вибрации готового изделия.
-
Точная "геометрия" составных частей станины достигается - за счёт раскроя заготовок на станках лазерной и плазменной резки с ЧПУ;
-
станок имеет две скорости работы: холостой (быстрый) и рабочий (медленный) ход;
-
синхронизация движения правого и левого гидроцилиндра через торсионный вал;
-
управление листогибом осуществляется контроллером Estun E21;
-
после ввода программы управление осуществляется в автоматическом режиме;
-
программирование хода заднего упора с точностью до 0,1 мм;
-
программирование времени задержки в нижней точке;
-
сохранение 40 программ по 25 шагов в каждой;
-
конструкция заднего упора с ШВП;
-
цилиндры и поршни изготовлены из стали 45 с закалкой и отпуском, чистовой расточкой, экструзией;
-
регулируемая по высоте передняя поддержка листа;
-
система крепления – универсальная система от поставщика Guoling, с широким каталогом инструмента;
-
многоручьевая 4-х сторонняя матрица и пуансон 90 град. - в стандартной комплектации к листогибу.
-
система управления - ЧПУ Estun E21 (оси X, Y);
-
моторизованный задний упор с возможностью подстройки высоты;
-
передняя поддержка листа с настройкой по высоте;
-
выносная панель управления, педали запуска и останова;
-
комплект оснастки (пуансон 90 градусов (сегменты по 500 мм), многоручьевая 4-х сторонняя матрица);
-
оснастка для замены гибочного инструмента;
Контроллер Е21 - Основные функции:
-
Установка математических ограничений (ограничение хода заднего упора и траверсы)
-
Настройка времени выдержки
-
Отображение положения заднего упора, с точностью 0,1 мм.
-
Отображение позиций осей Х/Y
-
Одностороннее позиционирование устранения люфта ШВП
-
Автоматическая система, которая предотвращает столкновение заднего упора с заготовкой
-
Возможность пошагового программирования, непрерывное позиционирование
-
Возможность ручного режима работы
-
Система контроля сервоприводов и частотного преобразователя
-
Достаточное пространство для хранения 40 программ по 25 гибов/шагов (1 ось)
-
В случае отключения питания: запоминает положение программы и параметры датчиков и положение пуансона
-
Выбор системы измерения: дюйм / мм
-
Автоматический поиск точки отсчета
-
Счетчик изгибов
-
Язык: Английский
Производит механическю резку стального листа (не более 0,7мм с временным сопротивлением или прочностью σв ≤400МПа).
Нож оснащён удобной и безопасной рукоятью.
Проводя нож через лист, верхний и нижний режущие ролики разрезают лист прямолинейно вдоль ширины станка.
Роликовый нож для листогибов Stalex BSM 2540 аналогичен ножу от станка Schechtl LBX 250 (LBX 2500) и подходит для установки на модель LBX
Мощный роликовый нож RS подходит для станков серии Stalex RS, а также для листогибов Tapco SuperMax, MAX-20 и PRO - способен резать до 0,7мм по оцинкованной стали.
В зависимости от характеристик стали и физической данных оператора нож способен работать до 0,8мм по оцинкованной стали.
|
Упаковка |

|
|||
|
Вид ножа на станке |

|
|||
|
Обратная сторона ножа |

|
|||
|
В поставке:
|

|
|||
|
Передняя сторона ножа |

|
Станок Stalex 1500/1,2 - 2шт
Станок Stalex 2000/1,0 - 2-3шт
Станок Stalex 2500/1,0 - 3шт
Станок Stalex 3000/1,0 - 4шт
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180°, в изделиях из тонколистового металла различного назначения. Инструмент представляет собой 4 пары роликов (подшипников), расположенных каскадом друг за другом. Каждая последующая пара увеличивает угол догиба. Последний верхний ролик имеет регулировку по высоте, что позволяет машинке работать с разной толщиной металла и регулировать угол до 180°. Размер роликов позволяет уверенно работать с толщиной листа 0,7мм (сталь).
В корпусе расположены два торцевых (поперечных) ролика (подшипника), которые позволяют не царапаться заготовке окрашенного металла с торца (в отличии от фальцезакаток, в которых предусмотрены пластины из пластмассы – вылетающих от стенки корпуса или со временем перерезаемые насквозь).
Простой и удобный в работе инструмент станет незаменимым помощником при изготовлении изделий, в которых требуется аккуратно и с наименьшими затратами времени и усилий завальцевать край металла и увеличить жесткость края заготовки путем загиба небольшой кромки, на ручных листогибах, которые не могут догибать заготовки на 180°. Фальцезакаточная машинка значительно упростит догиб кромки и сократит износ листогибов, которые используют прижимную балку для дозавальцовки. Большой диаметр роликов 40мм - лучше и легче прокатывает лист, а значит мощнее аналогов!
Мощный роликовый нож RS-MAX/1.0мм подходит для станков серии Stalex RS, а также для листогибов Tapco SuperMax, MAX-20 и PRO - в зависимости от характеристик стали и физической данных оператора нож способен работать до 1,0 мм по оцинкованной стали.
|
Упаковка |

|
|||
|
Вид ножа на станке |

|
|||
|
Обратная сторона ножа |

|
|||
|
В поставке:
|

|
|||
|
Передняя сторона ножа |

|
Фальцезакаточная машинка Stalex применяется для догиба кромки на 180°, в изделиях из тонколистового металла различного назначения. Инструмент представляет собой 3 пары роликов, расположенных каскадом друг за другом. Каждая последующая пара увеличивает угол догиба. Последний верхний ролик имеет регулировку по высоте, что позволяет машинке работать с разной толщиной металла и регулировать угол до 180°.
Простой и удобный в работе инструмент станет незаменимым помощником при изготовлении изделий, в которых требуется аккуратно и с наименьшими затратами времени и усилий завальцевать край металла и увеличить жесткость края заготовки путем загиба небольшой кромки, на ручных листогибах, которые не могут догибать заготовки на 180°. Фальцезакаточная машинка значительно упростит догиб кромки и сократит износ листогибов, которые используют прижимную балку для дозавальцовки.
Нож MAX Cut-Off - способен резать до 0,7 мм по оцинкованной стали.
Высококачественные режущие ролики, выполненные из специальных сплавов, обеспечивают плавный и ровный рез на всю длину листа.
Ножи оснащены удобной и безопасной рукоятью.

Подставка для комбинированных станков Stalex 3-in-1/305 с площадкой для инструмента.
Упаковка – картонный короб.
Преимущества:
- Цельнометаллическая конструкция, тумба изготовлена из листовой стали
- Регулируемый нижний вал
- Простота в эксплуатации, не требует сложных регулировок
- Валы и подшипники из закаленной стали
- 3 набора роликов
- Глубина подачи - 238 мм
- Упорная пластина 240х260 мм
3 набора роликов в стандартной комплектации

Дополнительные ролики

Электромеханический станок Stalex RM-36 предназначен для работы с листовым металлом при изготовлении соединительных элементов водостоков, воздуховодов и других работ, связанных с соединением и отбортовкой металла. В стандартную комплектацию входит один набор круглых роликов 1/2" для закатки кромок и отбортовки.
Особенности:
- Станок предназначен для работы с заготовками большой глубины, глубина горловины станка – 910мм.
- Предназначен для обработки низкоуглеродистой стали (σв <400 MРa) 0,7мм, мягкой стали 1мм и алюминия 1,2 мм.
- Рама станка изготовлена из высококачественной стальной плиты.
- Ножная педаль для переменного управления подачей.
- Два опорных блока имеют возможность шприцеваться, для более долгой и качественной эксплуатации станка.
- Рычаг для регулировки положения верхнего вала/ролика при изготовлении изделий.
- Большой выбор термообработанных роликов.
- Один набор круглых роликов 1/2" входит в стандартную комплектацию.
Модель Stalex RM-18 предназначена для работы с листовым металлом при изготовлении соединительных элементов водостоков, воздуховодов и других работ, связанных с соединением и отбортовкой металла. Комплектуется шестью наборами стандартных роликов для закатки кромок и отбортовки.
Особенности:
- Станок предназначен для работы с заготовками большой глубины, глубина горловины станка – 457мм.
- Для работы с заготовками – корпус зиговочного станка Stalex RM-18 устанавливается в тисках, позволяя выбрать удобное рабочее положение.
- Простая надёжная конструкция.
- Четыре опорных блока имеют возможность шприцеваться, для более долгой и качественной эксплуатации станка.
- Упорный винт для регулировки положения верхнего вала/ролика при изготовлении изделий.
- Практичная транспортабельная упаковка.
|
В стандартной комплектации 6 наборов роликов. 3 набора роликов имеют круглую форму разных размеров, для получения популярного стопорного профиля. 3 набора роликов для расширения торца трубы, для получения популярного стопорного профиля. |
||
 |

|
Комплект роликов для стопорного (упорного) зига и соединения при завальцовки. Формирует на краях труб (торцах) профиль стопорного зига для фиксации трубы друг с другом. Используется в стыковках водосточных и вентиляционных систем, а также при производстве дымоходов. R = 12.7мм/ R = 6.35мм/ R = 9.5мм. |
 |

|
Комплект роликов для развертывания (расширения) торца трубы. Производит развёртывание края трубы увеличивая её окружность (диаметр). Высота ступеньки 1.6мм /3.2мм /6.35мм.
|
Зиговка RM-08 предназначена для работы с листовым металлом при изготовлении соединительных элементов водостоков, воздуховодов и других работ, связанных с соединением и отбортовкой металла. Модель RM08 комплектуется шестью наборами стандартных роликов для закатки кромок, отбортовки, изготовления S-образного профиля и отделки торцов.
Особенности:
- Переносной зиговочный станок RM-08 имеет удобное крепление (струбцина), что позволяет быстро закрепить его на верстаке, швеллере и т.д.
- Подвижное соединение корпуса зиговочного станка с опорой крепления позволяет установить его в удобном рабочем положении.
- Легкая конструкция.
- Два компактных упора для заготовок расположены по сторонам станка.
- Практичная транспортабельная упаковка.
 Ролики стандартные гофрирующие №51 для RM-08 Ролики стандартные гофрирующие №51 для RM-08 арт. 373205-51 |

|
Комплект роликов для гофрирования листа. Формирует на краях труб (торцах) гофрирующий профиль. Особенность данного профиля - уменьшение диаметра или обхвата трубы для стыковки (фиксации труб друг с другом). |
|
 Ролики стандартные для двойного обратного зига №55 для RM-08 Ролики стандартные для двойного обратного зига №55 для RM-08 арт. 373205-55 |

|
Комплект роликов для двойного обратного зига. Предназначен для изготовления двойного обратного (упорного) зига. Используется в стыковках водосточных и вентиляционных систем, а также при производстве дымоходов. R = 4.0мм. |
|
 Ролики стандартные стопорные R 3,25мм №54 для RM-08 Ролики стандартные стопорные R 3,25мм №54 для RM-08 арт. 373205-54 |

|
Комплект роликов для стопорного (упорного) зига и соединения при завальцовки. Формирует на краях труб (торцах) профиль стопорного зига для фиксации трубы друг с другом. Используется в стыковках водосточных и вентиляционных систем, а также при производстве дымоходов. R = 3.25мм. |
|
 Ролики стандартные стопорные R 2,5мм №57 для RM-08 Ролики стандартные стопорные R 2,5мм №57 для RM-08 арт. 373205-57 |

|
Комплект роликов для стопорного (упорного) зига и соединения при завальцовки. Формирует на краях труб (торцах) профиль стопорного зига для фиксации трубы друг с другом. Используется в стыковках водосточных и вентиляционных систем, а также при производстве дымоходов. R = 2.5мм. |
|
 Ролики стандартные для подгиба кромки №58 для RM-08 Ролики стандартные для подгиба кромки №58 для RM-08 арт. 373205-58 |
 |
Комплект роликов наклонных для подгиба кромки. Используется для догибки кромки. |
|
 Ролики стандартные для отбортовки листа №56 для RM-08 Ролики стандартные для отбортовки листа №56 для RM-08 арт. 373205-56 |

|
Комплект роликов для отбортовки листа небольших размеров. |
|
|
|
Глубина подачи (макс) или вылет роликов – 177 мм Маслёнки для смазывания основных узлов станка |
||
|
|
Комплектация: 6 комплектов роликов (один из комплектов на станке) 4 промежуточные шайбы (две из шайб на станке) Шестигранник – 1 шт Ключ – 1шт |
||


Комплектуется четырьмя наборами стандартных роликов для закатки кромок, отбортовки, изготовления S-образного профиля.
Преимущества:
- Два компактных упора для заготовок расположены по сторонам станка
- Мощная литая конструкция
- Регулируемый нижний вал
- Простота в эксплуатации, не требует сложных регулировок
- Валы и подшипники из закаленной стали
- 4 набора роликов
- Глубина подачи - 200 мм
- Упорная пластина 240х160 мм
4 набора роликов в стандартной комплектации

Дополнительные ролики

Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12
Подходят для станков STALEX TB-12 и STALEX ETB-12

Электромеханические гильотины Stalex GM предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простота и надёжность конструкции обеспечивают длительный ресурс работы гильотины. Гильотина имеет электрический привод верхнего ножа, выдвижной стол, заднюю поддержку листа и позволяет производить раскрой металла в кратчайшие сроки. Управление резом осуществляется с помощью ножного переключателя (педали).
Особенности гильотины GM:
-
станок оснащён встроенной защитой от повреждения пальцев;
-
ножи приводятся в действие электромотором;
-
простая и быстрая регулировка зазора между лезвиями;
-
ножи выполнены из высококачественной инструментальной стали и имеют двухстороннюю заточку;
-
гильотина оснащена синхронным прижимом листа для обеспечения точности реза;
-
градуированный стол подачи для точного позиционирования листа;
-
выдвигающиеся кронштейны подающего стола для удобства работы;
-
приёмный стол с возможностью ограничения глубины подачи;
-
гильотина оснащена ножным переключателем (педалью).
-
гильотина;
-
выдвигающиеся кронштейны подающего стола (350 мм);
-
электропривод верхнего ножа;
-
ножной переключатель (педаль);
-
задний упор 500 мм
Страна производства: Польша
Завод производитель: MAZANEK

Электромеханические гильотины Stalex GM предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простота и надёжность конструкции обеспечивают длительный ресурс работы гильотины. Гильотина имеет электрический привод верхнего ножа, выдвижной стол, заднюю поддержку листа и позволяет производить раскрой металла в кратчайшие сроки. Управление резом осуществляется с помощью ножного переключателя (педали).
Особенности гильотины GM:
-
станок оснащён встроенной защитой от повреждения пальцев;
-
ножи приводятся в действие электромотором;
-
простая и быстрая регулировка зазора между лезвиями;
-
ножи выполнены из высококачественной инструментальной стали и имеют двухстороннюю заточку;
-
гильотина оснащена синхронным прижимом листа для обеспечения точности реза;
-
градуированный стол подачи для точного позиционирования листа;
-
выдвигающиеся кронштейны подающего стола для удобства работы;
-
приёмный стол с возможностью ограничения глубины подачи;
-
гильотина оснащена ножным переключателем (педалью).
-
гильотина;
-
выдвигающиеся кронштейны подающего стола (350 мм);
-
электропривод верхнего ножа;
-
ножной переключатель (педаль);
-
задний упор 500 мм
Страна производства: Польша
Завод производитель: MAZANEK

Электромеханические гильотины Stalex GM предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простота и надёжность конструкции обеспечивают длительный ресурс работы гильотины. Гильотина имеет электрический привод верхнего ножа, выдвижной стол, заднюю поддержку листа и позволяет производить раскрой металла в кратчайшие сроки. Управление резом осуществляется с помощью ножного переключателя (педали).
Особенности гильотины GM:
-
станок оснащён встроенной защитой от повреждения пальцев;
-
ножи приводятся в действие электромотором;
-
простая и быстрая регулировка зазора между лезвиями;
-
ножи выполнены из высококачественной инструментальной стали и имеют двухстороннюю заточку;
-
гильотина оснащена синхронным прижимом листа для обеспечения точности реза;
-
градуированный стол подачи для точного позиционирования листа;
-
выдвигающиеся кронштейны подающего стола для удобства работы;
-
приёмный стол с возможностью ограничения глубины подачи;
-
гильотина оснащена ножным переключателем (педалью).
-
гильотина;
-
выдвигающиеся кронштейны подающего стола (350 мм);
-
электропривод верхнего ножа;
-
ножной переключатель (педаль);
-
задний упор 500 мм
Страна производства: Польша
Завод производитель: MAZANEK

Электромеханические гильотины Stalex GM предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простота и надёжность конструкции обеспечивают длительный ресурс работы гильотины. Гильотина имеет электрический привод верхнего ножа, выдвижной стол, заднюю поддержку листа и позволяет производить раскрой металла в кратчайшие сроки. Управление резом осуществляется с помощью ножного переключателя (педали).
Особенности гильотины GM:
-
станок оснащён встроенной защитой от повреждения пальцев;
-
ножи приводятся в действие электромотором;
-
простая и быстрая регулировка зазора между лезвиями;
-
ножи выполнены из высококачественной инструментальной стали и имеют двухстороннюю заточку;
-
гильотина оснащена синхронным прижимом листа для обеспечения точности реза;
-
градуированный стол подачи для точного позиционирования листа;
-
выдвигающиеся кронштейны подающего стола для удобства работы;
-
приёмный стол с возможностью ограничения глубины подачи;
-
гильотина оснащена ножным переключателем (педалью).
-
гильотина;
-
выдвигающиеся кронштейны подающего стола (350 мм);
-
электропривод верхнего ножа;
-
ножной переключатель (педаль);
-
задний упор 500 мм
Страна производства: Польша
Завод производитель: MAZANEK

Электромеханические гильотины Stalex GM предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простота и надёжность конструкции обеспечивают длительный ресурс работы гильотины. Гильотина имеет электрический привод верхнего ножа, выдвижной стол, заднюю поддержку листа и позволяет производить раскрой металла в кратчайшие сроки. Управление резом осуществляется с помощью ножного переключателя (педали).
Особенности гильотины GM:
-
станок оснащён встроенной защитой от повреждения пальцев;
-
ножи приводятся в действие электромотором;
-
простая и быстрая регулировка зазора между лезвиями;
-
ножи выполнены из высококачественной инструментальной стали и имеют двухстороннюю заточку;
-
гильотина оснащена синхронным прижимом листа для обеспечения точности реза;
-
градуированный стол подачи для точного позиционирования листа;
-
выдвигающиеся кронштейны подающего стола для удобства работы;
-
приёмный стол с возможностью ограничения глубины подачи;
-
гильотина оснащена ножным переключателем (педалью).
-
гильотина;
-
выдвигающиеся кронштейны подающего стола (350 мм);
-
электропривод верхнего ножа;
-
ножной переключатель (педаль);
-
задний упор 500 мм
Страна производства: Польша
Завод производитель: MAZANEK

Электромеханические гильотины Stalex GM предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простота и надёжность конструкции обеспечивают длительный ресурс работы гильотины. Гильотина имеет электрический привод верхнего ножа, выдвижной стол, заднюю поддержку листа и позволяет производить раскрой металла в кратчайшие сроки. Управление резом осуществляется с помощью ножного переключателя (педали).
Особенности гильотины GM:
-
станок оснащён встроенной защитой от повреждения пальцев;
-
ножи приводятся в действие электромотором;
-
простая и быстрая регулировка зазора между лезвиями;
-
ножи выполнены из высококачественной инструментальной стали и имеют двухстороннюю заточку;
-
гильотина оснащена синхронным прижимом листа для обеспечения точности реза;
-
градуированный стол подачи для точного позиционирования листа;
-
выдвигающиеся кронштейны подающего стола для удобства работы;
-
приёмный стол с возможностью ограничения глубины подачи;
-
гильотина оснащена ножным переключателем (педалью).
-
гильотина;
-
выдвигающиеся кронштейны подающего стола (350 мм);
-
электропривод верхнего ножа;
-
ножной переключатель (педаль);
-
задний упор 500 мм
Страна производства: Польша
Завод производитель: MAZANEK
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 40-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 70мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 50 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
• Станок оснащен качественными долговечными ножами (материал ножей 9CrSi)
• Простая и быстрая регулировка зазора между ножами
• Верхний и нижний нож имеют четырехстороннюю заточку
• Надёжная и простая конструкция, движение ножа производится от электродвигателя через роторный привод
• Предварительный прижим материала перед моментом резки (прижимные пальцы не имеют резиновой вставки, на моделях работая при толщине более 4мм)
• Передние удлинители поддержки листа – 380мм (2шт)
• Ширина рабочего стола до линии реза – 430мм
• Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
• Задний упор для точного позиционирования заготовки, имеет счётчик длины
• Конструкция станка позволяет работать с более низким потреблением энергии
• Высокая скорость резки - до 50 циклов/минуту (в зависимости от толщины и материала)
• Широко используется для работы с листом средней и максимальной величины
• Тип муфты – механический
• Боковой упор для фиксации листа по 90°
• Ножная педаль для удобной фиксации и резки листа
|
|
Упор для листа 90° |
|
|
Ножная педаль |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Ребро жёсткости при нагрузке на удар |





Особенности:
• Станок оснащен качественными долговечными ножами (материал ножей 9CrSi)
• Простая и быстрая регулировка зазора между ножами
• Верхний и нижний нож имеют четырехстороннюю заточку
• Надёжная и простая конструкция, движение ножа производится от электродвигателя через роторный привод
• Предварительный прижим материала перед моментом резки (прижимные пальцы не имеют резиновой вставки, на моделях работая при толщине более 4мм)
• Передние удлинители поддержки листа – 370мм (2шт)
• Ширина рабочего стола до линии реза – 430мм
• Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
• Задний упор для точного позиционирования заготовки, имеет счётчик длины
• Конструкция станка позволяет работать с более низким потреблением энергии
• Высокая скорость резки - до 50 циклов/минуту (в зависимости от толщины и материала)
• Широко используется для работы с листом средней и максимальной величины
• Тип муфты – механический
• Боковой упор для фиксации листа по 90°
• Ножная педаль для удобной фиксации и резки листа
|
|
Упор для листа 90° |
|
|
Ножная педаль |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Ребро жёсткости при нагрузке на удар |
Компактный высокопроизводительный станок предназначен для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности.
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 22мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем наw его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют двухстороннюю заточку
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 1000; 1500 – 2шт
Боковой упор для фиксации листа по 90°
Ножная педаль для удобной фиксации и резки листа
|
|
Упор для листа 90° |
|
|
Ножная педаль |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Ребро жёсткости при нагрузке на удар |







Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 56-60 HRC, с 2 режущими кромками на верхнем и нижнем ножах, толщина ножа 12мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 30 циклов/минуту (в зависимости от толщины и материала.
- Работа станка осуществляется через PLC контроллер, ориентированный на работу в промышленном производстве (через ввод сигналов датчиков и вывод сигналов на исполнительные механизмы).
- Подсвечиваемая рабочая зона (лазерной линией реза не комплектуется)
- Переносная ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
- Верхний и нижний нож имеют двустороннюю заточку
- Цифровая система управления
- Задняя защита с блокировкой
- Счётчик кол-ва резов отображается на NC дисплее
- Пневматическая система поддержки листа
- Линейный рабочий стол с шариковыми опорами
- Моторизированный задний упор с возможностью ручной тонкой настройки
- Движение моторизированного заднего упора задаётся и отображается на NC дисплее
- Длина хода заднего моторизированного упора 630мм (увеличение длины упора до 1000мм конструктивно невозможно)
- Простая и быстрая регулировка зазора между ножами
- Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
- Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение
- Ширина (глубина) рабочего стола до линии реза – 395мм (увеличение глубины раб. стола конструктивно невозможно)
- Длина передних удлинителей до режущих ножей (вкл. рабочий стол) – 600мм.
- Боковой упор для фиксации листа по 90°
|
Основные элементы |
|
Счётчик кол-ва резов |
|
Упор для листа 90° |
|
Пневматическая опора |
|
Ножная педаль |
|
Линейный рабочий стол с шариковыми опорами |
|
Подсвечиваемая рабочая зона |
|
Комплектация к станку |
|
Электрошкаф |
|
Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение |
|
Узел регулировки зазора между ножами + стопоры |
|
Моторизированный задний упор с возможностью ручной тонкой настройки |
|
NC дисплей |
|
Задняя защита с блокировкой |
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 40-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 70мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 50 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
• Станок оснащен качественными долговечными ножами (материал ножей 9CrSi)
• Простая и быстрая регулировка зазора между ножами
• Верхний и нижний нож имеют четырехстороннюю заточку
• Надёжная и простая конструкция, движение ножа производится от электродвигателя через роторный привод
• Предварительный прижим материала перед моментом резки (прижимные пальцы не имеют резиновой вставки, на моделях работая при толщине более 4мм)
• Передние удлинители поддержки листа – 380мм (2шт)
• Ширина рабочего стола до линии реза – 430мм
• Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
• Задний упор для точного позиционирования заготовки, имеет счётчик длины
• Конструкция станка позволяет работать с более низким потреблением энергии
• Высокая скорость резки - до 50 циклов/минуту (в зависимости от толщины и материала)
• Широко используется для работы с листом средней и максимальной величины
• Тип муфты – механический
• Боковой упор для фиксации листа по 90°
• Ножная педаль для удобной фиксации и резки листа
|
|
Упор для листа 90° |
|
|
Ножная педаль |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Ребро жёсткости при нагрузке на удар |
Особенности:
• Станок оснащен качественными долговечными ножами (материал ножей 9CrSi)
• Простая и быстрая регулировка зазора между ножами
• Верхний и нижний нож имеют четырехстороннюю заточку
• Надёжная и простая конструкция, движение ножа производится от электродвигателя через роторный привод
• Предварительный прижим материала перед моментом резки (прижимные пальцы не имеют резиновой вставки, на моделях работая при толщине более 4мм)
• Передние удлинители поддержки листа – 400мм (3шт)
• Ширина рабочего стола до линии реза – 410мм
• Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
• Задний упор для точного позиционирования заготовки, имеет счётчик длины
• Конструкция станка позволяет работать с более низким потреблением энергии
• Высокая скорость резки - до 37 циклов/минуту (в зависимости от толщины и материала)
• Широко используется для работы с листом средней и максимальной величины
• Тип муфты – механический
• Боковой упор для фиксации листа по 90°
• Ножная педаль для удобной фиксации и резки листа
|
|
Упор для листа 90° |
|
|
Ножная педаль |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Ребро жёсткости при нагрузке на удар |
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 18мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют четырехстороннюю заточку
Ножная педаль от модели Q11-4x2000 позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 500мм для модели Q11-4x2000/2500/3200
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 2000 – 3 шт
Боковой упор для фиксации листа по 90°
|
|
Две маслёнки направляющих верхнего лезвия |
|
|
Упор для листа 90° |
|
|
Ножной рычаг |
|
|
Задний упор с маховиком перемещения – 350мм (с счётчиком длины) |
|
|
Счётчик длины заднего упора |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Предохранительный рычаг |
|
|
Ребро жёсткости при нагрузке на удар |





Гильотина электромеханическая Stalex Q11 разработана для резки металлического листа и тонких пластин. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой. Задний упор имеет точную ручную регулировку, что позволяет быстро настроить задний упор и установить необходимую ширину резки.
Данный тип станка оборудован понижающим приводом. Малое колесо цепной передачи, находящееся на моторе с регулируемой скоростью, вращает большое колесо и заставляет вращаться колесо эксцентриситетного соединения.

Основные части, такие, как корпус станка, корпус верхнего ножа, рабочий стол станка и прочие, имеют сварную конструкцию и выполнены из стали - обеспечивая долговечность и надёжность оборудования. Станок обладает высокой работоспособностью, выполнен в оригинальном дизайне и отвечает требованиям безопасности благодаря системе защиты отключения.
Особенности:
Механический задний упор имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют двухстороннюю заточку
Ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Два режима резки при нажатии на ножную педаль – разовая и автоматическая
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижим имеет резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 630мм
Ширина рабочего стола – 400мм
Длина передних удлинителей – 590мм
Количество передних удлинителей 1250/2050 – 2шт/3шт
Количество мест для установки передних удлинителей – 1250/2050 – 4 положения/5 положений
Боковой упор для фиксации листа по 90°
Освещение рабочего стола

Настройка режущей кромки
Чтобы увеличить ширину режущей кромки, слегка открутите винт 1 и гайку 3, а гайку 4 закрутите в положение болта 5. Чтобы уменьшить ширину режущей кромки, слегка открутите винт 1 и гайку 4, а гайку 3 закрутите в положение болта 2. Проверьте положение режущей кромки с помощью щупа, закрутите все гайки и винты и удостоверьтесь, что толщина пластины подходит.

Электрошкаф имеет кнопку аварийного выключения и 2 переключателя.
Первый переключатель на включение/выключение станка.
Второй переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая.
Механический задний упор имеет счётчик длины

Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 18мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют четырехстороннюю заточку
Ножная педаль от модели Q11-4x2000 позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 500мм для модели Q11-4x2000/2500/3200
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 2000 – 2шт
Боковой упор для фиксации листа по 90°
|
|
Две маслёнки направляющих верхнего лезвия |
|
|
Упор для листа 90° |
|
|
Ножной рычаг |
|
|
Задний упор с маховиком перемещения – 350мм (с счётчиком длины) |
|
|
Счётчик длины заднего упора |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Предохранительный рычаг |
|
|
Ребро жёсткости при нагрузке на удар |
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 18мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют четырехстороннюю заточку
Ножной рычаг (ножная педаль от модели Q11-4x2000) позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 350мм (500мм для модели Q11-4x2000/2500/3200)
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 1300; 1500; 2000; 2500/3200 – 2шт/3шт
Боковой упор для фиксации листа по 90°
|
|
Две маслёнки направляющих верхнего лезвия |
|
|
Упор для листа 90° |
|
|
Ножной рычаг |
|
|
Задний упор с маховиком перемещения – 350мм (с счётчиком длины) |
|
|
Счётчик длины заднего упора |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Предохранительный рычаг |
|
|
Ребро жёсткости при нагрузке на удар |
Гильотина электромеханическая Stalex Q11 разработана для резки металлического листа и тонких пластин. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой. Задний упор имеет точную ручную регулировку, что позволяет быстро настроить задний упор и установить необходимую ширину резки.
Данный тип станка оборудован понижающим приводом. Малое колесо цепной передачи, находящееся на моторе с регулируемой скоростью, вращает большое колесо и заставляет вращаться колесо эксцентриситетного соединения.
Основные части, такие, как корпус станка, корпус верхнего ножа, рабочий стол станка и прочие, имеют сварную конструкцию и выполнены из стали - обеспечивая долговечность и надёжность оборудования. Станок обладает высокой работоспособностью, выполнен в оригинальном дизайне и отвечает требованиям безопасности благодаря системе защиты отключения.
Особенности:
Механический задний упор имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют двухстороннюю заточку
Ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Два режима резки при нажатии на ножную педаль – разовая и автоматическая
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижим имеет резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 630мм
Ширина рабочего стола – 400мм
Длина передних удлинителей – 590мм
Количество передних удлинителей 1250/2050 – 2шт/3шт
Количество мест для установки передних удлинителей – 1250/2050 – 4 положения/5 положений
Боковой упор для фиксации листа по 90°
Освещение рабочего стола
Настройка режущей кромки
Чтобы увеличить ширину режущей кромки, слегка открутите винт 1 и гайку 3, а гайку 4 закрутите в положение болта 5. Чтобы уменьшить ширину режущей кромки, слегка открутите винт 1 и гайку 4, а гайку 3 закрутите в положение болта 2. Проверьте положение режущей кромки с помощью щупа, закрутите все гайки и винты и удостоверьтесь, что толщина пластины подходит.
Электрошкаф имеет кнопку аварийного выключения и 2 переключателя.
Первый переключатель на включение/выключение станка.
Второй переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая.
Механический задний упор имеет счётчик длины
Компактный высокопроизводительный станок предназначен для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности.
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 22мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем наw его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют двухстороннюю заточку
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 500мм
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 1000; 1500 – 2шт
Боковой упор для фиксации листа по 90°
Ножная педаль для удобной фиксации и резки листа
|
|
Упор для листа 90° |
|
|
Ножная педаль |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Ребро жёсткости при нагрузке на удар |
Гильотина электромеханическая Stalex Q11 разработана для резки металлического листа и тонких пластин. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой. Задний упор имеет точную ручную регулировку, что позволяет быстро настроить задний упор и установить необходимую ширину резки.
Данный тип станка оборудован понижающим приводом. Малое колесо цепной передачи, находящееся на моторе с регулируемой скоростью, вращает большое колесо и заставляет вращаться колесо эксцентриситетного соединения.
Основные части, такие, как корпус станка, корпус верхнего ножа, рабочий стол станка и прочие, имеют сварную конструкцию и выполнены из стали - обеспечивая долговечность и надёжность оборудования. Станок обладает высокой работоспособностью, выполнен в оригинальном дизайне и отвечает требованиям безопасности благодаря системе защиты отключения.
Особенности:
Механический задний упор имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют двухстороннюю заточку
Ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Два режима резки при нажатии на ножную педаль – разовая и автоматическая
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижим имеет резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 630мм
Ширина рабочего стола – 400мм
Длина передних удлинителей – 590мм
Количество передних удлинителей 1250/2050 – 2шт/3шт
Количество мест для установки передних удлинителей – 1250/2050 – 4 положения/5 положений
Боковой упор для фиксации листа по 90°
Освещение рабочего стола
Настройка режущей кромки
Чтобы увеличить ширину режущей кромки, слегка открутите винт 1 и гайку 3, а гайку 4 закрутите в положение болта 5. Чтобы уменьшить ширину режущей кромки, слегка открутите винт 1 и гайку 4, а гайку 3 закрутите в положение болта 2. Проверьте положение режущей кромки с помощью щупа, закрутите все гайки и винты и удостоверьтесь, что толщина пластины подходит.
Электрошкаф имеет кнопку аварийного выключения и 2 переключателя.
Первый переключатель на включение/выключение станка.
Второй переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая.
Механический задний упор имеет счётчик длины
Широко используются в производстве воздуховодов, комплектующих водосточных систем, доборных элементов кровли и строительстве.
Основное назначение - рубка листового материала в заготовительном производстве
Основное преимущество гильотины Stalex SBJB состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие – благодаря косому подвижному ножу, двигающемуся в одной плоскости без изменения угла наклона. Гильотина имеет цельные (не сегментные) ножи – 1300/1500мм, каждый нож (верхний и нижний) – имеет по две режущие кромки.
Для удержания материала во время реза, гильотины Stalex SBJB имеют автоматический прижим для фиксации заготовки, который снижает эффект вытягивания материала из под ножа и рез получается ровнее.
Стальная станина обеспечивает долговечную и надежную эксплуатацию оборудования.
Гильотина оснащена задним упором с точной ручной регулировкой, что обеспечивает высокую повторяемость и точность реза.
На подающем столе станка есть направляющая для реза заготовки на 90 градусов.
Особенности:
- Автоматический прижим для фиксации заготовки
- Упор с механической регулировкой
- Стальная станина
- Управление при помощи ножной педали
- Макс. ширина листа 1300/1500 мм
- Гильотина имеет цельные (не сегментные) ножи – 1300/1500мм
- Каждый нож (верхний и нижний) – имеет по две режущие кромки
- Ножной рычаг (ножная педаль) позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
- Со станком штатно поставляется ножная педаль в защитном кожухе с электрическим кабелем и металлическими крепёжными элементами
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 56-60 HRC, с 2 режущими кромками на верхнем и нижнем ножах, толщина ножа 12мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 30 циклов/минуту (в зависимости от толщины и материала.
- Работа станка осуществляется через PLC контроллер, ориентированный на работу в промышленном производстве (через ввод сигналов датчиков и вывод сигналов на исполнительные механизмы).
- Подсвечиваемая рабочая зона (лазерной линией реза не комплектуется)
- Переносная ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
- Верхний и нижний нож имеют двустороннюю заточку
- Цифровая система управления
- Задняя защита с блокировкой
- Счётчик кол-ва резов отображается на NC дисплее
- Пневматическая система поддержки листа
- Линейный рабочий стол с шариковыми опорами
- Моторизированный задний упор с возможностью ручной тонкой настройки
- Движение моторизированного заднего упора задаётся и отображается на NC дисплее
- Длина хода заднего моторизированного упора 630мм (увеличение длины упора до 1000мм конструктивно невозможно)
- Простая и быстрая регулировка зазора между ножами
- Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
- Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение
- Ширина (глубина) рабочего стола до линии реза – 395мм (увеличение глубины раб. стола конструктивно невозможно)
- Длина передних удлинителей до режущих ножей (вкл. рабочий стол) – 600мм.
- Боковой упор для фиксации листа по 90°
|
Основные элементы |
|
Счётчик кол-ва резов |
|
Упор для листа 90° |
|
Пневматическая опора |
|
Ножная педаль |
|
Линейный рабочий стол с шариковыми опорами |
|
Подсвечиваемая рабочая зона |
|
Комплектация к станку |
|
Электрошкаф |
|
Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение |
|
Узел регулировки зазора между ножами + стопоры |
|
Моторизированный задний упор с возможностью ручной тонкой настройки |
|
NC дисплей |
|
Задняя защита с блокировкой |

Гильотина электромеханическая Stalex Q11 разработана для резки металлического листа и тонких пластин. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой. Задний упор имеет точную ручную регулировку, что позволяет быстро настроить задний упор и установить необходимую ширину резки. Лист улавливается с помощью пневматической системы поддержки листа. Передний листовой подлон-накопитель. Световая задняя система безопасности предотвращающая доступ человека во время работы станка, в зону резания с внутренней стороны станка. Передняя сторона станка имеет защитный щиток предотвращающая случайный доступ в зону резания.
Данный тип станка оборудован понижающим приводом. Малое колесо цепной передачи, находящееся на моторе с регулируемой скоростью, вращает большое колесо и заставляет вращаться колесо эксцентриситетного соединения.

Основные части, такие, как корпус станка, корпус верхнего ножа, рабочий стол станка и прочие, имеют сварную конструкцию и выполнены из стали - обеспечивая долговечность и надёжность оборудования. Станок обладает высокой работоспособностью, выполнен в оригинальном дизайне и отвечает требованиям безопасности благодаря системе защиты отключения.
Особенности:
-
Механический задний упор имеет счётчик длины
-
Простая и быстрая регулировка зазора между ножами
-
Верхний и нижний нож имеют двухстороннюю заточку
-
Ножная педаль позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
-
Два режима резки при нажатии на ножную педаль – разовая и автоматическая
-
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
-
Предварительный прижим материала перед моментом резки (прижим имеет резиновую вставку)
-
Расстояние от заднего упора до линии реза (съёмный упор) – 635мм
-
Ширина рабочего стола – 400мм
-
Длина передних удлинителей – 590мм
-
Количество передних удлинителей – 2шт
-
Количество мест для установки передних удлинителей – 1250 – 4 положения
-
Боковой упор для фиксации листа по 90°
-
Освещение рабочего стола
-
Лист улавливается с помощью пневматической системы поддержки листа.
-
Передний листовой поддон-накопитель для заготовок небольшой ширины.
-
Световая задняя система безопасности предотвращающая доступ человека во время работы станка, в зону резания с внутренней стороны станка.
-
Передняя сторона станка имеет защитный щиток предотвращающая случайный доступ в зону резания.
Соотношение толщины пластины и режущей кромки
Настройка режущей кромки
Чтобы увеличить ширину режущей кромки, слегка открутите винт 1 и гайку 3, а гайку 4 закрутите в положение болта 5. Чтобы уменьшить ширину режущей кромки, слегка открутите винт 1 и гайку 4, а гайку 3 закрутите в положение болта 2. Проверьте положение режущей кромки с помощью щупа, закрутите все гайки и винты и удостоверьтесь, что толщина пластины подходит.
Электрошкаф имеет кнопку аварийного выключения и 2 переключателя.
Первый переключатель на включение/выключение станка.
Второй переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая.
Механический задний упор имеет счётчик длины
Гильотина электромеханическая Stalex Q11 разработана для резки металлического листа и тонких пластин. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой. Задний упор имеет точную ручную регулировку, что позволяет быстро настроить задний упор и установить необходимую ширину резки.
Данный тип станка оборудован понижающим приводом. Малое колесо цепной передачи, находящееся на моторе с регулируемой скоростью, вращает большое колесо и заставляет вращаться колесо эксцентриситетного соединения.
Основные части, такие, как корпус станка, корпус верхнего ножа, рабочий стол станка и прочие, имеют сварную конструкцию и выполнены из стали - обеспечивая долговечность и надёжность оборудования. Станок обладает высокой работоспособностью, выполнен в оригинальном дизайне и отвечает требованиям безопасности благодаря системе защиты отключения.
Особенности:
Механический задний упор имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют двухстороннюю заточку
Ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Два режима резки при нажатии на ножную педаль – разовая и автоматическая
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижим имеет резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 630мм
Ширина рабочего стола – 400мм
Длина передних удлинителей – 590мм
Количество передних удлинителей 1250/2050 – 2шт/3шт
Количество мест для установки передних удлинителей – 1250/2050 – 4 положения/5 положений
Боковой упор для фиксации листа по 90°
Освещение рабочего стола
Настройка режущей кромки
Чтобы увеличить ширину режущей кромки, слегка открутите винт 1 и гайку 3, а гайку 4 закрутите в положение болта 5. Чтобы уменьшить ширину режущей кромки, слегка открутите винт 1 и гайку 4, а гайку 3 закрутите в положение болта 2. Проверьте положение режущей кромки с помощью щупа, закрутите все гайки и винты и удостоверьтесь, что толщина пластины подходит.
Электрошкаф имеет кнопку аварийного выключения и 2 переключателя.
Первый переключатель на включение/выключение станка.
Второй переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая.
Механический задний упор имеет счётчик длины
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 56-60 HRC, с 2 режущими кромками на верхнем и нижнем ножах, толщина ножа 12мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 30 циклов/минуту (в зависимости от толщины и материала.
- Работа станка осуществляется через PLC контроллер, ориентированный на работу в промышленном производстве (через ввод сигналов датчиков и вывод сигналов на исполнительные механизмы).
- Подсвечиваемая рабочая зона (лазерной линией реза не комплектуется)
- Переносная ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
- Верхний и нижний нож имеют двустороннюю заточку
- Цифровая система управления
- Задняя защита с блокировкой
- Счётчик кол-ва резов отображается на NC дисплее
- Пневматическая система поддержки листа
- Линейный рабочий стол с шариковыми опорами
- Моторизированный задний упор с возможностью ручной тонкой настройки
- Движение моторизированного заднего упора задаётся и отображается на NC дисплее
- Длина хода заднего моторизированного упора 630мм (увеличение длины упора до 1000мм конструктивно невозможно)
- Простая и быстрая регулировка зазора между ножами
- Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
- Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение
- Ширина (глубина) рабочего стола до линии реза – 403 мм (увеличение глубины раб. стола конструктивно невозможно)
- Длина передних удлинителей до режущих ножей (вкл. рабочий стол) – 657 мм.
- Боковой упор для фиксации листа по 90°
|
Основные элементы |
|
Счётчик кол-ва резов |
|
Упор для листа 90° |
|
Пневматическая опора |
|
Ножная педаль |
|
Линейный рабочий стол с шариковыми опорами |
|
Подсвечиваемая рабочая зона |
|
Комплектация к станку |
|
Электрошкаф |
|
Предварительная система прижима материала перед моментом резки имеет резиновое уплотнение |
|
Узел регулировки зазора между ножами + стопоры |
|
Моторизированный задний упор с возможностью ручной тонкой настройки |
|
NC дисплей |
|
Задняя защита с блокировкой |
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 18мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют четырехстороннюю заточку
Ножная педаль от модели Q11-4x2000 позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 500мм для модели Q11-4x2000/2500/3200
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 2000 – 2шт
Боковой упор для фиксации листа по 90°
|
|
Две маслёнки направляющих верхнего лезвия |
|
|
Упор для листа 90° |
|
|
Ножной рычаг |
|
|
Задний упор с маховиком перемещения – 350мм (с счётчиком длины) |
|
|
Счётчик длины заднего упора |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Предохранительный рычаг |
|
|
Ребро жёсткости при нагрузке на удар |
Станок оснащен качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 18мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту (в зависимости от толщины и материала), без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.
Особенности:
Механический задний упор для точного позиционирования имеет счётчик длины
Простая и быстрая регулировка зазора между ножами
Верхний и нижний нож имеют четырехстороннюю заточку
Ножной рычагпозволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Рабочий ход ограничен движением хода кривошипно-шатунного механизма и не регулируется
Предварительный прижим материала перед моментом резки (прижимные пальцы имеют резиновую вставку)
Расстояние от заднего упора до линии реза (съёмный упор) – 350мм
Ширина рабочего стола до линии реза – 430мм
Длина передних удлинителей – 382мм
Количество передних удлинителей 1300 – 2шт.
Боковой упор для фиксации листа по 90°
|
|
Две маслёнки направляющих верхнего лезвия |
|
|
Упор для листа 90° |
|
|
Ножной рычаг |
|
|
Задний упор с маховиком перемещения – 350мм (с счётчиком длины) |
|
|
Счётчик длины заднего упора |
|
|
Комплектация к станку (инструкция/маслёнка/щуп) |
|
|
Электрошкаф |
|
|
Упорные пальцы предподжима имеют резиновую вставку |
|
|
Узел регулировки зазора между ножами + стопоры |
|
|
Предохранительный рычаг |
|
|
Ребро жёсткости при нагрузке на удар |
Широко используются в производстве воздуховодов, комплектующих водосточных систем, доборных элементов кровли и строительстве.
Основное назначение - рубка листового материала в заготовительном производстве
Основное преимущество гильотины Stalex SBJB состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие – благодаря косому подвижному ножу, двигающемуся в одной плоскости без изменения угла наклона. Гильотина имеет цельные (не сегментные) ножи – 1300/1500мм, каждый нож (верхний и нижний) – имеет по две режущие кромки.
Для удержания материала во время реза, гильотины Stalex SBJB имеют автоматический прижим для фиксации заготовки, который снижает эффект вытягивания материала из под ножа и рез получается ровнее.
Стальная станина обеспечивает долговечную и надежную эксплуатацию оборудования.
Гильотина оснащена задним упором с точной ручной регулировкой, что обеспечивает высокую повторяемость и точность реза.
На подающем столе станка есть направляющая для реза заготовки на 90 градусов.
Особенности:
- Автоматический прижим для фиксации заготовки
- Упор с механической регулировкой
- Стальная станина
- Управление при помощи ножной педали
- Макс. ширина листа 1300/1500 мм
- Гильотина имеет цельные (не сегментные) ножи – 1300/1500мм
- Каждый нож (верхний и нижний) – имеет по две режущие кромки
- Ножной рычаг (ножная педаль) позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
- Со станком штатно поставляется ножная педаль в защитном кожухе с электрическим кабелем и металлическими крепёжными элементами
Ручные гильотины предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простой в обслуживании станок, благодаря своей конструкции функциональный и надёжный в эксплуатации. Выдвижная опорная поверхность на передней стороне станка удлиняет рабочую плоскость на 350 мм. Механизированный задний упор. Система предподжима листа перед резкой.
Комплектация:
- Гильотина с ручным приводом
- Ограничитель подачи материала
- Предварительный зажим листа
- Выдвижная передняя опора
- Цельные ножи с двух сторонней заточкой
Страна производства: Польша
Завод производитель: MAZANEK
Ручные гильотины предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простой в обслуживании станок, благодаря своей конструкции функциональный и надёжный в эксплуатации. Выдвижная опорная поверхность на передней стороне станка удлиняет рабочую плоскость на 350 мм. Механизированный задний упор. Система предподжима листа перед резкой.
Комплектация:
- Гильотина с ручным приводом
- Ограничитель подачи материала
- Предварительный зажим листа
- Выдвижная передняя опора
- Цельные ножи с двух сторонней заточкой
Страна производства: Польша
Завод производитель: MAZANEK
Универсальная модель гильотины, снабженная станиной разборного типа. STALEX KHS не доставит проблем с транспортировкой с площадки на площадку. Гильотина оснащена ножами из закаленной стали, что увеличивает срок эксплуатации станка.
В стандартной комплектации оборудование имеет противовес для облегчения процесса резки. Наличие фиксатора ограничения подачи листа и смежной линейки на рабочем столе для фиксации листа для рубки под углом дают возможность работать на станке с высокой точностью и повторяемостью.
Станок идеально подходит для использования в мелкосерийном и серийном производстве для производства доборных элементов кровли (отливы, откосы, водоотводы и др.) и воздуховодов. Справляется с резкой рулонных материалов.
Принцип действия основан на рубящем движения плоского косого ножа, приводимого в движение механическим приводом.
Особенности:
- полностью сварная стальная конструкция
- высокая режущая способность, снижающая трудозатраты
- ножи из высокоуглеродистой стали
- ограничитель глубины подачи материала в стандартной комплектации – 400мм
- направляющие ограничителя глубины подачи листа (упора) имеют мерные линейки
- предварительный зажим материала
- дополнительная поддержка под лист – 300мм
- три мерные линейки на рабочем столе
- боковые рычаги с двумя рукоятками каждый
- регулировка зазора между ножами (с двух сторон)
Универсальная модель гильотины, снабженная станиной разборного типа. STALEX KHS не доставит проблем с транспортировкой с площадки на площадку. Гильотина оснащена ножами из закаленной стали, что увеличивает срок эксплуатации станка.
В стандартной комплектации оборудование имеет противовес для облегчения процесса резки. Наличие фиксатора ограничения подачи листа и смежной линейки на рабочем столе для фиксации листа для рубки под углом дают возможность работать на станке с высокой точностью и повторяемостью.
Станок идеально подходит для использования в мелкосерийном и серийном производстве для производства доборных элементов кровли (отливы, откосы, водоотводы и др.) и воздуховодов. Справляется с резкой рулонных материалов.
Принцип действия основан на рубящем движения плоского косого ножа, приводимого в движение механическим приводом.
Особенности:
- полностью сварная стальная конструкция
- высокая режущая способность, снижающая трудозатраты
- ножи из высокоуглеродистой стали
- ограничитель глубины подачи материала в стандартной комплектации
Ручные гильотины предназначены для резки листовой стали толщиной до 1,25 мм и алюминия, латуни и меди толщиной до 1,5 мм. Простой в обслуживании станок, благодаря своей конструкции функциональный и надёжный в эксплуатации. Выдвижная опорная поверхность на передней стороне станка удлиняет рабочую плоскость на 350 мм. Механизированный задний упор. Система предподжима листа перед резкой.
Комплектация:
- Гильотина с ручным приводом
- Ограничитель подачи материала
- Предварительный зажим листа
- Выдвижная передняя опора
- Цельные ножи с двух сторонней заточкой
Страна производства: Польша
Завод производитель: MAZANEK
Особенности:
- высокая режущая способность, снижающая трудозатраты
- ножи из высокоуглеродистой стали
- ограничитель глубины подачи материала в стандартной комплектации
Ручной станок для резки металла STALEX HS на разборной станине отличается небольшими размерами и весом, а, следовательно, высоким уровнем мобильности. На этой гильотине удобно производить резку рулонного металла. У станка нет практически никаких ограничений по длине листа. Такая уникальная особенность обеспечена тем, что станок оснащен консольным механизмом крепления ножа.
Модель оснащена резаками из высокоуглеродистой стали и механизмом надежного прижима листа. Гильотина имеет ограничитель глубины подачи заготовки и ножную педаль с простым регулятором положения.
- полностью сварная стальная конструкция
- высокая режущая способность, снижающая трудозатраты
- простая регулировка положения ножной педали
- ножи из высокоуглеродистой стали
- ограничитель глубины подачи материала в стандартной комплектации
Особенности:
- Высота прижима – 8мм
- Прижим фиксирует лист перед моментом рубки
- Угол наклона лезвия – около 5º
- Высота стола – 810 мм
- Фиксатор подачи листа (съёмный упор) – 700мм от линии реза
- Направляющие фиксатора подачи листа (упора) имеют мерные линейки
- На рабочем столе гильотины, по обоим сторонам линейка до 31мм (мм/дюйм)
- Передние удлинители поддержки листа от рабочего стола - 550 мм
- Передние удлинители поддержки листа до линии реза (с учётом рабочего стола) - 915 мм
- Рабочий стол (до линии реза) 365-370мм
- Минимальная толщина листа 0,5мм (при настройке ножей - минимальная резка возможна до 0,3мм включительно [сталь] ).
- Наличие смежной линейки на передних удлинителях и рабочем столе для фиксации листа для рубки под углом
Модель оснащена резаками из высокоуглеродистой стали и механизмом надежного прижима листа. Гильотина имеет ограничитель глубины подачи заготовки и ножную педаль с простым регулятором положения.
- полностью сварная стальная конструкция
- высокая режущая способность, снижающая трудозатраты
- простая регулировка положения ножной педали
- ножи из высокоуглеродистой стали
- ограничитель глубины подачи материала в стандартной комплектации
Особенности:
- Высота прижима – 8мм
- Прижим фиксирует лист перед моментом рубки
- Угол наклона лезвия – около 5º
- Высота стола – 810 мм
- Фиксатор подачи листа (съёмный упор) – 700мм от линии реза
- Направляющие фиксатора подачи листа (упора) имеют мерные линейки
- На рабочем столе гильотины, по обоим сторонам линейка до 31мм (мм/дюйм)
- Передние удлинители поддержки листа от рабочего стола - 550 мм
- Передние удлинители поддержки листа до линии реза (с учётом рабочего стола) - 915 мм
- Рабочий стол (до линии реза) 365-370мм
- Минимальная толщина листа 0,5мм (при настройке ножей - минимальная резка возможна до 0,3мм включительно [сталь] ).
- Наличие смежной линейки на передних удлинителях и рабочем столе для фиксации листа для рубки под углом
Модель оснащена резаками из высокоуглеродистой стали и механизмом надежного прижима листа. Гильотина имеет ограничитель глубины подачи заготовки до 800 мм и ножную педаль.
- полностью сварная стальная конструкция
- прижим фиксирует лист перед моментом рубки
- упор для фиксации листа по двум сторонам станка (2 места)
- высокая режущая способность (угол наклона лезвия – около 5º)
- ножи из высокоуглеродистой стали
- передние удлинители – 625 мм в стандартной комплектации (2 удлинителя, 4 позиции для установки удлинителей)
- ограничитель глубины подачи материала – до 800мм в стандартной комплектации
- узел регулировки зазора между ножами (салазки + упор)
- простая регулировка положения ножной педали
- регулировка прогиба ножа и/или середины балки для увеличенной жёсткости (усилитель жёсткости)
Ручной станок для резки металла STALEX HS на разборной станине отличается небольшими размерами и весом, а, следовательно, высоким уровнем мобильности. На этой гильотине удобно производить резку рулонного металла. У станка нет практически никаких ограничений по длине листа. Такая уникальная особенность обеспечена тем, что станок оснащен консольным механизмом крепления ножа.
Режущая балка с поворотным ходом ножа перемещается относительно неподвижной точки, оптимизированный угол резания, прочная массивная конструкция, стол с неподвижными ножами и шариковыми опорами для подачи листа в зону резания, гидроцилиндры передающие усилие на режущую балку и моторизированные задние упоры. Данное исполнение признано надёжным и качественным решением и является классическим образцом гидравлических гильотин. Гидравлический привод и закаленные режущие ножи обеспечивают стабильный качественный рез.
В серии HSB оптимизированный угол резки, а также простая и надёжная система регулировки точного зазора между верхним и нижним ножом – что позволяет выполнять ровный качественный рез на максимальную рабочую длину.
Узел регулировки находится с боковой стороны на раме станка – позволяющий оператору изменить параметры в зависимости от:
- толщины обрабатываемого материла
- марки обрабатываемого материла
- коэффициента материала
В стандартной комплектации поставляется с NC контроллером
Предварительная система поджима
Моторизированный задний упор выводится в нужную позицию
Механическая регулировка зазоров между лезвиями по средствам винтовой пары
Основные характеристики:
Конструкция станка имеет высокую жёсткость и стабильность, нужный эффект достигается за счёт термической обработки на собственном производстве, с целью изменения структуры и свойств, для повышения прочности, твердости и устойчивости к вибрации готового изделия.
Рабочий стол оснащён шаровыми опорами, позволяющими облегчить подачу прокатного листа в станок, учитывая максимальные толщины листа и рабочую длину гильотины.
Усовершенствованная встроенная гидравлическая система работы станка и соединения трубопроводов гарантируют надёжность и безопасность работы.
Электрические компоненты марки Schneider (Франция) соответствуют международному стандарту безопасности обеспечивая надёжный и длительный срок службы.
Все кнопки управления и встроенный контроллер фиксируются на подвижном блоке управления.
Передние рычаги на рабочем столе станка с ручной регулировкой фиксации длины и положения листа.
Моторизированный задний упор с возможностью изменения (понижения) скорости.
Конструкция
В процессе изготовления станка, конструкция рамы проходит термическую обработку для обеспечения лучшего баланса прочности и меньшей вибрации во время резки. Рама станка представляет единую базу – цельную сварную конструкцию из усиленного, качественного, сертифицированного и правильно подобранного листа.


Технологичность производства
Рама станка производится с использованием сварочных работ, с применением электроизмерительных приборов. После сварки рама проходит термическую обработку для снятия напряжений металла. Далее, поверхности рамы и соединительные отверстия обрабатывается на пяти осевом обрабатывающем центре с ЧПУ – все эти процессы позволяют получить конструкцию рамы как основу, обладающую долговечностью, надежностью, ремонтопригодностью.

ТЕХНОЛОГИЯ РЕЗА
Технология управляемого реза основана на поворотном перемещении траверсы с режущим ножом относительно неподвижной точки, позволяющая выполнять ровный рез на максимальной длине станка.
Режущая балка с поворотным ходом ножа (или качающеюся балка – Swing Beam), перемещается за счёт передачи усилия от гидроцилиндров, через роликовые направляющие на нож. Оптимизированный угол реза для сведения к минимуму деформацию на изделиях. В серии HSB есть возможность быстро регулировать зазор между ножами – данная характеристика отличается простотой эксплуатации и минимальным техническим обслуживанием. Такое исполнение признано надёжным и качественным решением и является классическим образцом гидравлических гильотин.

ОПОРЫ
Передние опоры могут поставляться по требованию удлинённой версией.
+1000 мм, с линейным датчиком, щетками и боковым упором.

УПОРЫ
Упоры оснащены закаленными ШВП высокого качества, обеспечивая высокую точность, скорость и долговечность, позволяя автоматически смещаться на необходимое расстояние.

СТОЛ
Для качественного реза листа, мы построили большой рабочий стол с шариковыми опорами для удобного перемещения листа в зону резания. Прижимные упоры обеспечивают надёжную фиксацию листа для дальнейшей резки. Защита от попадания в зону резания обеспечивает безопасную работу, участок защиты с левой стороны, длиной 1 метр откидывается вверх для просмотра положения листа перед резкой. Стол оснащён правильно освещённой линией реза для поддержания хорошей видимости реза.

ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Усовершенствованная встроенная гидравлическая система работы станка и соединения трубопроводов гарантирует надёжность и безопасность работы.

СИСТЕМА ПОДДЕРЖКИ ЛИСТА (ОПЦИОНАЛЬНО):
Система поддержки используется для поддержки длинных тонких листов, оберегая их от изгибания перед и вовремя реза, получения заготовок неправильной формы, а также не допускает образование царапин. Операция осуществляется двумя пневмоцилиндрами синхронизирована с движением режущей балки (траверсы).

КОНТРОЛЛЕР:

Контроллер ESTUN Е21 – NC контроллер, выводит моторизированный задний упор в нужную позицию с помощью шагового электродвигателя (привод ШВП шарико-винтовая пара), производитель Китай.
Зазор между лезвиями регулируется механически.
Основные технические характеристики Е21:
Жидкокристаллический дисплей, 160 х 160
Выбор системы измерения: дюйм / мм
Счетчик подсчета операций
Достаточное пространство для хранения 40 программ
Многоступенчатое программирование 25 кадров (шагов) в программе
Язык: английский
Контроль: заднего упора по оси X, и перемещения по оси Y
Возврат к исходным параметрам
Сохранение данных в памяти после выключения питания
Данный станок предназначен обработки металлических пластин, изготовления электрического оборудования, автомобильной отрасли и т.д.
Особенности:
Гидравлическое управление, быстрая и эффективная резка листа
Четыре позиции для двух передних удлинителей поддержки листа к рабочему столу – 400мм
Рабочий ход ножа ограничен и регулируется двумя концевиками (первый концевик регулирует ход ножа вниз, другой концевик регулирует ход ножа вверх)
Регулировка прогиба верхней балки ножа
Регулировка зазора между лезвиями (направляющими)
Переносная ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
Предварительный прижим материала перед моментом резки
Масленый бак с термометром – уровнем
Гидрораспределитель – гидрорегулятор давления, насос, электромагнитный (соленоидный) клапан, 2 гидроцилиндра.
Регулировка зазора между ножами (с двух сторон)
Механическая регулировка заднего упора, для точной повторяемости
Расстояние от заднего упора до линии реза (съёмный упор) – 800мм
Направляющие заднего упора имеют мерные линейки
Блок управления станком
Электрические компоненты
Переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая

Гидрораспределитель – гидрорегулятор давления, насос, электромагнитный (соленоидный) клапан, 2 гидроцилиндра.
Рабочий ход ножа ограничен и регулируется двумя концевиками (первый концевик регулирует ход ножа вниз, другой концевик регулирует ход ножа вверх)

Масленый бак с термометром – уровнем
С первых запусков необходимо поддерживать уровень масла в баке, проверить надлежащий возврат масла после одного рабочего цикла, работа при низком уровне масла или холостой ход без масла запрещены. Масло подлежит замене после первых 100 часов работы, затем ежегодно (около 1500 рабочих часов).
В летний период (при высокой температуре окружающей среды): необходимо использовать гидравлическое масло 46 (класс вязкости), в зимний период (при низкой температуре окружающей среды): гидравлическое масло 32 (класс вязкости).
Как правило, уровень масла должен находиться в верхней части указателя.

Регулировка прогиба верхней балки ножа
Регулировка зазора между ножами (с двух сторон)
Механическая регулировка заднего упора, для точной повторяемости
Расстояние от заднего упора до линии реза (съёмный упор) – 800мм
Направляющие заднего упора имеют мерные линейки

Соотношение толщины пластины и режущей кромки показаны на следующим чертеже:

Для HQ01-2X1320B: макс. толщина реза 2.0 mm, поэтому наиболее универсальный зазор между верхним и нижним лезвиями устанавливается на 0.05~0.1 mm
Гидравлические станки-гильотины STALEX HQ11 6.5x1300 отличаются особыми функциональными характеристиками и высочайшей мощностью. Данная модель способна осуществлять резку металлических листов до 6,5 мм толщиной и до 1300 мм шириной.
Конструкционные особенности, наличие гидравлического привода позволяют эффективно регулировать угол резки, а также свести к минимуму количество отходов при работе.
Производительность гильотины STALEX HQ11 6.5x1300 – 28 операций в минуту, при этом оператор может самостоятельно варьировать размер зазора между режущими лезвиями.
Особенности:
• Мощная гидравлическая гильотина;
• Оптимизированная работа и уменьшение угла резки за счет использования гидравлического привода;
• Зазор между лезвиями легко задается вручную;
• Угол резки – 2.5°;
• Максимальное число резов в минуту – 28;
• Электромеханический задний упор – 630 мм.
В линейке моделей гильотин STALEX THS с гидравлическим приводом представлено 6 моделей, каждая из которых всегда в наличии на нашем складе. Все гидравлические станки STALEX THS отличаются высокой надежностью и прочностью, способны осуществлять резку листов металла толщиной до 4 мм.
Основное преимущество гидравлических станков в плавности работы и запуска. Любые вибрации при эксплуатации исключены за счет полностью сварной конструкции из высокопрочной стали. В стандартный комплект входит ручной калибровочный задний упор.
Гильотины STALEX THS выполнены в соответствии со всеми требованиями безопасности, имеют современный внешний вид.
В линейке моделей гильотин STALEX THS с гидравлическим приводом представлено 6 моделей, каждая из которых всегда в наличии на нашем складе. Все гидравлические станки STALEX THS отличаются высокой надежностью и прочностью, способны осуществлять резку листов металла толщиной до 4 мм.
Основное преимущество гидравлических станков в плавности работы и запуска. Любые вибрации при эксплуатации исключены за счет полностью сварной конструкции из высокопрочной стали. В стандартный комплект входит ручной калибровочный задний упор.
Гильотины STALEX THS выполнены в соответствии со всеми требованиями безопасности, имеют современный внешний вид.
В линейке моделей гильотин STALEX THS с гидравлическим приводом представлено 6 моделей, каждая из которых всегда в наличии на нашем складе. Все гидравлические станки STALEX THS отличаются высокой надежностью и прочностью, способны осуществлять резку листов металла толщиной до 4 мм.
Основное преимущество гидравлических станков в плавности работы и запуска. Любые вибрации при эксплуатации исключены за счет полностью сварной конструкции из высокопрочной стали. В стандартный комплект входит ручной калибровочный задний упор.
Гильотины STALEX THS выполнены в соответствии со всеми требованиями безопасности, имеют современный внешний вид.
Данный станок предназначен обработки металлических пластин, изготовления электрического оборудования, автомобильной отрасли и т.д.
Особенности:
- Гидравлическое управление, быстрая и эффективная резка листа
- Четыре позиции для двух передних удлинителей поддержки листа к рабочему столу – 400мм
- Рабочий ход ножа ограничен и регулируется двумя концевиками (первый концевик регулирует ход ножа вниз, другой концевик регулирует ход ножа вверх)
- Регулировка прогиба верхней балки ножа
- Регулировка зазора между лезвиями (направляющими)
- Переносная ножная педаль, позволяет оператору мобильно управлять гильотиной, одновременно работая с подачей листа
- Предварительный прижим материала перед моментом резки
- Масленый бак с термометром – уровнем
- Гидрораспределитель – гидрорегулятор давления, насос, электромагнитный (соленоидный) клапан, 2 гидроцилиндра.
- Регулировка зазора между ножами (с двух сторон)
- Механическая регулировка заднего упора, для точной повторяемости
- Расстояние от заднего упора до линии реза (съёмный упор) – 800мм
- Направляющие заднего упора имеют мерные линейки
Блок управления станком
Электрические компоненты
Переключатель на два режима резки при нажатии на ножную педаль – разовая и автоматическая
Гидрораспределитель – гидрорегулятор давления, насос, электромагнитный (соленоидный) клапан, 2 гидроцилиндра.
Рабочий ход ножа ограничен и регулируется двумя концевиками (первый концевик регулирует ход ножа вниз, другой концевик регулирует ход ножа вверх)
Масленый бак с термометром – уровнем
С первых запусков необходимо поддерживать уровень масла в баке, проверить надлежащий возврат масла после одного рабочего цикла, работа при низком уровне масла или холостой ход без масла запрещены. Масло подлежит замене после первых 100 часов работы, затем ежегодно (около 1500 рабочих часов).
В летний период (при высокой температуре окружающей среды): необходимо использовать гидравлическое масло 46 (класс вязкости), в зимний период (при низкой температуре окружающей среды): гидравлическое масло 32 (класс вязкости).
Как правило, уровень масла должен находиться в верхней части указателя.
Регулировка прогиба верхней балки ножа
Регулировка зазора между ножами (с двух сторон)
Механическая регулировка заднего упора, для точной повторяемости
Расстояние от заднего упора до линии реза (съёмный упор) – 800мм
Направляющие заднего упора имеют мерные линейки
Соотношение толщины пластины и режущей кромки показаны на следующим чертеже:
Для HQ01-1.6X2500B: макс. толщина реза 1.6 mm, поэтому наиболее универсальный зазор между верхним и нижним лезвиями устанавливается на 0.03~0.08 mm
В линейке моделей гильотин STALEX THS с гидравлическим приводом представлено 6 моделей, каждая из которых всегда в наличии на нашем складе. Все гидравлические станки STALEX THS отличаются высокой надежностью и прочностью, способны осуществлять резку листов металла толщиной до 4 мм.
Основное преимущество гидравлических станков в плавности работы и запуска. Любые вибрации при эксплуатации исключены за счет полностью сварной конструкции из высокопрочной стали. В стандартный комплект входит ручной калибровочный задний упор.
Гильотины STALEX THS выполнены в соответствии со всеми требованиями безопасности, имеют современный внешний вид.
В линейке моделей гильотин STALEX THS с гидравлическим приводом представлено 6 моделей, каждая из которых всегда в наличии на нашем складе. Все гидравлические станки STALEX THS отличаются высокой надежностью и прочностью, способны осуществлять резку листов металла толщиной до 4 мм.
Основное преимущество гидравлических станков в плавности работы и запуска. Любые вибрации при эксплуатации исключены за счет полностью сварной конструкции из высокопрочной стали. В стандартный комплект входит ручной калибровочный задний упор.
Гильотины STALEX THS выполнены в соответствии со всеми требованиями безопасности, имеют современный внешний вид.
В линейке моделей гильотин STALEX THS с гидравлическим приводом представлено 6 моделей, каждая из которых всегда в наличии на нашем складе. Все гидравлические станки STALEX THS отличаются высокой надежностью и прочностью, способны осуществлять резку листов металла толщиной до 4 мм.
Основное преимущество гидравлических станков в плавности работы и запуска. Любые вибрации при эксплуатации исключены за счет полностью сварной конструкции из высокопрочной стали. В стандартный комплект входит ручной калибровочный задний упор.
Гильотины STALEX THS выполнены в соответствии со всеми требованиями безопасности, имеют современный внешний вид.

Комбинированный станок STALEX HSBC-1018 для резки и гибки. Без ограничения подачи листа, предназначен для работы в - выполняет резку до 1мм и гибку до 1,2мм. Прижимная гибочная балка станка является сегментной, что позволяет изготавливать такие изделия как короба и поддоны.
Станок имеет гидравлический бак – объёмом 5 литров. Листогиб и гильотина имеют задние регулируемые упоры. Гильотина имеет устройство компенсации прогиба. Прижимная балка и балка гибочная имеют регулировочные тяги для выравнивания. Прижимная балка имеет возможность фронтальной регулировки (глубины) относительно основной балки.
Особенности:
- В стандартной комплектации – задний упор гильотины (0-500мм)
- В стандартной комплектации – задний упор листогиба (75-500мм)
- В стандартной комплектации – ограничитель угла в диапазоне от 0° до 130°
- В стандартной комплектации – пульт управления с ножной педалью
 |
Прижимная балка и балка гибочная имеют регулировочные тяги для выравнивания |
||||
 |
Прижимная гибочная балка станка является сегментной. Размер сегментов - 3шт по 50,8 мм; 4шт по 76,2 мм; 11шт по 101,6 мм; 10шт по 152,4 мм. Ширина (толщина) гибочной балки – 74мм
|
||||
 |
Ограничитель угла в диапазоне 0° до 130° |
||||
 |
Режущий гильотинный нож Угол наклона верхнего ножа - 49° Верхний режущий нож имеет 2 режущие кромки Нижний режущий нож имеет 2 режущие кромки Скорость резания – 5 ударов в минуту |
||||
 |
В стандартной комплектации – задний упор гильотины (0-500мм)
В стандартной комплектации – задний упор листогиба (75-500мм)
|
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные (твердость HRC45) и полированные
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий. Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий. Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.


Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные и полированные
- Валы станка закалены и имеют твёрдость до 45 HRC
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали
- Бороздки для гнутья прутка
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные (твердость HRC45) и полированные
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотнооткидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные (твердость HRC45) и полированные
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотнооткидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий. Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные и полированные
- Валы станка закалены и имеют твёрдость до 45 HRC
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали
- Ручки на передний вал, для быстрого зажима материала и фиксации
- Верхний вал имеет паз для заправки листа
- Верхний вал вращается в обе стороны
- Бороздки для гнутья прутка
- Выносная педаль с кнопкой аварийной остановки
- Фиксатор подъёма нижнего (гибочного вала), т.е. R гибки
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий.
Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные и полированные
- Валы станка закалены и имеют твёрдость до 45 HRC
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
1. Высокий уровень износостойкости вальцов. Вальцы обладают гладкой полированной поверхностью с отверстиями для прутков.
2. Электромеханически обеспеченная неподвижность верхнего вала, возможность регулировки двух нижних.
3. Вращение верхнего валка осуществляется в две стороны, на нем установлен специальный механизм с эксцентриковым замком для удобства при работе с деталями.
4. Скорость обработки заготовок высока за счет наличия выносной педали. Есть возможность при необходимости осуществить экстренную остановку оборудования.
5. Валы станка закалены и имеют твёрдость до 45 HRC.
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции, водосточного оборудования, в случаях производства цилиндрических и конических изделий, правке плоских заготовок, подгибке кромок. Выносная педаль дублируется пультом управления на станине станка. Цепная передача передаёт вращение с электродвигателя на валы. Верхний вал откидной, для легкого снятия готовых изделий. Откидной вал оснащен замком для предотвращения его самопроизвольного раскрытия в процессе работы.
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.
Характеристики:
- Вальцы с тремя ассиметричными валами
- Валы изготовлены из высокопрочной стали, закаленные и полированные
- Валы станка закалены и имеют твёрдость до 45 HRC.
- Вращающиеся нижний и верхний вал через систему зубчатых колёс и цепной передачи от электродвигателя
- Регулируемые нижние валы
- Канавки для гибки прутка
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
Характеристики:
- Вальцы с тремя ассиметричными валами
- Канавки для гибки прутка (Ø 8мм; Ø 10мм; Ø 15мм;)
- Поворотно-откидной механизм верхнего вала с эксцентриковым зажимом
- Возможность гибки на конус
- Выносная педаль с кнопкой аварийной остановки
- Верхний вал вращается в обе стороны
- Поставляется с функцией конусной гибки
- Набор инструмента в стандартной комплектации
Изготовление конуса - при помощи станка можно изготавливать конические изделия. Для этого предназначен опорный валик в правой части машины. Для чего необходимо обеспечить зажатие заготовки только вблизи опорного валика.

1. Высокий уровень износостойкости вальцов. Вальцы обладают гладкой полированной поверхностью с отверстиями для прутков.
2. Электромеханически обеспеченная неподвижность верхнего вала, возможность регулировки двух нижних.
3. Вращение верхнего валка осуществляется в две стороны, на нем установлен специальный механизм с эксцентриковым замком для удобства при работе с деталями.
1. Высокий уровень износостойкости вальцов. Вальцы обладают гладкой полированной поверхностью с отверстиями для прутков.
2. Электромеханически обеспеченная неподвижность верхнего вала, возможность регулировки двух нижних.
3. Вращение верхнего валка осуществляется в две стороны, на нем установлен специальный механизм с эксцентриковым замком для удобства при работе с деталями.
4. Скорость обработки заготовок высока за счет наличия выносной педали. Есть возможность при необходимости осуществить экстренную остановку оборудования.
Особенности
- Продольный паз верхнего вала для заправки листа
- Проточки для гибки прутка
- Вес и система крепёжных тяг позволяют работать с макс. возможной толщиной листа из оцинкованной стали на ручных вальцах при макс. «узких» диаметрах валов (60мм)
- Жёсткость станка позволяют эффективно работать с заготовками с макс. толщиной 2мм
- Два вала скорости вращения (2ой вал, это вал пониженной скорости для работы с макс. толщиной листа)
- Литьевые чугунные боковые опоры
- Маховик перемещения заднего вала, при помощи реечного механизма и тяги синхронно перемещаются противоположные стороны вала
- Маховик перемещения нижнего вала при помощи пары ползунов и тяги синхронно перемещаются противоположные стороны вала
- Стопорный винт передаточной шестерни на вал пониженной скорости (предназначен для фиксации шестерни в рабочем и холостом положение, для выключения холостого вращения вала при необходимости)
|
|
Рычаг фиксации верхнего вала |
||||
|
|
Нижний вал – предназначен для регулировки толщины листа |
||||
|
Задний Вал - предназначен для регулировки R получаемого на заготовки |
|||||
|
|
Продольный паз верхнего вала для заправки листа |
||||
|
Проточки для гибки прутка |
|||||
|
|
Вал пониженной скорости для работы с макс. толщиной листа |
||||
|
Вал скорости вращения для работы с малыми и средними толщинами листа |
|||||
|
|
Маховик перемещения заднего вала |
||||
|
Реечный механизм с синхронизирующей тягой |
|||||
|
|
Маховик перемещения нижнего вала |
||||
|
Механизм привода ползуна с синхронизирующей тягой |
|||||
|
|
Стопорный винт |
||||
|
Переходной вал с шестерней |







Особенности
- Рычаг поднятия верхнего вала
- Оправа фиксации верхнего вала
- Вес и жёсткость станка позволяют эффективно работать с заготовками с макс. толщиной
- Проточки для гибки прутка 5/16” (7,9мм); 3/8” (9,5мм); 1/2 ” (12,7мм)
- Чугунные боковые опоры с узлами передачи вращения Жёсткое основание
|
|
1) |
Рычаг поднятия верхнего вала |
|
||
|
2) |
Оправа фиксации верхнего вала |
||||
|
|
3) |
Проточки для гибки прутка |
|||
|
|
4) |
Чугунные боковые опоры с узлами передачи вращения |
|||
|
Дополнительно к станку возможно приобрести - Подставка "А" для вальцов W01-1.5x1300 (арт. 374202A) |
|||||
|
|
|||||





Вальцовочный станок Stalex W01-0.8x1300 предназначен для придания листу цилиндрической и конической формы в виде обечаек различного радиуса, данное оборудование широко применяется для изготовления профессионального-индивидуального и мелкосерийного производства комплектующих вентиляции, водосточных элементов, в случаях производства цилиндрических и конических изделий (для вальцевания конических изделий, форма заготовки должна предварительно подготавливаться [вырезаться] с необходимого эскиза и рассчитанными размерами), правке плоских заготовок, подгибке кромок.
|
Особенности |
|
Максимально допустимая толщина при работе с нержавеющей сталью – не более 0,5мм. |
|
Минимально возможный Ø при работе с низкоуглеродистой сталью 0,8мм – не менее 90мм (т.к. это зависит от вида, сорта, термообработки материала, а также его длины и толщины). Более точно определить минимальный Ø - возможно только пробной прокаткой. |
|
Возможность установки на любой верстак. |
|
Поворотно-откидной механизм верхнего вала. |
|
Регулировка нижнего вала с помощью кулачкового упора. |
|
Верхний валок с быстроразъёмным соединением. |
|
Удобный эксцентриковый зажим. |
|
Проточки для гибки колец. |
|
Производство – Китай. |
|
Гарантия – 1 год. |

Подставка для ручных вальцовочных станков Stalex W01 с площадкой для инструмента.
Упаковка – картонный короб.
Подставка для ручных вальцовочных станков Stalex W01 с площадкой для инструмента.
Упаковка – картонный короб.
Подставка для ручных вальцовочных станков Stalex W01 с площадкой для инструмента.
Упаковка – картонный короб.
Подставка для ручных вальцовочных станков Stalex W01 с площадкой для инструмента.
Упаковка – картонный короб.
Stalex MS
Модель из линейки самых мобильных и легких станков для работы на строительных площадках или в условиях производственных помещений. Не нуждается в подключении к электросети и может устанавливаться на любой рабочей поверхности.
STALEX MS работает по принципу ножниц, разрезая металлическую арматуру прочным ножом, который приводится в действие специальным рычагом. Конструкционные особенности позволяют использовать станок длительное время без риска поломки. Корпус выполнен из стали, ножи – из закаленной стали. В модельном ряду STALEX MS четыре станка, которые способны разрезать заготовки диаметром до 32 мм.
Stalex MS
Модель из линейки самых мобильных и легких станков для работы на строительных площадках или в условиях производственных помещений. Не нуждается в подключении к электросети и может устанавливаться на любой рабочей поверхности.
STALEX MS работает по принципу ножниц, разрезая металлическую арматуру прочным ножом, который приводится в действие специальным рычагом. Конструкционные особенности позволяют использовать станок длительное время без риска поломки. Корпус выполнен из стали, ножи – из закаленной стали. В модельном ряду STALEX MS четыре станка, которые способны разрезать заготовки диаметром до 20 мм.
Stalex MS
Модель из линейки самых мобильных и легких станков для работы на строительных площадках или в условиях производственных помещений. Не нуждается в подключении к электросети и может устанавливаться на любой рабочей поверхности.
STALEX MS работает по принципу ножниц, разрезая металлическую арматуру прочным ножом, который приводится в действие специальным рычагом. Конструкционные особенности позволяют использовать станок длительное время без риска поломки. Корпус выполнен из стали, ножи – из закаленной стали. В модельном ряду STALEX MS четыре станка, которые способны разрезать заготовки диаметром до 28 мм.
Stalex DR-20
Данная модель арматурогиба отлично проявит себя на строительных площадках или в цеху изготовления конструкций из металла.
STALEX DR-20 – мобильный, компактный и легкий станок с ручным управлением. Технические характеристики, такие как надежная фиксация заготовок и ограничение глубины их подачи, позволяет производить точную гибку и обеспечивает высокий уровень повторяемости.
• Высокая мобильность, благодаря малому весу и компактной конструкции, позволяет использовать станок на производствах, где необходима частая смена места работы (строительные площадки, цеха сборки металлоконструкций).
• Отличная производительность и возможность обрабатывать арматуру и стальные прутья диаметром до 20 мм.
• Прочная и надежная стальная конструкция увеличивает срок службы устройства.
• Возможность крепления на любой верстак.
Stalex DR-12
Это универсальный и производительный станок из линейки оборудования для гибки стальной арматуры и прутьев. STALEX DR-12 обладает небольшим весом и малыми габаритами. Отлично дополнит производственную линию или отдельные площадки, где осуществляются строительные работы.
Техническая оснащенность подразумевает надежную фиксацию заготовки в специальных зажимах и подвижный вал для ее сгибания. Кроме того, в конструкцию включены ограничители угла сгибания и глубины подачи прута или арматуры.
• Высокая мобильность, благодаря малому весу и компактной конструкции, позволяет использовать станок на производствах, где необходима частая смена места работы (строительные площадки, цеха сборки металлоконструкций).
• Отличная производительность и возможность обрабатывать арматуру и стальные прутья диаметром до 12 мм.
• Прочная и надежная стальная конструкция увеличивает срок службы устройства.
• Возможность крепления на любой верстак.
• Станок Stalex DR-12 оснащен ограничителем угла гиба и ограничителем длинны подачи прута.
Станок представляет собой перемещаемый вал, который используется, для гибки арматуры. Обрабатываемое изделие жестко фиксируется в зажимах.
Станок Stalex DR-16 снабжен ограничителем угла гиба армирующего прута, что позволят сгибать арматуру с высокой точностью и повторяемостью. Регулируемая зажимная губка позволяет фиксировать заготовку в месте сгиба, что влияет на точность гиба и позволяет работать с меньшими диаметрами прутков.
Станок предназначен для сверления металлических и деревянных заготовок, зенкерования, а также обработки цветных металлов и расщепляемых пластмасс.
- Станок напольного исполнения, что позволяет его устанавливать в любом удобном месте
- Мощный асинхронный двигатель 1.5 кВт, рассчитанный на продолжительную работу
- Массивная опора из серого чугуна гарантирует работу без вибраций
- Регулируемый упор глубины сверления
- Увеличенный ход пиноли шпинделя
- Большой рабочий стол с Т-образными пазами
- Наклон стола ±45°
- Удобные эргономичные рукоятки из маслостойкой резины
- Регулируемый защитный экран патрона
- Освещение рабочей зоны (Светодиодная лампочка Е27 в комплект не входит.).
- Защитный кожух ременной передачи с концевиком
- Рабочий стол перемещается вверх/вниз при помощи зубчатой рейки
- Высококачественный клиновой ремень исключает проскальзывание
- Система СОЖ для более производительного сверления
- Правое/левое вращение шпинделя
- Изготовлен по стандарту СЕ
-
Оправка (дорн) для сверлильного патрона JT3
-
Сверлильный патрон 5-20/JT3 под ключ
-
Система СОЖ
-
Клин
-
Инструкция по эксплуатации
• Массивная конструкция из серого чугуна
• Мощный двигатель, рассчитанный на продолжительную работу
• Двигатель подъема сверлильной головы
• Увеличенный ход пиноли шпинделя
• Автоматическая подача пиноли шпинделя
• Встроенная система подвода СОЖ
• Функция резьбонарезания
Промышленный настольный сверлильный станок предназначен для сверления, зенкерования, резьбонарезания в цветных и черных металлах, а также в других материалах, поддающихся металлообработке, в условиях единичного и мелкосерийного производства.
• Мощный 2-х скоростной двигатель, рассчитанный на продолжительную работу
• Подсветка рабочей зоны LED
• Функция резьбонарезания
• Наклон рабочего стола ±45°
• Массивная конструкция из серого чугуна гарантирует работу без вибраций
• Регулируемые упоры глубины сверления
• Электрокомпоненты Siemens
• Изготовлен по стандарту СЕ
Станок предназначен для сверления металлических и деревянных заготовок, зенкерования, а также обработки цветных металлов и расщепляемых пластмасс.
- Мощный асинхронный двигатель 0.85 кВт, рассчитанный на продолжительную работу
- Массивная опора из серого чугуна гарантирует работу без вибраций
- Регулируемый упор глубины сверления
- Наклон стола ±45°
- Удобные эргономичные рукоятки из маслостойкой резины
- Держатель для ключа патрона
- Регулируемый защитный экран патрона
- Защитный кожух ременной передачи с концевиком
- Рабочий стол перемещается вверх/вниз при помощи зубчатой рейки
- Высококачественный клиновой ремень исключает проскальзывание
- Освещение рабочей зоны (Светодиодная лампочка Е27 в комплект не входит.)
- Изготовлен по стандарту СЕ
Комплект поставки:
-
Оправка (дорн) для сверлильного патрона B-16
-
Сверлильный патрон 3-16/В16 под ключ
-
Клин
-
Инструкция по эксплуатации
- Мощный двигатель, рассчитанный на продолжительную работу
-
Массивная опора из серого чугуна гарантирует работу без вибраций
-
Регулируемый упор глубины сверления
-
Функция резьбонарезания
-
Система СОЖ
-
Стол перемещается вниз/вверх при помощи зубчатой рейки
-
Защитный кожух ременной передачи с концевиком
-
Высококачественные клиновые ремни исключают проскальзывание
- Лампа освещения рабочей зоны
-
Изготовлен по стандарту СЕ
Комплект поставки:
-
Оправка (дорн) для сверлильного патрона B-22
-
Сверлильный патрон 5-20/В22 под ключ
-
Переходник МТ-3/МТ-2
-
LED лампа
-
Защитный экран патрона
-
Система СОЖ
-
Инструкция по эксплуатации

Станок предназначен для выполнения операций сверления, зенкования, а также нарезания внутренних резьб, и т.д. механическая коробка скоростей шпиндельной бабки, а также наличие 2-х скоростного мощного привода с реверсивным вращением, позволяет оптимально подобрать скорость и направление вращения шпинделя. Станки оснащены системой подачи СОЖ в зону резания.
-
Массивная конструкция из серого чугуна исключает вибрацию
-
Большая толстостенная вертикальная стойка
-
Мощный 2-х скоростной двигатель, рассчитанный на продолжительную работу
-
Автоматическая подача пиноли шпинделя
-
Правое и левое вращение шпинделя
-
Функция резьбонарезания
-
Электрокомпоненты Siemens
-
Встроенная система подвода СОЖ
• Массивная конструкция из серого чугуна
• Мощный двигатель, рассчитанный на продолжительную работу
• Двигатель подъема сверлильной головы
• Увеличенный ход пиноли шпинделя
• Автоматическая подача пиноли шпинделя
• Встроенная система подвода СОЖ
• Функция резьбонарезания
- Мощный двигатель, рассчитанный на продолжительную работу
-
Массивная опора из серого чугуна гарантирует работу без вибраций
-
Регулируемый упор глубины сверления
-
Функция резьбонарезания
-
Автоподача пиноли шпинделя
-
Система СОЖ
-
Стол перемещается вниз/вверх при помощи зубчатой рейки
-
Защитный кожух ременной передачи с концевиком
-
Высококачественные клиновые ремни исключают проскальзывание
- Лампа освещения рабочей зоны
-
Изготовлен по стандарту СЕ
-
Оправка (дорн) для сверлильного патрона B-22
-
Сверлильный патрон 5-20/В22 под ключ
-
Переходник МТ-3/МТ-2
-
LED лампа
-
Защитный экран патрона
-
Система СОЖ
-
Автоподача пиноли шпинделя
-
Инструкция по эксплуатации

Станок предназначен для выполнения операций сверления, зенкования, а также нарезания внутренних резьб, и т.д. механическая коробка скоростей шпиндельной бабки, а также наличие 2-х скоростного мощного привода с реверсивным вращением, позволяет оптимально подобрать скорость и направление вращения шпинделя. Станки оснащены системой подачи СОЖ в зону резания.
-
Массивная конструкция из серого чугуна исключает вибрацию
-
Мощный 2-х скоростной двигатель, рассчитанный на продолжительную работу
-
Рабочий стол движется вверх/вниз при помощи электродвигателя
-
Автоматическая подача пиноли шпинделя
-
Правое и левое вращение шпинделя
-
Функция резьбонарезания
-
Электрокомпоненты Siemens
-
Встроенная система подвода СОЖ
-
Изготовлен по стандарту СЕ
- Массивная конструкция из серого чугуна исключает вибрацию
- Большая толстостенная вертикальная стойка
- Мощный 2-х скоростной двигатель, рассчитанный на продолжительную работу
- Автоматическая подача пиноли шпинделя
- Крестовый стол
- Правое и левое вращение шпинделя
- Функция резьбонарезания
- Электрокомпоненты Siemens
- Встроенная система подвода СОЖ
- Изготовлен по стандарту СЕ
Комплект поставки
- Сверлильный патрон 3-13 мм/В16
- Дорн MТ-4/B16
- Оправка МТ-4/МТ-3
- LED лампа местного освещения
- Автоподача пиноли по оси Z
- Защита патрона
- Система СОЖ
- Функция резьбонарезания
- Инструкция по эксплуатации
- Мощный двигатель, рассчитанный на продолжительную работу
- Массивная опора из серого чугуна гарантирует работу без вибраций
- Регулируемый упор глубины сверления
- Функция резьбонарезания
- Автоподача пиноли шпинделя
- Освещение рабочей зоны LED
- Стол перемещается вниз/вверх при помощи зубчатой рейки
- Защитный кожух ременной передачи с концевиком
- Высококачественные клиновые ремни исключают проскальзывание
- Изготовлен по стандарту СЕ
- Оправка (дорн) для сверлильного патрона MT3/B16
- Сверлильный патрон 5-20/B16под ключ
- Переходник МТ-3/МТ-2
- LED лампа
- Защитный экран патрона
- Инструкция по эксплуатации
• Усиленное основание и конструкция станка предотвращают вибрацию
• Регулируемый упор глубины сверления
• Защитный экран с концевым выключателем
• Освещение рабочей зоны
• Увеличенный ход пиноли шпинделя 125 мм
• Диаметр колонны 85 мм
• Эргономичный дизайн
• Мощный двигатель рассчитанный на продолжительную работу
• Высокоточный патрон с ключом
• Сверлильная голова перемещается вверх/вниз при помощи червячной передачи
• Изготовлен по стандарту СЕ

- Резьбонарезной манипулятор для быстрого, качественного и удобного нарезания резьбы от М12 до М48.
- Нарезание резьбы в сквозных и глухих отверстиях заготовок из стали, чугуна, цветных сплавов и пластиков.
- Американская технология GOSYNC: силовой привод от высокопроизводительного синхронного сервопривода с планетарным редуктором.
- Ручной и автоматический режимы работы позволяют быстро, точно и эффективно нарезать резьбу в любой заготовке.
- Программирование скорости прямого и обратного вращения, крутящего момента, глубины и шага нарезаемой резьбы.
- Автоматический режим работы - полностью программируемый цикл. Все, что требуется от оператора - подвести манипулятор к отверстию в заготовке и нажать кнопку.
- Программируемый возвратно-поступательный режим работы предотвращает поломку метчика: после нескольких оборотов вперед шпиндель делает несколько оборотов назад.
- Цифровая система управления с маслостружкозащищенным экраном.
- Защита от перегрузки и превышения крутящего момента предотвращает поломку метчика и повреждение манипулятора.
Комплект поставки
- Станок
- 15 цанг ISO GT24/GT48: М12; М14; М16; М18; М20; М22; М24; М27; М30; М33; М36; М40; М42; М45; М48 мм
- Переходник (48-31)
- Инструкция
- Резьбонарезной манипулятор для быстрого, качественного и удобного нарезания резьбы от М3 до М16.
- Нарезание резьбы в сквозных и глухих отверстиях заготовок из стали, чугуна, цветных сплавов и пластиков.
- Американская технология GOSYNC: силовой привод от высокопроизводительного синхронного сервопривода с планетарным редуктором.
- Ручной и автоматический режимы работы позволяют быстро, точно и эффективно нарезать резьбу в любой заготовке.
- Программирование скорости прямого и обратного вращения, крутящего момента, глубины и шага нарезаемой резьбы.
- Автоматический режим работы - полностью программируемый цикл. Все, что требуется от оператора - подвести манипулятор к отверстию в заготовке и нажать кнопку.
- Программируемый возвратно-поступательный режим работы предотвращает поломку метчика: после нескольких оборотов вперед шпиндель делает несколько оборотов назад.
- Цифровая система управления с маслостружкозащищенным экраном.
- Защита от перегрузки и превышения крутящего момента предотвращает поломку метчика и повреждение манипулятора.
Комплект поставки
- Станок
- 8 цанг ISO М3; М4; М5; М6; М8; М10; М12; М14; М16 мм
- Инструкция
- Монолитная станина станка;
- Закаленные и отшлифованные направляющие станины;
- Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
- Крепление шпинделя D1-8;
- Съемный мостик станины (ГАП);
- Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
- Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
- Регулировка зазоров направляющих при помощи клиновых планок;
- Пиноль задней бабки и маховик имеют шкалу для точной установки;
- Задняя бабка с регулировкой смещения для обточки конусов.
- СЕ комплектация;
- Электрокомпоненты Siemens
Комплект поставки:
- 3-х кулачковый патрон Æ315 мм с прямыми/обратными кулачками;
- 4-х позиционный резцедержатель;
- 4-х кулачковый патрон Æ350 мм;
- Планшайба Ø 450 мм;
- Подвижный люнет Ø16-95 мм
- Не подвижный люнет Ø19-165 мм
- Не вращающийся центр МТ-5
- Вращающийся центр МТ-5
- Переходная втулка МТ-5;
- Защитный экран патрона с концевым выключателем;
- УЦИ по трем осям(Sino);
- Конусная линейка;
- Джойстик ускоренного перемещения по 2-м осям;
- Регулируемые опоры станины;
- Задняя защитная стенка;
- Ножной тормоз шпинделя с концевым выключателем;
- Система подвода СОЖ;
- Лампа местного освещения LED;
- Инструкция по эксплуатации
- Инструмент для обслуживания в инструментальном ящике
- Монолитная станина станка;
- Закаленные и отшлифованные направляющие станины;
- Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
- Крепление шпинделя D1-8;
- Съемный мостик станины (ГАП);
- Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
- Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
- Регулировка зазоров направляющих при помощи клиновых планок;
- Пиноль задней бабки и маховик имеют шкалу для точной установки;
- Задняя бабка с регулировкой смещения для обточки конусов.
- СЕ комплектация;
- Электрокомпоненты Siemens
Комплект поставки:
- 3-х кулачковый патрон Ø315 мм с прямыми/обратными кулачками;
- 4-х позиционный резцедержатель;
- 4-х кулачковый патрон Ø350 мм;
- Планшайба Ø 450 мм;
- Подвижный люнет Ø16-95 мм
- Не подвижный люнет Ø19-165 мм
- Не вращающийся центр МТ-5
- Вращающийся центр МТ-5
- Переходная втулка МТ-5;
- Защитный экран патрона с концевым выключателем;
- УЦИ по трем осям(Sino);
- Конусная линейка;
- Джойстик ускоренного перемещения по 2-м осям;
- Регулируемые опоры станины;
- Задняя защитная стенка;
- Ножной тормоз шпинделя с концевым выключателем;
- Система подвода СОЖ;
- Лампа местного освещения LED;
- Инструкция по эксплуатации
- Инструмент для обслуживания в инструментальном ящике
- Монолитная станина станка;
- Закаленные и отшлифованные направляющие станины;
- Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
- Крепление шпинделя D1-8;
- Съемный мостик станины (ГАП);
- Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
- Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
- Регулировка зазоров направляющих при помощи клиновых планок;
- Пиноль задней бабки и маховик имеют шкалу для точной установки;
- Задняя бабка с регулировкой смещения для обточки конусов.
- Изготовлен по стандарту СЕ ;
- Электрокомпоненты Siemens.
Комплект поставки:
- 3-х кулачковый патрон Ø315 мм с прямыми/обратными кулачками;
- 4-х позиционный резцедержатель;
- 4-х кулачковый патрон Ø350 мм;
- Планшайба Ø 450 мм;
- Подвижный люнет Ø16-95 мм
- Не подвижный люнет Ø19-165 мм
- Не вращающийся центр МТ-5
- Вращающийся центр МТ-5
- Переходная втулка МТ-5;
- Защитный экран патрона с концевым выключателем;
- УЦИ по трем осям(Sino);
- Конусная линейка;
- Джойстик ускоренного перемещения по 2-м осям;
- Регулируемые опоры станины;
- Задняя защитная стенка;
- Ножной тормоз шпинделя с концевым выключателем;
- Система подвода СОЖ;
- Лампа местного освещения LED;
- Инструкция по эксплуатации
- Инструмент для обслуживания в инструментальном ящике
- Монолитная станина станка;
- Закаленные и отшлифованные направляющие станины;
- Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
- Крепление шпинделя D1-8;
- Съемный мостик станины (ГАП);
- Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
- Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
- Регулировка зазоров направляющих при помощи клиновых планок;
- Пиноль задней бабки и маховик имеют шкалу для точной установки;
- Задняя бабка с регулировкой смещения для обточки конусов.
- Изготовлен по стандартам СЕ;
- Электрокомпоненты Siemens
Комплект поставки:
- 3-х кулачковый патрон Ø315 мм с прямыми/обратными кулачками;
- 4-х позиционный резцедержатель;
- 4-х кулачковый патрон Ø350 мм;
- Планшайба Ø 450 мм;
- Подвижный люнет Ø16-95 мм
- Не подвижный люнет Ø19-165 мм
- Не вращающийся центр МТ-5
- Вращающийся центр МТ-5
- Переходная втулка МТ-5;
- Защитный экран патрона с концевым выключателем;
- УЦИ по трем осям(Sino);
- Конусная линейка;
- Джойстик ускоренного перемещения по 2-м осям;
- Регулируемые опоры станины;
- Задняя защитная стенка;
- Ножной тормоз шпинделя с концевым выключателем;
- Система подвода СОЖ;
- Лампа местного освещения LED;
- Инструкция по эксплуатации
- Инструмент для обслуживания в инструментальном ящике
- Монолитная станина станка;
- Закаленные и отшлифованные направляющие станины;
- Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
- Крепление шпинделя D1-8;
- Съемный мостик станины (ГАП);
- Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
- Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
- Регулировка зазоров направляющих при помощи клиновых планок;
- Пиноль задней бабки и маховик имеют шкалу для точной установки;
- Задняя бабка с регулировкой смещения для обточки конусов.
- Изготовлен по стандартам СЕ;
- Электрокомпоненты Siemens
Комплект поставки:
- 3-х кулачковый патрон Ø315 мм с прямыми/обратными кулачками;
- 4-х позиционный резцедержатель;
- 4-х кулачковый патрон Ø350 мм;
- Планшайба Ø 450 мм;
- Подвижный люнет Ø16-95 мм
- Не подвижный люнет Ø19-165 мм
- Не вращающийся центр МТ-5
- Вращающийся центр МТ-5
- Переходная втулка МТ-5;
- Защитный экран патрона с концевым выключателем;
- УЦИ по трем осям(Sino);
- Конусная линейка;
- Джойстик ускоренного перемещения по 2-м осям;
- Регулируемые опоры станины;
- Задняя защитная стенка;
- Ножной тормоз шпинделя с концевым выключателем;
- Система подвода СОЖ;
- Лампа местного освещения LED;
- Инструкция по эксплуатации
- Инструмент для обслуживания в инструментальном ящике
- Монолитная станина станка;
- Закаленные и отшлифованные направляющие станины;
- Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
- Крепление шпинделя D1-8;
- Съемный мостик станины (ГАП);
- Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
- Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
- Регулировка зазоров направляющих при помощи клиновых планок;
- Пиноль задней бабки и маховик имеют шкалу для точной установки;
- Задняя бабка с регулировкой смещения для обточки конусов.
- Электрокомпоненты Siemens
- Изготовлен по стандартам СЕ
Комплект поставки:
- 3-х кулачковый патрон Ø315 мм с прямыми/обратными кулачками;
- 4-х позиционный резцедержатель;
- 4-х кулачковый патрон Ø350 мм;
- Планшайба Ø 450 мм;
- Подвижный люнет Ø16-95 мм
- Не подвижный люнет Ø19-165 мм
- Не вращающийся центр МТ-5
- Вращающийся центр МТ-5
- Переходная втулка МТ-5;
- Защитный экран патрона с концевым выключателем;
- УЦИ по трем осям(Sino);
- Конусная линейка;
- Джойстик ускоренного перемещения по 2-м осям;
- Регулируемые опоры станины;
- Задняя защитная стенка;
- Ножной тормоз шпинделя с концевым выключателем;
- Система подвода СОЖ;
- Лампа местного освещения LED;
- Инструкция по эксплуатации
- Инструмент для обслуживания в инструментальном ящике
")
• Монолитная станина станка;
• Массивная конструкция станка, расстояние между направляющими 400 мм;
• Закаленные и отшлифованные направляющие станины;
• Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
• Съемный мостик станины (ГАП);
• Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
• Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
• Толчковый режим работы шпинделя;
• Пиноль задней бабки и маховик имеют шкалу для точной установки;
• Задняя бабка с регулировкой смещения для обточки конусов.
• СЕ комплектация;
• Электрокомпоненты Siemens
")
• Монолитная станина станка;
• Массивная конструкция станка, расстояние между направляющими 400 мм;
• Закаленные и отшлифованные направляющие станины;
• Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
• Съемный мостик станины (ГАП);
• Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
• Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
• Толчковый режим работы шпинделя;
• Пиноль задней бабки и маховик имеют шкалу для точной установки;
• Задняя бабка с регулировкой смещения для обточки конусов.
• СЕ комплектация;
• Электрокомпоненты Siemens
")
• Монолитная станина станка;
• Массивная конструкция станка, расстояние между направляющими 400 мм;
• Закаленные и отшлифованные направляющие станины;
• Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
• Съемный мостик станины (ГАП);
• Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
• Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
• Толчковый режим работы шпинделя;
• Пиноль задней бабки и маховик имеют шкалу для точной установки;
• Задняя бабка с регулировкой смещения для обточки конусов.
• СЕ комплектация;
• Электрокомпоненты Siemens
• Монолитная станина станка;
• Массивная конструкция станка, расстояние между направляющими 400 мм;
• Закаленные и отшлифованные направляющие станины;
• Закаленные и отшлифованные шестерни в коробке скоростей и коробке подач;
• Съемный мостик станины (ГАП);
• Коробка скоростей, подач и продольного суппорта постоянно работают в масляной ванне;
• Полноразмерная коробка подач с возможностью нарезания метрических, дюймовых, модульных и питчевых резьб;
• Толчковый режим работы шпинделя;
• Пиноль задней бабки и маховик имеют шкалу для точной установки;
• Задняя бабка с регулировкой смещения для обточки конусов.
• СЕ комплектация;
• Электрокомпоненты Siemens
• Шпиндель поддерживается прецизионными роликовыми подшипниками, что позволяет обрабатывать изделия с высокой точностью.
• Регулируемое перемещение в поперечном направлении крестовых салазок позволяет получать необходимые размеры конусов.
• Точность станка обеспечивается выборкой зазоров в направляющих с помощью регулируемой прижимной планки.
• Автоматическая продольная и поперечная подача
• Электрокомпоненты Siemens
• Электрокомпоненты Siemens
• Массивная конструкция станины из высококачественного чугуна, а также шлифованные направляющие гарантирует работу без вибрации.
• Автоподача по двум осям X/Y.
• Установлена защита патрона, защита инструмента, защита ходового винта
• Погрешность соосности шпинделя менее 0. 009 мм
• Погрешность биения токарного патрона менее 0. 05 мм
• Шестерни гитары для автоподачи и нарезания резьбы металлические (закаленные)
• Мощный двигатель рассчитан на продолжительную работу
• Шпиндель изготовлен с высокой точностью.
•Изготовлен в соответствии с европейскими стандартами.
• Электрокомпоненты Siemens
• Массивная конструкция станины из высококачественного чугуна, а также шлифованные направляющие гарантирует работу без вибрации.
• Автоподача по двум осям X/Y.
• Установлена защита патрона, защита инструмента, защита ходового винта
• Погрешность соосности шпинделя менее 0. 009 мм
• Погрешность биения токарного патрона менее 0. 05 мм
• Шестерни гитары для автоподачи и нарезания резьбы металлические (закаленные)
• Мощный двигатель рассчитан на продолжительную работу
• Шпиндель изготовлен с высокой точностью.
• Изготовлен в соответствии с европейскими стандартами.
• Шпиндель поддерживается прецизионными роликовыми подшипниками, что позволяет обрабатывать изделия с высокой точностью.
• Точность станка обеспечивается выборкой зазоров в направляющих с помощью регулируемой прижимной планки.
• Твердая, призматическая станина имеет дополнительные ребра жесткости, чтобы снизить вибрацию
• Биение шпинделя ≤0,009 мм
• Электромагнитный педальный тормоз
• Закаленные и отшлифованные шестерни работают в масляной ванне
• Возможность смещения задней бабки на ±5 мм для проточки конусов
• Станок позволяет производить резьбонарезание.
• Автоматическая продольная и поперечная подача
• Электрокомпоненты SIEMENS
Комплект поставки:
o Патрон 3-х кулачковый Ø178 мм;
o 4-х кулачковый патрон Ø200 мм
o Планшайба
o Галогеновая лампа местного освещения;
o Система подачи СОЖ;
o Ножной тормоз экстренной остановки
o Поддон для стружки;
o УЦИ по трем осям SINO
o Упорный не вращающийся центр MT-3;
o Подвижный и неподвижный люнеты;
o Анкерные болты – 6 шт.;
o CE комплектация
o Документация
o Инструмент для обслуживания

Радиально-сверлильный станок STALEX, серии RD
Радиально-сверлильный станок предназначен для сверления, зенкерования, растачивания, развертывания, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов. Станки предназначены для обработки отверстий в средних и крупных деталях. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов, отличается высокой прочностью и долговечностью. Механизмы управления станком находятся на передней части шпиндельной бабки. Насос и бак СОЖ располагаются в основании станка.
-
Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах;
-
Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения;
-
Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками;
-
Централизованная система смазки;
-
Электрокомпоненты Schneider electric
- Изготовлен по стандарту СЕ
Комплект поставки:
-
Система подвода СОЖ
-
Рабочий стол
-
Набор анкерных болтов
-
Рабочая лампа
-
Ящик с инструментами
-
Инструкция
Радиально-сверлильный станок предназначен для сверления, зенкерования, растачивания, развертывания, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов. Станки предназначены для обработки отверстий в средних и крупных деталях. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов, отличается высокой прочностью и долговечностью. Механизмы управления станком находятся на передней части шпиндельной бабки. Насос и бак СОЖ располагаются в основании станка.
• Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах;
• Стойка разработана для жесткости и минимального отклонения;
• Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения;
• Консоль перемещается по шлифованной стойке, обеспечивающей легкий подъем, до концевого выключателя;• Двигатель имеет независимую систему защиты перегрузки;
• Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками;
• Концевые выключатели расположены в крайних точках перемещения консоли;
• Электрокомпоненты Siemens;
• Изготовлен по стандарту CE
Комплект поставки:
• Система подвода СОЖ
• Рабочий стол
• Набор анкерных болтов
• Рабочая лампа
• Ящик с инструментами
• Инструкция

Радиально-сверлильный станок предназначен для сверления, зенкерования, растачивания, развертывания, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов. Станки предназначены для обработки отверстий в средних и крупных деталях. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов, отличается высокой прочностью и долговечностью. Механизмы управления станком находятся на передней части шпиндельной бабки. Насос и бак СОЖ располагаются в основании станка.
• Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах;
• Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения;
• Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками;
• Бак СОЖ отлит в основании
• Двигатель имеет независимую систему защиты перегрузки;
• Удобно расположенный переключатель реверса шпинделя;
• Концевые выключатели расположены в крайних точках перемещения консоли;
• Электрокомпоненты Siemens
• Изготовлен по стандарту CE
Комплект поставки:
• Система подвода СОЖ
• Рабочий стол
• Набор анкерных болтов
• Рабочая лампа
• Ящик с инструментами
• Инструкция
Радиально-сверлильный станок предназначен для сверления, зенкерования, растачивания, развертывания, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов. Станки предназначены для обработки отверстий в средних и крупных деталях. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов, отличается высокой прочностью и долговечностью. Механизмы управления станком находятся на передней части шпиндельной бабки. Насос и бак СОЖ располагаются в основании станка.
• Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах;
• Стойка разработана для жесткости и минимального отклонения;
• Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения;
• Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками;
• Двигатель имеет независимую систему защиты перегрузки;
• Удобно расположенный переключатель реверса шпинделя;
• Концевые выключатели расположены в крайних точках перемещения консоли;
• Электрокомпоненты Siemens
• Изготовлен по стандарту CE
Комплект поставки:
• Система подвода СОЖ
• Рабочий стол
• Набор анкерных болтов
• Рабочая лампа
• Ящик с инструментами
• Инструкция
-
Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах
-
Стойка разработана для жесткости и минимального отклонения
-
Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения
-
Наклон консоли ±45˚
-
Функция резьбонарезания
-
Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками
-
Бак СОЖ отлит в основании
-
Двигатель имеет независимую систему защиты перегрузки
-
Система подвода СОЖ
-
Рабочий стол
-
Переходная втулка
-
Набор анкерных болтов
-
Рабочая лампа
-
Ящик с инструментами
-
Инструкция по эксплуатации

Радиально-сверлильный станок предназначен для сверления, зенкерования, растачивания, развертывания, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов. Станки предназначены для обработки отверстий в средних и крупных деталях. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов, отличается высокой прочностью и долговечностью. Механизмы управления станком находятся на передней части шпиндельной бабки. Насос и бак СОЖ располагаются в основании станка.
-
Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения;
-
Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками;
-
Электрокомпоненты Schneider electric;
-
Изготовлен по стандарту СЕ;
-
Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах.
Комплект поставки:
-
Система подвода СОЖ
-
Рабочий стол
-
Переходные оправки
-
Рабочая лампа
-
Ящик с инструментами
-
Инструкция

Радиально-сверлильный станок предназначен для сверления, зенкерования, растачивания, развертывания, нарезания резьбы и т.п. обрабатываемых резанием металлов и полимерных материалов. Станки предназначены для обработки отверстий в средних и крупных деталях. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов, отличается высокой прочностью и долговечностью. Механизмы управления станком находятся на передней части шпиндельной бабки. Насос и бак СОЖ располагаются в основании станка.
• Шпиндельная головка имеет закаленные и шлифованные шестерни, смонтированные на шлицевых валах;
• Консоль имеет ребра жесткости, чтобы противостоять напряжению и минимизировать отклонения;
• Шпиндель из высокоуглеродистой стали с направляющим пазом и усиленными подшипниками;
• Бак СОЖ отлит в основании
• Двигатель имеет независимую систему защиты перегрузки;
• Удобно расположенный переключатель реверса шпинделя;
• Концевые выключатели расположены в крайних точках перемещения консоли;
• Электрокомпоненты Siemens
• Изготовлен по стандарту CE
Комплект поставки:
• Система подвода СОЖ
• Рабочий стол
• Набор анкерных болтов
• Рабочая лампа
• Ящик с инструментами
• Инструкция

Тяжелые промышленные сверлильные станки с коробчатой колонной предназначены для выполнения операций сверления, развёртки, зенкования, а также нарезания внутренних резьб, цекования и т.д. Станки оснащены системой подачи СОЖ в зону резания. На станке предусмотрена функция автоматического сверления глубоких отверстий со ступенчатой подачей и регулировкой глубины сверления.
-
Массивная конструкция из серого чугуна
-
Мощный двигатель, рассчитанный на продолжительную работу
-
Двигатель подъема сверлильной головы
-
Увеличенный ход пиноли шпинделя
-
Автоматическая подача пиноли шпинделя
-
Встроенная система подвода СОЖ
-
Функция резьбонарезания
-
Электрокомпоненты Schneider electric
-
Изготовлен по стандарту CE
Тип станка – электромеханический, основное движение передаётся от электродвигателя расположенного в корпусе станка, через блок цепных передач, на два нижних приводных вала со сменными роликами. Что позволяет прокатывать/перемещать заготовку в обоих направлениях - благодаря такой конструкции многократно повышается производительность работы, а также даёт возможность монтажнику прикладывать меньше усилий по сравнению с ручными станками при гибки стальных труб, и затрачивать на гибку гораздо меньше времени. Второе движение – это движение механического продавливающего верхнего ролика, который постепенно деформирует заготовку в точке соприкосновения с заготовкой.
В стандартную комплектацию станка входят наборы роликов для работы с профильными и круглыми трубами:
- Стандартные наборы для работы с круглой трубой: 16; 19; 22; 25; 32; 38; 51; 63; 76мм.
- Стандартные наборы для работы с квадратной трубой: 16; 19; 22; 25; 30; 38; 40; 50мм.
Особенности:
• Надёжный электромеханический станок для качественной гибки
• Стандартные наборы роликов для работы с 17ью размерами профиля и трубы
• Возможен загиб большого диаметра в полный круг 360° или дугу (при этом диаметр круга или дуги должен быть более чем в двадцать раз от диаметра или размера трубы)
• Способен работать с заготовками как из стального проката, так и с изделиями их нержавеющей стали
• Станок имеет жёсткий корпус из специальной стали для долгого срока эксплуатации
• Возможно поставить дополнительные наборы роликов согласно Вашим требованиям под заказ
• Минимальный диаметр гибки должен быть как минимум в 20 раз больше диаметра трубы.
Трубогиб Stalex JTB-40 предназначен для изгибания круглых труб из металла или другого материала по заданному радиусу. Производит гибку трубы методом протягивания заготовки по ролику – такие изделия как дуги, рамы, каркасы и прочее из водогазопроводных и метрических труб с изгибами в нескольких плоскостях, что обеспечивает точность изгиба трубы на заданный угол и с заданным радиусом, без заломов в области гибки. Применяется для гибки на угол до 180°, макс. размер трубы Ø38мм, с толщиной стенки до 3мм (сталь и цветные металлы). Гибка может производиться различной конфигурацией и в разных плоскостях, модель подходит для работы в условиях мелкосерийного и индивидуального производства. Угол гибки задаётся и контролируется путем ввода необходимого угла через счетчик-индикатор, диапазон угла гибки от 0 до 180°. Выполняет профессиональный и качественный дугообразный гиб широко используется в сфере декора, архитектуры, обустройстве общественных пространств и прочее. Станок может управляться в ручном режиме путем нажатия отдельных кнопок и в полуавтоматическом режиме под управлением оптико-электрического кодирующего устройства (датчика), что подходит для регулярного объёма выпуска продукции. Такие особенности, как простота конструкции, легкость эксплуатации, энергосбережение и высокая эффективность, делают станок идеальным для гибки труб.
Преимущества:
-
Настройка станка не требует специальной подготовки.
-
Угол поворота сменного гибочного штампа контролируется оптико-электрическим кодирующим устройством.
-
Требуемый угол задается счетчиком-индикатором в градусах.
-
Высокая скорость и точность гибки трубы методом протягивания заготовки по ролику.
-
Простота конструкции, легкость эксплуатации и высокая эффективность.
-
Прочность конструкции станка.
-
В стандартной комплектации 5ть комплектов штампов (оснастки) – Ø16; 20; 25; 32; 38мм.
-
Гибка может производиться различной конфигурацией и в разных плоскостях.
Stalex RBM40HV
Электрический трубогиб для гибки профильных труб в горизонтальном и вертикальном положении гибочной головки.
Крепкая устойчивая конструкция для длительного срока службы, с 2-мя приводными роликами. Простое управление, удобен в работе.
Для интенсивного промышленного применения.
Максимальный размер труб – 50х50х2,5мм; 50х25х2,5мм.
Ролики закалены и имеют твердость HRC48-52.
В стандартной комплектации 3 комплекта роликов:
1) 2 комплекта роликов для изгибания труб круглого сечения (оба комплекта одинакового размера, один комплект имеет гладкую рабочую поверхность, другой комплект имеет насечку для более эффективной протяжки заготовки исключая его проскальзывание)
2) комплект роликов для изгибания труб профильных и других сечений

Дополнительные ролики


|
Стойка управления с двумя ножными педалями для вращения приводных роликов в обе стороны |

|
На панели управления станком установлен электронный датчик повторяемости для верхнего гибочного ролика |

|
В комплектации ролики для изгибания труб круглого, профильного и других сечений |
Stalex RBM50
Мощный электрический трубогиб для гибки профильных труб, полосы, прутка.
Усиленная конструкция для длительного срока службы, с 2-мя приводными роликами. Простое управление, удобен в работе.
Для интенсивного промышленного применения.
Максимальный размер труб - 60х60х3, 70х50х3, 80х40х3 мм.
Станок оснащен наклоняемым гибочным механизмом. Механизм работает как в вертикальном, так и горизонтальном положении.
Необходимый профиль гибки достигается постепенным поворотом верхнего вала.
Направляющие валки приводятся в действие гибочным механизмом, который работает от электродвигателя. Это позволяет выполнять повторные перемещения в обоих направлениях.
Пуск электродвигателя в обоих направлениях осуществляется при помощи двойной педали.
Комплектация:
Стойка управления с двумя ножными педалями и кнопкой аварийной остановки, снабжена удобной ручкой для переноски.
В комплектации стандартный комплект роликов для изгибания квадратной и профильной трубы, а также прямоугольника максимального размера 50х15мм с минимальным диаметром 350мм.
Виды обрабатываемых профилей:

Cфера применения:
|
Производство парников и теплиц |
|
|
|
Навесы |
|
|
|
Козырьки |
|
|
|
Уличная и садовая мебель |

|



Stalex RBM-30
Электрический станок для гибки профильных труб c вертикальным положением гибочной головки. Крепкая устойчивая конструкция с 2-мя приводными роликами обладает длительным сроком службы.
Пофилегиб прост в управлении, удобен в работе и предназначен для интенсивного промышленного использования.
В стандартную комплектацию входит универсальный комплект оправок для профильных труб размером от 15 х15 до 30 х 30 мм, а также набор роликов для изгибания профилей.
Ролики закалены и имеют твердость HRC48-52.
Тип станка – электромеханический, основное движение передаётся от электродвигателя расположенного в корпусе станка, через блок цепных передач, на два нижних приводных вала со сменными роликами. Что позволяет прокатывать/перемещать заготовку в обоих направлениях - благодаря такой конструкции многократно повышается производительность работы, а также даёт возможность монтажнику прикладывать меньше усилий по сравнению с ручными станками при гибки стальных труб, и затрачивать на гибку гораздо меньше времени. Второе движение – это движение механического продавливающего верхнего ролика, который постепенно деформирует заготовку в точке соприкосновения с заготовкой.
В стандартную комплектацию станка входят наборы роликов для работы с профильными и круглыми трубами:
- Стандартные наборы для работы с круглой трубой: 16; 19; 22; 25; 32; 38; 51; 63; 76мм.
- Стандартные наборы для работы с квадратной трубой: 16; 19; 22; 25; 30; 38; 40; 50мм.
Особенности:
• Надёжный электромеханический станок для качественной гибки
• Стандартные наборы роликов для работы с 17ью размерами профиля и трубы
• Возможен загиб большого диаметра в полный круг 360° или дугу (при этом диаметр круга или дуги должен быть более чем в двадцать раз от диаметра или размера трубы)
• Способен работать с заготовками как из стального проката, так и с изделиями их нержавеющей стали
• Станок имеет жёсткий корпус из специальной стали для долгого срока эксплуатации
• Возможно поставить дополнительные наборы роликов согласно Вашим требованиям под заказ
• Минимальный диаметр гибки должен быть как минимум в 20 раз больше диаметра трубы.
Stalex HB-60 - жесткий трубогиб с двойной усиленной опорой под нижние ролики, две направляющие станка произведены и собраны с минимальным люфтом – что отражается на качественной гибки изделий. Stalex HB-60 имеет гидравлический привод на подъём и опускание усиленной опоры с двумя нижними роликами, предназначен для гибки труб профильного и круглого сечения из металла или другого материала по заданному радиусу, методом прокатки. Закаленные ролики из конструкционной углеродистой качественной стали 45. Твёрдость закалки металла – около 40HRC. Прижим обеспечивает гидравлический домкрат грузоподъемностью 5 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками. Толщина стенки профильной и круглой трубы 1.5-2 мм. Профильная труба – макс. размер 60х40мм, круглая труба – макс. размер Ø30мм, квадрат - все размеры до 20мм, круг – все размеры до 20мм.
Stalex HB-60 - жесткий трубогиб с двойной усиленной опорой под нижние ролики, две направляющие станка произведены и собраны с минимальным люфтом – что отражается на качественной гибки изделий. Stalex HB-60 имеет гидравлический привод на подъём и опускание усиленной опоры с двумя нижними роликами, предназначен для гибки труб профильного и круглого сечения из металла или другого материала по заданному радиусу, методом прокатки. Закаленные ролики из конструкционной углеродистой качественной стали 45. Твёрдость закалки металла – около 40HRC. Прижим обеспечивает гидравлический домкрат грузоподъемностью 5 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками. Толщина стенки профильной и круглой трубы 1.5-2 мм. Профильная труба – макс. размер 60х40мм, круглая труба – макс. размер Ø30мм, квадрат - все размеры до 20мм, круг – все размеры до 20мм.
В опорной стойке переносится и хранится станок Stalex HB-60, четыре комплекта роликов, комплект ключей. Передняя крышка крепится к стойке механическими и магнитными замками. Для возможности транспортировки опорная стойка укомплектована ручками для переноса. Станок Stalex HB-60 надёжно крепится на стойке, благодаря чему его рабочая высота достигает высоты комфортной для работы с заготовками (от пола до усиленной опоры с двумя нижними роликами).
Гидравлический трубогиб Stalex HB-40 предназначен для гибки труб профильного сечения из металла или другого материала по заданному радиусу, методом прокатки. Профилегиб снабжен роликами с тремя проточками 20, 40 и 60 мм под популярные размеры профильных труб:
- профильные трубы – 15х15, 20х20, 40х20, 40х25; 40х40; 60х30
- квадрат – все размеры до 20.
Толщина стенки трубы 1.5-2 мм.
Для радиусной гибки станок оснащен одним верхним приводным роликом и двумя прижимными. ролики изготовлены из высокопрочной стали и сделаны на подшипниках, что обеспечивает легкость вращения. Прижим роликов обеспечивает гидравлический домкрат грузоподъемностью 6 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками. Закаленные ролики из конструкционной углеродистой качественной стали 45. Твёрдость закалки металла – около 40HRC.
Профилегиб HB-40 легко размещается в небольших помещениях и занимает мало места. Простота конструкции и легкость в эксплуатации делают этот станок незаменимым на небольших предприятиях и производствах. Позволяет легко выполнить как разовые работы, так и мелкосерийное производство по гибке. Благодаря своим небольшим габаритам и относительно небольшому весу его можно использовать непосредственно на объекте.
Компактные размеры и современные технические решения, применяемые в этой конструкции обеспечивает высочайшую производительность, при мобильности устройства.
Особенности:
-
Верхний приводной вал
-
Прочная конструкция
-
Прижим осуществляется за счет гидравлического домкрата
-
В стандартной комплектации ролики для профильной трубы
-
Простота в использовании
-
Мобильность
-
Прижимные ролики перемещаются горизонтально
Комплектация:
- Профилегиб гидравлический
- Комплект роликов под профильную трубу
Stalex TG-50 – механический профилегиб с наружными роликами, удобен при работе с заготовкой «колесо» или «круг». Рабочие ролики легко выдвигаются с валов для съёма получаемой заготовки. Предназначен для гибки труб профильного и круглого сечения из металла или другого материала по заданному радиусу, методом прокатки.
На верхнем прижимном ролике крепится рычаг (ручка) для прокатывания заготовок. Толщина стенки профильной и круглой трубы 1.5-2 мм.
Профильная труба – макс. размер 50х30х1,5мм (плашмя).
Профильная труба – макс. размер 30х30х2мм.
Круглая труба - макс. размер Ø30х2мм.
В стандартной комплектации станок оснащен универсальным комплектом роликов для работы с профильной трубой от 15х15 до 40х40 и 50х30мм.
Дополнительно можно приобрести ролики под круглую трубу – до Ø30мм.
Все ролики изготовлены из Стали 45 (конструкционная углеродистая качественная) и закалены.
Корпус станка покрыт порошковой краской - это защищает станок от коррозии и мелких повреждений и продлевает срок службы станка.
Стопорная гайка на ходовом винте позволяет изготавливать изделия с высокой повторяемостью.
Усиленный ходовой винт с крупным шагом резьбы для более простого вращения.
Удобная ручка вращения ходового винта.
Станок обязательно крепится к верстаку.
|
|
Закаленные ролики
Долгий срок службы гарантируют установленные на всех станках STALEX серии TR и TG закаленные ролики из конструкционной углеродистой качественной стали 45. Твёрдость закалки металла – около 40HRC. В конструкции роликов применены подшипники, обеспечивающие легкость и простоту использования.
|
|
|
Стопорная гайка Стопорная гайка фиксации на ходовом винте для изготовления изделий с высокой повторяемостью.
|
|
|
Корпус станка Корпус станка изготовлен из высокопрочной стали марки 3 толщиной 8 мм для STALEX TG-50. В комплекте поставляется удобная изогнутая ручка на вращение прижимного ролика.
|
|
|
Регулируемые ролики Закаленные нижние ролики возможно регулировать под размер профильной трубы от от 15х15 до 40х40 и 50х30мм.
|
|
|
Профилегиб с наружными роликами Удобен при работе с заготовкой «колесо» или «круг», после получения нужного профиля, отодвигается верхний ролик для снятия заготовки со станка. |
|
|
Порошковая покраска Все станки окрашены порошковым методом, что продлевает срок эксплуатации, защищает оборудование от ржавчины и коррозии.
|
|
|
Усиленный ходовой винт Усиленный ходовой винт облегчает вращение и прижим трубы. На винте используется трапецеидальная однозаходная резьба, что гарантирует более долгий срок службы.
|







Широко применяется в сфере строительных и ремонтных работ. Прокладка газо- и водопроводов, производство всевозможных ограждений, каркасных конструкций.
Совмещает в себе лучшие характеристики двух типов:
Модель Stalex HB-16Q продавливает заготовки при помощи гидравлической направляющей, работая в двух независимых друг от друга режимах (ручной и пневматический), с набором сменных рабочих оправ. Помимо восьми рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Производительный станок с быстрой установкой и демонтажем, простой в использовании
• Работает в двух независимых друг от друга режимах (ручной и пневматический)
• При работе в пневматическом режиме, станок должен работать от воздушного компрессора с мощностью привода 3 л.с. (1 л.с.=0,74 кВт) или с производительностью 0.8 ~ 1МПа.
• Макс. усилие 16 тонн
• Пневматический режим работы отличается более высокой производительностью и отсутствием применения физической силы работника
• Ручной режим работы востребован как мобильная версия на строй площадке
• 6 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Холодная гибка в одной плоскости для толстостенных труб (газ, вода и трубы отопления, железные трубы, оцинкованные трубы) Гиб до 90°
• Гиб на углы от 0 градусов до 90 градусов на трубах от 1/2"-3"(условного прохода трубы), от 22-90мм (наружного диаметра трубы)
• Прочная конструкция для использования в тяжёлых рабочих условиях
Широко применяется в сфере строительных и ремонтных работ. Прокладка газо- и водопроводов, производство всевозможных ограждений, каркасных конструкций.
Совмещает в себе лучшие характеристики двух типов:
Модель Stalex HB-12Q продавливает заготовки при помощи гидравлической направляющей, работая в двух независимых друг от друга режимах (ручной и пневматический), с набором сменных рабочих оправ. Помимо шести рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Производительный станок с быстрой установкой и демонтажем, простой в использовании
• Работает в двух независимых друг от друга режимах (ручной и пневматический)
• При работе в пневматическом режиме, станок должен работать от воздушного компрессора с мощностью привода 3 л.с. (1 л.с.=0,74 кВт) или с производительностью 0.8 ~ 1МПа.
• Макс. усилие 12 тонн
• Пневматический режим работы отличается более высокой производительностью и отсутствием применения физической силы работника
• Ручной режим работы востребован как мобильная версия на строй площадке
• 6 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Холодная гибка в одной плоскости для толстостенных труб (газ, вода и трубы отопления, железные трубы, оцинкованные трубы) Гиб до 90°
• Гиб на углы от 0 градусов до 90 градусов на трубах от 1/2"-2"(условного прохода трубы), от 22-62мм (наружного диаметра трубы)
• Прочная конструкция для использования в тяжёлых рабочих условиях

Ручной трубогиб используется для сгибания различных металлических (алюминиевых, медных, стальных), металлопластиковых труб. Этот инструмент представляет собой удобный и простой механизм, с помощью которого можно аккуратно произвести выгибание трубы. Ручной трубогиб не требует подключения к электросети, что позволяет использовать его прямо на месте ремонта или монтажа труб.
Модель Stalex TR-12 оснащена тремя проточками 15 мм, 25 мм, 40 мм под профильные трубы с толщиной стенки до 1,5 мм. Отличительной особенностью станка является угол изгиба заготовки - 180°. Трубогиб имеет отверстия в основании для крепления к столу.
Особенности:
• Удобный и простой механизм
• Максимальный угол гиба 180°
• Широкий спектр применения
• Не требует подключения к электросети
• Проточки 15 мм, 25 мм, 40 мм для профильных труб
• Отверстия в основании для крепления станка к верстаку.
Возможный предельный размер для станка - 40х40мм, это крайне тяжёлая заготовка для этой модели, что влечёт к преждевременному износу станка, при условии регулярного использования данного профиля. Ниже показана установка профиля 40х40 на станке Stalex TR-12.

Максимальный угол гиба до 200°.
Большой выбор стандартных штампов.
Станок поставляется с напольной стойкой.
Предназначен для небольшого производства, слесарной мастерской или кузни. Легко размещается в небольших помещениях, ангарах, гараже или на даче. Универсальный станок - позволяет легко и дешево выполнить как разовые работы, так и мелкосерийное производство по гибке труб, профилей или проката.
Универсальный минитрубогиб незаменим в производстве скобяных изделий, катушек, крючков, а также для проволочной формовки. С помощью этого инструмента можно изгибать проволоку и прутья под острыми углами разной величины.
Это оборудование востребовано в производственных цехах, в маленьких мастерских и на стройплощадках.
- Трубогиб
- Ручка трубогиба
- Вал короткий
- Вал полудюймовый
- Инструмент измерительный (согласно комплектации)
- Шпилька фиксирующая
- Вал три шестнадцатых дюйма
- Вал четвертьдюймовый
- Кольцо дюймовое
- Матрица угловая
С помощью данного трубогиба можно создавать отверстия по центру, S-формы, изгибать петли, змеевики.
Перед началом работы трубогиб необходимо закрепить с помощью верстака или Т-образного паза надежно зафиксированного станка.
Для производства отверстий заготовка помещается между зажимом и валом. Чтобы изготовить параллельные изгибы она придерживается пальцем, после чего ручка поворачивается по часовой стрелке до полного оборота (360 градусов) заготовки.
Чтобы изогнуть змеевик или петлю необходимо приподнять заготовку во время сгибания.
При изготовлении змеевика можно применить распорную деталь для производства нескольких изгибов. При этом интервалы между петлями должны быть равномерными. Чтобы сделать S-форму, надо укрепить заготовку на ручке короткого вала, надежно ее зафиксировать, затем совершить изгиб по часовой стрелке. Для осуществления следующего изгиба следует осуществить те же дейсвия, но в противоположном направлении.
Для сгиба двух и более заготовок равной длины целесообразно применить измерительный инструмент. Необходимо закрепить измеритель на трубогибе. От инструмента до конца измерителя должно быть расстояние равное длине заготовки. После этого закрепляется зажим.
При осуществлении гибки заготовки, которая имеет квадратную форму, следует пользоваться измерительным инструментом.
Трубогиб ручной Stalex MPB-25S поставляется в кофре (пластиковом кейсе) с семью наборами роликов для гибки круглой трубы из углеродистых, нержавеющих сталей и меди. Станок имеет основание для крепления к верстаку.
Производит гибку трубы методом протягивания заготовок по штампу – таких изделий как дуги, рамы, каркасы и прочее из водогазопроводных и метрических труб. Работает с трубами диаметром 9,5-25,4мм (3/8"- 1").
Наборы роликов для гибки труб состоят из семи типоразмеров: 3/8", 1/2", 9/16", 5/8", 3/4", 7/8", 1".
Гибка может производится в нескольких плоскостях с максимальным углом гибки - 180°.
Особенности:
- MPB-25S представляет собой портативный инструмент для холодной гибки труб
- Качественный ровный гиб для использования в цеху и на стройплощадке.
- Быстрая гибка труб в дугу U.
- Крепкий пластиковый корпус транспортировки и наборы роликов включены в стандартную комплектацию.
- Подходит для работы с трубами из цветных материалов, стали в том числе и нержавеющей стали (диапазон труб 9,5-25,4мм). Семь наборов роликов.
- Основание станка легко крепится к верстаку. Прост в эксплуатации и быстро устанавливается.
Stalex ТR-10
Ручной трубогиб используется для сгибания различных металлических (алюминиевых, медных, стальных), металлопластиковых труб. Этот инструмент представляет собой удобный и простой механизм, с помощью которого можно аккуратно произвести выгибание трубы. Ручной трубогиб не требует подключения к электросети, что позволяет использовать его прямо на месте ремонта или монтажа труб. Модель Stalex TR-10 оснащена тремя проточками под круглые трубы с внешним диаметром 20, 25, 32 мм с толщиной стенки до 1,5 мм. Отличительной особенностью станка является угол изгиба заготовки - 180°. Трубогиб имеет отверстия в основании для крепления к столу.
- Удобный и простой механизм;
- Максимальный угол гиба 180°;
- Широкий спектр применения;
- Не требует подключения к электросети;
- Проточки для труб диаметром с внешним диаметром 20, 25, 32 мм;
- Отверстия в основании для крепления станка к верстаку.
-
Трубогиб предназначен для гибки труб прямоугольного, квадратного и круглого сечения
-
Легкость гибки и мобильность оборудования позволяет осуществлять работу на объекте.
-
Большой выбор оправок в стандартном комплекте.
Комплектация:
-
Набор оправок для гибки круглой трубы – 3/8", 1/2", 9/16", 5/8", 3/4", 7/8"
-
Набор оправок для гибки квадратной трубы –3/4", 1"
Трубогиб Stalex JTB-50 предназначен для изгибания круглых труб из металла или другого материала по заданному радиусу. Производит гибку трубы методом протягивания заготовки по ролику – такие изделия как дуги, рамы, каркасы и прочее из водогазопроводных и метрических труб с изгибами в нескольких плоскостях, что обеспечивает точность изгиба трубы на заданный угол и с заданным радиусом, без заломов в области гибки. Применяется для гибки на угол до 180°, макс. размер трубы Ø51мм, с толщиной стенки до 4мм (сталь) и 5мм (цветные металлы). Гибка может производиться различной конфигурацией и в разных плоскостях, модель подходит для работы в условиях мелкосерийного и индивидуального производства. Угол гибки задаётся и контролируется путем ввода необходимого угла через счетчик-индикатор, диапазон угла гибки от 0 до 180°. Выполняет профессиональный и качественный дугообразный гиб широко используется в сфере декора, архитектуры, обустройстве общественных пространств и прочее. Станок может управляться в ручном режиме путем нажатия отдельных кнопок и в полуавтоматическом режиме под управлением оптико-электрического кодирующего устройства (датчика), что подходит для регулярного объёма выпуска продукции. Такие особенности, как простота конструкции, легкость эксплуатации, энергосбережение и высокая эффективность, делают станок идеальным для гибки труб.
Преимущества:
-
Настройка станка не требует специальной подготовки.
-
Угол поворота сменного гибочного штампа контролируется оптико-электрическим кодирующим устройством.
-
Требуемый угол задается счетчиком-индикатором в градусах.
-
Высокая скорость и точность гибки трубы методом протягивания заготовки по ролику.
-
Простота конструкции, легкость эксплуатации и высокая эффективность при гибке заготовки в одно касание.
-
Прочность конструкции станка.
-
В стандартной комплектации 4ть комплекта штампов (оснастки) – Ø25; 32; 38; 48мм.
-
Гибка может производиться различной конфигурацией и в разных плоскостях.
- При работе с крупными заготовками требуется монтаж станка к полу (для труб от 32мм).
Усиленная конструкция для длительного срока службы, с 2-мя приводными роликами + гидравлический привод верхнего вала. Изменена конструкция в 2022г. с трёх приводных роликов на два приводных нижних ролика – для улучшенного проката большого диаметра труб. При прокате большого диаметра трубы, если все три ролика работают вместе, при вращении его по кругу скорость внутреннего и внешнего кругов различна, это приведет к повреждению поверхности при прокатке круглой трубы.
Простое управление, удобен в работе.
Для интенсивного промышленного применения.
Максимальный размер труб - 70х70х3мм, 80х40х3мм
Особенности:
- Мощная стальная сварная рама
- Передвижная панель управления
- Гидравлический привод верхнего вала
- Защитный чехол от пыли на участке перемещения верхнего вала
- Вдоль перемещения верхнего ролика на станке установлена шкала повторяемости
- Датчик системы давления
- Ролики имеют возможность регулировки ширины

 |
Переносная панель станка имеет кнопки: - кнопка аварийной остановки - датчик работы станка - кнопки включения и выключения - кнопки перемещения верхнего вала вниз и вверх |
||||
 |
Станок имеет возможность установки и работы в горизонтальном положении |

Тип станка – ручной гидравлический отличен от других вариантов ручных трубогибов тем, что его привод усилен гидравликой. Это позволяет монтажнику прикладывать меньше усилий при гибки стальных труб, и затрачивать на гибку гораздо меньше времени.
Модель Stalex MHPB-4J продавливает заготовки при помощи гидравлической направляющей, с набором сменных рабочих оправ. Помимо девяти рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Простой ручной станок с гидравлическим приводом для легкого использования
• Макс. усилие 23 тонн
• 9 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Устойчивая конструкция на трёх опорах для удобной работы с заготовкой
• Холодная гибка труб в одной плоскости. Гиб до 90°.
Гибка производится в одной плоскости, макс. угол гибки 90°. При необходимости трубы макс. диаметров нужно набивать песком. При использовании трубогиба риск сплющивания или излома минимален, кроме того, уменьшается потребность в стыковочных элементах – отводах и фитингах, поэтому прокладка трубопровода становится более экономичной.
Совмещает в себе лучшие характеристики двух типов:
- Модель усилена гидравлическим приводом, что позволяет монтажнику прикладывать меньше усилий при гибки стальных труб, и затрачивать на гибку гораздо меньше времени.
- Процесс гибки (движение штока гидроцилиндра) происходит за счёт электродвигателя.
При такой конструкции станка, усилие работника сводятся к минимуму – он производит лишь установку настроек и смену заготовок.
Модель Stalex EHPB-2D продавливает заготовки при помощи гидравлической направляющей, электродвигателя с набором сменных рабочих оправ. Помимо шести рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Производительный станок для легкого использования с быстрой установкой и демонтажем
• Макс. усилие 13 тонн
• 6 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Гидравлический привод, электродвигатель, манометр
• Холодная гибка труб в одной плоскости. Гиб до 90°
Тип станка – ручной гидравлический отличен от других вариантов ручных трубогибов тем, что его привод усилен гидравликой. Это позволяет монтажнику прикладывать меньше усилий при гибки стальных труб, и затрачивать на гибку гораздо меньше времени.
Модель Stalex MHPB-1A продавливает заготовки при помощи гидравлической направляющей, с набором сменных рабочих оправ. Помимо четырёх рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Простой ручной станок с гидравлическим приводом для легкого использования
• Макс. усилие 6 тонн
• 4 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Быстрая установка и демонтаж
• Холодная гибка труб в одной плоскости. Гиб до 90°.
Тип станка – ручной гидравлический отличен от других вариантов ручных трубогибов тем, что его привод усилен гидравликой. Это позволяет монтажнику прикладывать меньше усилий при гибки стальных труб, и затрачивать на гибку гораздо меньше времени.
Модель Stalex MHPB-3J продавливает заготовки при помощи гидравлической направляющей, с набором сменных рабочих оправ. Помимо восьми рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Простой ручной станок с гидравлическим приводом для легкого использования
• Макс. усилие 20 тонн
• 8 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Устойчивая конструкция на трёх опорах для удобной работы с заготовкой
• Холодная гибка труб в одной плоскости. Гиб до 90°.
Тип станка – ручной гидравлический отличен от других вариантов ручных трубогибов тем, что его привод усилен гидравликой. Это позволяет монтажнику прикладывать меньше усилий при гибки стальных труб, и затрачивать на гибку гораздо меньше времени.
Модель Stalex MHPB-2J продавливает заготовки при помощи гидравлической направляющей, с набором сменных рабочих оправ. Помимо шести рабочих опор станок имеет две горизонтальные опоры, устанавливаемые в отверстия для регулировки радиуса гиба.
Особенности:
• Простой ручной станок с гидравлическим приводом для легкого использования
• Макс. усилие 13 тонн
• 6 сменных штампов в комплекте
• Две горизонтальные опоры для регулировки радиуса гиба
• Устойчивая конструкция на трёх опорах для удобной работы с заготовкой
• Холодная гибка труб в одной плоскости. Гиб до 90°.
Мощный гидравлический трубогиб для гибки профильных труб, полосы, прутка.
Крепкая устойчивая конструкция для длительного срока службы с 2-мя приводными нижними роликами и гидравлический привод верхнего вала. Простое управление, удобен в работе.

|
Гидравлический привод верхнего вала. |
||||

|
Стойка управления с двумя ножными педалями и кнопкой аварийной остановки снабжена удобной ручкой для переноски. |
||||

|
Ролики имеют возможность регулировки ширины |
||||
.jpg")
|
Станок имеет возможность установки и работы в горизонтальном положении. |
Для интенсивного промышленного применения.
Комплектация:
Стойка управления с двумя ножными педалями и кнопкой аварийной остановки снабжена удобной ручкой для переноски.
Особенности:
- Мощная стальная сварная рама;
- Передвижная панель управления;
- Гидравлический привод верхнего вала;
- Защитный чехол от пыли на участке перемещения верхнего вала;
- Вдоль перемещения верхнего ролика на станке установлена шкала повторяемости;
- Датчик системы давления ;
- Ролики имеют возможность регулировки ширины.
В поставке универсальный комплект оправок для изгибания:
- профильных труб - 10x10, 20x20, 30x30, 40х20, 40x40, 50х25, 50х40, 50x50, 60х40, 60х60х3, 70х50х3, 80х40х3
- полосы – 60х10, 100х15
- полосы вертик. - 40x10, 60x10
- квадрата – 20х20, 35х35
- прутка - Ø 30, 35
Виды обрабатываемых профилей:

Станок оснащен наклоняемым гибочным механизмом. Механизм работает как в вертикальном, так и горизонтальном положении.
После того как вы выбрали необходимое рабочее положение, вставьте материал для гибки между валками. Для того чтобы получить необходимый процесс гибки, на направляющем валке выберите направление гибки.
Необходимый профиль гибки достигается постепенным перемещением верхнего валка вниз, который работает от гидростанции.
Направляющие валки приводятся в действие гибочным механизмом, который работает от электродвигателя. Это позволяет выполнять повторные перемещения в обоих направлениях.
Пуск электродвигателя в обоих направлениях осуществляется при помощи двойной педали.
В комплектации стандартный комплект роликов для изгибания квадратной и профильной трубы, а также прямоугольника максимального размера 60х20 с минимальным диаметром 800мм.
Особенности:
-
Мощная стальная сварная рама
-
Передвижная панель управления
-
Гидравлический привод верхнего вала
-
Вдоль перемещения верхнего ролика на станке установлена шкала повторяемости
-
Датчик системы давления
-
Ролики имеют возможность регулировки ширины
- Станок имеет возможность работы в вертикальном и горизонтальном положении
|
Переносная панель станка имеет кнопки: - кнопка аварийной остановки - датчик работы станка - кнопки включения и выключения - кнопки перемещения верхнего вала вниз и вверх |

|
Комплектация:
Стойка управления с двумя ножными педалями и кнопкой аварийной остановки, снабжена удобной ручкой для переноски.
В поставке универсальный комплект оправок для изгибания:
профильных труб –10х10, 15х15, 20х20, 25х25, 30х30, 40х20, 40х40, 50х25, 50х50х2,5;
Виды обрабатываемых профилей:

Гидравлические прессы Stalex HP-300 предназначены для работы в ремонтных и сборочных цехах, используется для сборки узлов под давлением (пример: сборка игольчатых подшипников, запрессовка подшипников в агрегаты машин, в том числе и погонных подшипников). Так же на данном прессе возможно вести работы связанные с корректировкой положения элементов детали, запрессовка втулок в глухих и сквозных отверстиях, замыкание стопорных колец соответственного размера, пробивку отверстий и другие виды операций.
Так же гидравлические прессы Stalex HP являются идеальным оборудованием для автомобильной отрасли. Пресс предназначен для сгибания, монтажа и демонтажа, прессования и растягивания, склепки, штамповки, испытания под нагрузкой, испытания сварки и т.д. Используя специальные формы, можно штамповать различные автомобильные запчасти. Благодаря регулировке положения рабочего стола, можно выполнять обработку высоких деталей, это особенно полезно для монтажа и демонтажа тяжелых автомобильных деталей.

Гидравлические прессы Stalex HP-200 предназначены для работы в ремонтных и сборочных цехах, используется для сборки узлов под давлением (пример: сборка игольчатых подшипников, запрессовка подшипников в агрегаты машин, в том числе и погонных подшипников). Так же на данном прессе возможно вести работы связанные с корректировкой положения элементов детали, запрессовка втулок в глухих и сквозных отверстиях, замыкание стопорных колец соответственного размера, пробивку отверстий и другие виды операций.
Так же гидравлические прессы Stalex HP являются идеальным оборудованием для автомобильной отрасли. Пресс предназначен для сгибания, монтажа и демонтажа, прессования и растягивания, склепки, штамповки, испытания под нагрузкой, испытания сварки и т.д. Используя специальные формы, можно штамповать различные автомобильные запчасти. Благодаря регулировке положения рабочего стола, можно выполнять обработку высоких деталей, это особенно полезно для монтажа и демонтажа тяжелых автомобильных деталей.
Гидравлический пресс Stalex HP-150 предназначен для работы в ремонтных и сборочных цехах, используется для сборки узлов под давлением (пример: сборка игольчатых подшипников, запрессовка подшипников в агрегаты машин, в том числе и погонных подшипников). Так же на данном прессе возможно вести работы связанные с корректировкой положения элементов детали, запрессовка втулок в глухих и сквозных отверстиях, замыкание стопорных колец соответственного размера, пробивку отверстий и другие виды операций.
Гидростанция станка имеет 3 положения работы:
-
Рычаг вперёд – рабочий ход
-
Среднее положение рычага – стоп
-
Рычаг назад – обратный ход штока в верх
Так же гидравлические прессы Stalex HP являются идеальным оборудованием для автомобильной отрасли. Пресс предназначен для сгибания, монтажа и демонтажа, прессования и растягивания, склепки, штамповки, испытания под нагрузкой, испытания сварки и т.д. Используя специальные формы, можно штамповать различные автомобильные запчасти. Благодаря регулировке положения рабочего стола, можно выполнять обработку высоких деталей, это особенно полезно для монтажа и демонтажа тяжелых автомобильных деталей.
Автоматическое управление давлением - (когда давление в системе снижается, два насоса работают одновременно) выдавая быструю скорость и высокую эффективность. Когда необходимое давление поднялось - то работает только первый насос высокого давления, это увеличивает стабильность, и сохраняет энергопотребление и усилие. Это один из видов патента изготовителя, называемый - адаптивное управление. Двойной насос для нагнетания масла, который позволяет экономить 60% энергии и повысить эффективность в 2-3 раза по сравнению с традиционными гидравлическими прессами. В нем сочетаются преимущества простой конструкции, высокого давления с меньшим весом, поэтому, данный агрегат будет очень удобен в эксплуатации (конструкция станка размещает на одном валу 2 насоса, при опускании и поднятии балки работает первый насос с одинаковой скоростью в обе стороны, при соприкосновении с заготовкой включается второй насос – который является высокопроизводительным).
Вес станка 1362кг означает крепкую и жёсткую раму, что обеспечивает устойчивую работу. Модели Stalex HP имеют мощные сваренные опоры для установки тяжёлых деталей, не подвергая риску рабочий процесс запрессовки (исключаются люфты, перекосы и поломки станины).
 |
Гидростанция станка имеет 3 положения работы:
Время опускание штока на макс. длину 250мм (макс. ход) – 58 секунд (без нагрузки) Время обратного подъёма штока – 48 секунд (без нагрузки)
|
|
 |
А – общая высота станка |
2070 мм |
|
B – общая ширина станка (по ножным опорам) |
1490 мм |
|
|
С – общая глубина станка |
600 мм |
|
|
D – расстояние между опорами |
995 мм |
|
|
Е – ширина опор |
315 мм |
|
|
H - максимальная высота заготовки, т.е. расстояние от верхней позиции цилиндра до нижнего положения рабочего стола. |
700 мм |
|
 |
Четыре ребра жёсткости рабочего стола. (D: Ширина 995мм – расстояние между опорами) (Ширина 1330мм – расстояние стола вкл. ширину опор) |
|
 |
Рычаги крепления стола – Ø=58мм. Рычаги крепления стола – L=435мм (гладкая часть) / L= 535мм (общая длина). Ø отв. крепления стола на сварных опорах - Ø=60мм. Толщины стенок сварных опор – 30мм. Толщина горизонтальной части стола (рабочая поверхность) – 42мм. Ø отверстия в рабочей части стола – 100мм. |
|
 |
В стандартной комплектации два рабочих блока. 115х95х30 (ДхШхТ). Глубина V-образного паза -29мм.
|
|
 |
Манометр |
|
 |
В стандартной комплектации поставляется пресс-головка. Ø пресс-головки – 150мм Высота пресс-головки – 40мм + резьба 38мм |
|
 |
Вал штока без пресс-головки. Ø штока – 145мм (в обточке на длине 15мм) /150мм (рабочая поверхность Макс. ход штока – 250мм |
|
 |
В стандартной комплектации поставляются дополнительные уплотнительные кольца. |
|
 |
Шильдик станка. |
|
 |
Шильдик мотора гидростанции. |
|
 |
||
 |
Стандартная комплектация: Рабочие блоки – 2шт Пресс-головка – 1шт Цепь для перемещения рабочего стола Дополнительные уплотнительные кольца |
|
 |
Гидростанция упакована отдельно в фанерный ящик |
|

Энергосберегающий односкоростной мотор с двумя насосами. В стандартной комплектации – гидромеханический синхронизатор работы.
Одноцилиндровый листогибочный гидравлический пресс Stalex HPB-1500 предназначен для работы в мастерских и на единичных и серийных производствах. Стальная надёжная конструкция гарантирует необходимую жесткость и устойчивость станка при ежедневном использовании. Рабочий стол можно перемещать вверх и вниз, что значительно увеличивает рабочую высоту оборудования и облегчает работу. Подъем может происходит с помощью цепи через главный цилиндр. Контроль давления в надежной и высокоточной гидравлической системе осуществляется по манометру. Удобное управление станком позволяет изменять длину хода поршня цилиндра. Станок комплектуется V-образной матрицей и пуансоном.
Особенности:
- Стальная надежная конструкция
- Надежная и высокоточная гидравлическая система
- Контроль давления по манометру
- Удобное управление станком
- Рабочий стол перемещается вверх и вниз


Энергосберегающий односкоростной мотор с двумя насосами. В стандартной комплектации – гидромеханический синхронизатор работы.
Гидравлический пресс Stalex HPB-790 предназначен для работы в ремонтных и сборочных цехах, для единичных и серийных производств, используется для изготовления простых изделий и запчастей методом гибки.
Стальная надёжная конструкция и специальные гибочные штампы гарантируют необходимую жесткость и устойчивость станка при ежедневном использовании. В нем сочетаются преимущества простой конструкции, высокого давления с меньшим весом, поэтому, данный агрегат будет очень удобен в эксплуатации. Надежная и высокоточная гидравлическая система, контроль давления по манометру, удобное управления станком, рабочий стол перемещающийся вверх и вниз.
Гидростанция станка имеет 3 положения работы:
-
Рычаг в право – рабочий ход
-
Среднее положение рычага – стоп
-
Рычаг влево – обратный ход штока в верх
|
|
Гидростанция станка имеет 3 положения работы:
Время опускание штока на макс. длину 220мм (макс. ход) – 34 секунд (без нагрузки) Время обратного подъёма штока – 25 секунд (без нагрузки)
Видео работы (тестовый запуск) - https://youtu.be/yYrRjKrOHTg
|
|
|
|
А – общая высота станка |
1800 мм |
|
B – общая ширина станка (по ножным опорам) |
1100 мм |
|
|
B – общая ширина станка (верхняя часть станка + гидростанция) |
1290 мм |
|
|
С – общая глубина станка |
500 мм |
|
|
D – расстояние между опорами |
795 мм |
|
|
Е – ширина опор |
250 мм |
|
|
H - максимальная высота заготовки, т.е. расстояние от верхней позиции пуансона до нижнего положения рабочего стола. |
540 мм |
|
|
|
Четыре ребра жёсткости рабочего стола. (D: Ширина 795мм – расстояние между опорами) (Ширина 950мм – расстояние стола вкл. ширину опор) |
|
|
|
Рычаги крепления стола – Ø=38мм. Рычаги крепления стола – L= 340мм (гладкая часть) / L= 420мм (общая длина). Ø отв. крепления стола на сварных опорах - Ø=42мм. Толщины стенок сварных опор – 20/6мм. Толщина горизонтальной части стола (рабочая поверхность) – 28мм. Ø отверстия в рабочей части стола – 90мм. |
|
|
|
В стандартной комплектации матрица – 1шт (длина 785мм, 5 ручьёв) Ширина первого ручья – 47мм Ширина второго ручья – 32мм Ширина третьего ручья – 24мм Ширина четвёртого ручья – 18мм Ширина пятого ручья – 14мм |
|
|
|
В стандартной комплектации пуансон – 1шт (длина 783мм)
|
|
|
|
Манометр |
|
|
|
Диаметр штока – 80мм Макс. ход штока – 220мм Диаметр бокового штока – 25мм (2шт) |
|
|
|
В стандартной комплектации поставляются дополнительные уплотнительные кольца. |
|
|
|
Шильдик станка. |
|
|
|
Шильдик мотора гидростанции. |
|
|
|
Шильдик гидростанции. |
|
|
|
||













Станок состоит из двух независимых рабочих зон: отбортовки (заготовительная) и завальцовки (сборочная). Прижим роликов производится вручную. Это позволяет работать на одном станке двум операторам одновременно, независимо друг от друга, что увеличивает производительность, и уменьшает затраты времени на обработку одной детали. Получаемые детали отличает жёсткость и легкость, благодаря стоячему фальцу, который образует плотный шов между сегментами.
Выносные педали управления, для каждой рабочей зоны, делает работу на станке более простой и удобной.
Особенности:
- Диаметр труб 150 – 1500 мм.
- Максимальная толщина металла 1,5 мм
- Переход от одного вида замка на другой за несколько секунд
- Прочная и надежная конструкция станка
- Позволяет собирать многосекционные трубы за счет конструкции крепления малого ролика на сборочном узле
- В стандартной комплектации два комплекта направляющих - для труб малого и большого диаметра.
Сварочные позиционеры Stalex WP, предназначены для размещения на рабочем столе (планшайбе) тяжёлых заготовок для последующей сварки швов, имеют большой диапазон угла поворота, скорость вращения с изменяемой скоростью.
Особенности:
-
Жёсткие сварочные позиционеры Stalex WP, с высокой грузоподъёмностью
-
Автоматическое движение/вращения рабочего стола (планшайбы) с изменяемой скоростью вращения 0÷5 об/мин
-
Подходит для сварки и резки тяжёлых заготовок, а также сборки изделий.
-
Рабочий стол представляет собой вращающуюся планшайбу, с крепёжными отверстия для фиксации заготовок
-
Рабочий стол (планшайба) может поворачиваться на угол от 0° до 135°, для удобного доступа к заготовкам
Сварочные позиционеры Stalex WP, предназначены для размещения на рабочем столе (планшайбе) тяжёлых заготовок для последующей сварки швов, имеют большой диапазон угла поворота, скорость вращения с изменяемой скоростью.
Особенности:
-
Жёсткие сварочные позиционеры Stalex WP, с высокой грузоподъёмностью
-
Автоматическое движение/вращения рабочего стола (планшайбы) с изменяемой скоростью вращения 0÷5 об/мин
-
Подходит для сварки и резки тяжёлых заготовок, а также сборки изделий.
-
Рабочий стол представляет собой вращающуюся планшайбу, с крепёжными отверстия для фиксации заготовок
-
Рабочий стол (планшайба) может поворачиваться на угол от 0° до 135°, для удобного доступа к заготовкам
Сварочные позиционеры Stalex WP, предназначены для размещения на рабочем столе (планшайбе) тяжёлых заготовок для последующей сварки швов, имеют большой диапазон угла поворота, скорость вращения с изменяемой скоростью, моторизированный наклон рабочего стала (модель Stalex WP500).
Особенности:
-
Жёсткие сварочные позиционеры Stalex WP, с высокой грузоподъёмностью
-
Автоматическое движение/вращения рабочего стола (планшайбы) с изменяемой скоростью вращения 0÷5 об/мин
-
Подходит для сварки и резки тяжёлых заготовок, а также сборки изделий.
-
Рабочий стол представляет собой вращающуюся планшайбу, с крепёжными отверстия для фиксации заготовок
-
Рабочий стол (планшайба) может поворачиваться на угол от 0° до 135°, для удобного доступа к заготовкам
Особенности:
• Крепление на позиционеры WP и другие поверхности - не предусмотрено
• Кулачки имеют степень закалки – HRC 17
• Материал кулачков / материал диска (корпуса) – сталь
• C 2020 года на позиционерах WP-500 рабочие столы сварочного позиционера поставляются с отверстиями для крепления патрона WPC (в случае более ранней поставки необходимо сверлить отверстия самостоятельно)

• Рабочий стол позиционеров WP-220 и WP-350 – имеет по 6 лучевидных пазов для крепления патронов Stalex WPC.

• Для крепления трёхкулачковых патронов Stalex WPC с другими позиционерами и/или поверхностями – отверстия на изделиях других производителей нужно сверлить самостоятельно.
Особенности:
• Крепление на позиционеры WP и другие поверхности - не предусмотрено
• Кулачки имеют степень закалки – HRC 17
• Материал кулачков / материал диска (корпуса) – сталь
• C 2020 года на позиционерах WP-500 рабочие столы сварочного позиционера поставляются с отверстиями для крепления патрона WPC (в случае более ранней поставки необходимо сверлить отверстия самостоятельно)
• Рабочий стол позиционеров WP-220 и WP-350 – имеет по 6 лучевидных пазов для крепления патронов Stalex WPC.
• Для крепления трёхкулачковых патронов Stalex WPC с другими позиционерами и/или поверхностями – отверстия на изделиях других производителей нужно сверлить самостоятельно.
Особенности:
• Крепление на позиционеры WP и другие поверхности - не предусмотрено
• Кулачки имеют степень закалки – HRC 17
• Материал кулачков / материал диска (корпуса) – сталь
• C 2020 года на позиционерах WP-500 рабочие столы сварочного позиционера поставляются с отверстиями для крепления патрона WPC (в случае более ранней поставки необходимо сверлить отверстия самостоятельно)
• Рабочий стол позиционеров WP-220 и WP-350 – имеет по 6 лучевидных пазов для крепления патронов Stalex WPC.
• Для крепления трёхкулачковых патронов Stalex WPC с другими позиционерами и/или поверхностями – отверстия на изделиях других производителей нужно сверлить самостоятельно.
Сварочные позиционеры Stalex WP, предназначены для размещения на рабочем столе тяжёлых заготовок для последующей сварки швов, имеют регулировку наклона угла поворота рабочего стола и регулировку высоты от пола.
Особенности:
-
Жёсткие сварочные позиционеры Stalex WP, с высокой грузоподъёмностью
-
Подходит для сварки и резки тяжёлых заготовок, а также сборки изделий
-
Рабочий стол с крепёжными продольными отверстия для фиксации заготовок
-
Рабочую заготовку можно легко повернуть в любое положение
-
Поворот производится вручную безопасно и быстро
-
Не требует подключения к сети или пневматической и другим системам управления
-
Рабочий стол регулируется вручную от 22,5°; 45° и 90°
-
Высота опорной ноги регулируется в шагах по 50 мм
Сварочные позиционеры Stalex WP, предназначены для размещения на рабочем столе заготовок для последующей сварки швов, имеют регулировку высоты подъёма рабочего стола и поворот рабочего стола по окружности при ослаблении рычага фиксации.
Особенности:
-
Жёсткие сварочные позиционеры Stalex WP, с высокой грузоподъёмностью
-
Поворот производится вручную безопасно и быстро в двух осях
-
Плавный и поворот по двум осям происходит за счёт узлов с безлюфтовыми подшипниками
-
Достаточно небольшого усилия для того чтобы переместить заготовку в новое положение
-
Рабочий стол с крепёжными продольными отверстия для фиксации заготовок
-
Не требует подключения к сети или пневматической и другим системам управления
-
Поворот рабочего стола по окружности производится при ослаблении быстрозажимного рычага фиксации
Сварочные позиционеры Stalex WP, предназначены для размещения на рабочем столе заготовок для последующей сварки швов, имеют регулировку высоты подъёма рабочего стола и поворот рабочего стола по окружности при ослаблении рычага фиксации.
Особенности:
-
Жёсткие сварочные позиционеры Stalex WP
-
Поворот производится вручную безопасно и быстро в двух осях
-
Плавный и поворот по двум осям происходит за счёт узлов с безлюфтовыми подшипниками
-
Достаточно небольшого усилия для того чтобы переместить заготовку в новое положение
-
Рабочий стол с крепёжными продольными отверстия для фиксации заготовок
-
Не требует подключения к сети или пневматической и другим системам управления
-
Поворот рабочего стола по окружности производится при ослаблении быстрозажимного рычага фиксации
Stalex SBWT-1000
Станок для сборки сегментных отводов Stalex SBWT-1000 — предназначен для производства сегментных отводов, заглушек, переходов и других фасонных изделий круглого сечения, диаметром до 1 метра и толщиной до 1,2 мм, путем фальцевого соединения. Широко применяется в производстве и сборке систем вентиляции (вентиляционных соединений), воздушного отопления, воздухоочистки и водоотводов.
Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки.
Точно полированные вальцы из углеродистой стали.
На вальцах станка расположены желоба для гибки арматуры.
На станке установлен откидной защитный кожух для предотвращения попадания в вальцы посторонних предметов во время выполнения другой операции.
Гибка на максимальный угол 90°.
Гибка происходит по типу гибки на прессе – гибочными штампами (пуансон х матрица).
Съемные сегменты пуансона позволяют производить отбортовку поддонов и коробов.
Гильотина станка идеально режет металл до 1.0 мм.
Задняя часть станка имеет ограничитель подачи листа, для резки листа на заданный размер.
Для снижения усилия оператора во время работы станок оснащен удобными рукоятями большой длины с противоскользящими наконечниками.
Возможность работы с правой и левой стороны станка (ручка вращения перестанавливается по желанию).
Особенности:
• Комбинирование функций резки, гибки и проката
• Максимальная толщина обрабатываемого металла 1,0 мм
• Жесткая стальная конструкция
• Комплект гибочных штампов
• Гибка на максимальный угол 90°
• Площадка-основание для размещения и прижима листа перед резкой
• Отшлифованные ножи для резки
• Регулируемый ограничитель подачи листа
Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки.
Точно полированные вальцы из углеродистой стали.
На вальцах станка расположены желоба для гибки арматуры.
На станке установлен откидной защитный кожух для предотвращения попадания в вальцы посторонних предметов во время выполнения другой операции.
Гибка на максимальный угол 90°.
Гибка происходит по типу гибки на прессе – гибочными штампами (пуансон х матрица).
Съемные сегменты пуансона позволяют производить отбортовку поддонов и коробов.
Гильотина станка идеально режет металл до 1.0 мм.
Задняя часть станка имеет ограничитель подачи листа, для резки листа на заданный размер.
Для снижения усилия оператора во время работы станок оснащен удобными рукоятями большой длины с противоскользящими наконечниками.
Возможность работы с правой и левой стороны станка (ручка вращения перестанавливается по желанию).
Особенности:
• Комбинирование функций резки, гибки и проката
• Максимальная толщина обрабатываемого металла 1,0 мм
• Жесткая стальная конструкция
• Комплект гибочных штампов
• Гибка на максимальный угол 90°
• Площадка-основание для размещения и прижима листа перед резкой
• Отшлифованные ножи для резки
• Регулируемый ограничитель подачи листа
Вальцы с диаметром 39мм.
Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки.
Точно полированные вальцы из углеродистой стали.
На вальцах станка расположены желоба для гибки арматуры.
На станке установлен откидной защитный кожух для предотвращения попадания в вальцы посторонних предметов во время выполнения другой операции.
Гибка на максимальный угол 90°.
Гибка происходит по типу гибки на прессе – гибочными штампами (пуансон х матрица).
Съемные сегменты пуансона позволяют производить отбортовку поддонов и коробов.
Гильотина станка идеально режет металл до 1.0 мм.
Задняя часть станка имеет ограничитель подачи листа, для резки листа на заданный размер.
Для снижения усилия оператора во время работы станок оснащен удобными рукоятями большой длины с противоскользящими наконечниками.
Право и левосторонняя возможность работы. При вращении рукояти в движение приводится все три узла, в время закрытия пуансона/матрицы, поднимаются гильотинные ножи (во время закрытия гильотинных ножей, поднимается пуансон с матрицы).
Особенности:
• Комбинирование функций резки, гибки и проката
• Подходит для резки мягкой стали, алюминия, латуни, меди и пластика
• Максимальная толщина обрабатываемого металла 1,0 мм
• Раскрытие верхнего ножа, установленного под углом – 2-3 мм (левая часть 18мм, правая часть 2 – 3 мм)
• Отшлифованные ножи для резки (поворотные для удвоенного срока службы)
• Площадка-основание для размещения и прижима листа перед резкой
• Жесткая стальная конструкция
• Комплект гибочных штампов
• Гибка на максимальный угол 90°
• Регулируемый ограничитель подачи листа – 550мм
• Канавки для прокатки прутка и формирования колец: Ø до 4 мм / до 4,5 мм / до 5,5 мм
 |
Высота сегментов – 103мм, глубина матрицы (входа пуансона в матрицу) – 10мм |
 |
Система регулировки антипрогиба матрицы исключающая прогиб |
 |
Отшлифованные ножи для резки (поворотные для удвоенного срока службы) Просвет гильотинных ножей – от 2мм до 18мм (левая часть 18мм, правая часть 2 – 3 мм) |
 |
Прижим листа для гильотины |
 |
Рабочий стол для гильотины + направляющая для листа для резки под углом 90° |
 |
Регулируемый ограничитель подачи листа – 550мм Два места положения упора (для резки и гибки) |
 |
Две маслёнки смазывающие эксцентриковый механизм вращения (кривошип) Кривошипы подлежат смазке смазочным шприцем по мере необходимости Не следует вводить слишком большое количество смазки На поверхности скольжения верхнего рычага следует нанести тонкий слой масла |
 |
Ручки подъёма заднего вала Диаметр валов – 39 мм |
 |
Ручки фиксации верхнего вала Верхний вал прижимается/регулируется для регулировки толщины металла |
 |
Канавки для прокатки прутка и формирования колец: Ø до 4 мм / до 4,5 мм / до 5,5 мм |
Комбинирование функций резки, гибки и проката (вальцевания).
Идеальная комбинация для обработки листового металла толщиной до 1,0 мм.
Вальцы с диаметром 36 мм.
Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки.
Точно полированные вальцы из углеродистой стали.
На вальцах станка расположены желоба для гибки арматуры.
На станке установлен откидной защитный кожух для предотвращения попадания в вальцы посторонних предметов во время выполнения другой операции.
Гибка на максимальный угол 90°.
Гибка происходит по типу гибки на прессе – гибочными штампами (пуансон х матрица).
Съемные сегменты пуансона позволяют производить отбортовку поддонов и коробов.
Гильотина станка идеально режет металл до 1.0 мм.
Задняя часть станка имеет ограничитель подачи листа, для резки листа на заданный размер.
Для снижения усилия оператора во время работы станок оснащен удобной рукоятью большой длины с противоскользящими наконечниками, рукоять возможно установить на любую сторону станка.
Право и левосторонняя возможность работы. При вращении рукояти в движение приводится все три узла, в время закрытия пуансона/матрицы, поднимаются гильотинные ножи (во время закрытия гильотинных ножей, поднимается пуансон с матрицы).
Особенности:
- Комбинирование функций резки, гибки и проката
- Подходит для резки мягкой стали, алюминия, латуни, меди и пластика
- Максимальная толщина обрабатываемого металла 1,0 мм
- Раскрытие верхнего ножа, установленного под углом 2 мм (левая часть 10 мм, правая часть 2 – 3 мм)
- Отшлифованные ножи для резки (поворотные для удвоенного срока службы / размер нижнего и верхнего ножа одинаковые - 20х8,5х355 мм)
- Площадка-основание для размещения и прижима листа перед резкой (365х87 мм / глубина 87 мм, с учётом размера нижнего ножа 20х8,5х355 мм)
- Жесткая стальная конструкция
- Комплект гибочных штампов
- Гибка на максимальный угол 90°
- Регулируемый ограничитель подачи листа – 300 мм резка/240 мм гибка
- Канавки для прокатки прутка и формирования колец: Ø до 3 мм / до 4 мм / до 4,5÷5 мм
|
|
|
|
Stalex 3-in-1/305 Матрица 353 мм (сплошная) Пуансон 305 мм, (5 сегментов – 26/51/51/77/100 мм) Макс. открытие Матрицы/Пуансона ≈ 7 мм (+5 мм вход пуансона в матрицу) |
|
|
|
Высота сегментов – 45 мм, глубина матрицы (входа пуансона в матрицу) – 5 мм |
|
|
|
| Система регулировки антипрогиба матрицы исключающая прогиб | |
|
|
Отшлифованные ножи для резки (поворотные для удвоенного срока службы / размер нижнего и верхнего ножа одинаковые - 20х8,5х355 мм) Просвет гильотинных ножей – от 3 мм до 10 мм (левая часть 10мм, правая часть 2 – 3 мм) |
|
|
|
| Прижим листа для гильотины | |
|
|
|
|
Рабочий стол для гильотины + направляющая для листа для резки под углом 90°. Размер рабочего стола (для гильотины) – 365х87 мм / глубина 87 мм, с учётом размера нижнего ножа 20х8,5х355 мм) |
|
|
|
Регулируемый ограничитель подачи листа – 300 мм резка/240 мм гибка
|
|
|
|
|
Две маслёнки смазывающие эксцентриковый механизм вращения (кривошип) Кривошипы подлежат смазке смазочным шприцем по мере необходимости Не следует вводить слишком большое количество смазки На поверхности скольжения верхнего рычага следует нанести тонкий слой масла. |
|
|
|
|
|
Ручки подъёма заднего вала Диаметр валов – 36 мм |
|
|
|
|
|
Ручки фиксации верхнего вала Верхний вал прижимается/регулируется для регулировки толщины металла |
|
|
|
Канавки для прокатки прутка и формирования колец: Ø до 3 мм / до 4 мм / до 4,5÷5 |











Вальцы с диаметром 39мм.
Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки.
Точно полированные вальцы из углеродистой стали.
На вальцах станка расположены желоба для гибки арматуры.
На станке установлен откидной защитный кожух для предотвращения попадания в вальцы посторонних предметов во время выполнения другой операции.
Гибка на максимальный угол 90°.
Гибка происходит по типу гибки на прессе – гибочными штампами (пуансон х матрица).
Съемные сегменты пуансона позволяют производить отбортовку поддонов и коробов.
Гильотина станка идеально режет металл до 1.0 мм.
Задняя часть станка имеет ограничитель подачи листа, для резки листа на заданный размер.
Для снижения усилия оператора во время работы станок оснащен удобными рукоятями большой длины с противоскользящими наконечниками.
Право и левосторонняя возможность работы. При вращении рукояти в движение приводится все три узла, в время закрытия пуансона/матрицы, поднимаются гильотинные ножи (во время закрытия гильотинных ножей, поднимается пуансон с матрицы).
Особенности:
• Комбинирование функций резки, гибки и проката
• Подходит для резки мягкой стали, алюминия, латуни, меди и пластика
• Максимальная толщина обрабатываемого металла 1,0 мм
• Раскрытие верхнего ножа, установленного под углом – 2-3 мм (левая часть 18мм, правая часть 2 – 3 мм)
• Отшлифованные ножи для резки (поворотные для удвоенного срока службы)
• Площадка-основание для размещения и прижима листа перед резкой
• Жесткая стальная конструкция
• Комплект гибочных штампов
• Гибка на максимальный угол 90°
• Регулируемый ограничитель подачи листа – 550мм
• Канавки для прокатки прутка и формирования колец: Ø до 4 мм / до 4,5 мм / до 5,5 мм
|
|
Высота сегментов – 103мм, глубина матрицы (входа пуансона в матрицу) – 10мм |
|
|
Система регулировки антипрогиба матрицы исключающая прогиб |
|
|
Отшлифованные ножи для резки (поворотные для удвоенного срока службы) Просвет гильотинных ножей – от 2мм до 18мм (левая часть 18мм, правая часть 2 – 3 мм) |
|
|
Прижим листа для гильотины |
|
|
Рабочий стол для гильотины + направляющая для листа для резки под углом 90° |
|
|
Регулируемый ограничитель подачи листа – 550мм Два места положения упора (для резки и гибки) |
|
|
Две маслёнки смазывающие эксцентриковый механизм вращения (кривошип) Кривошипы подлежат смазке смазочным шприцем по мере необходимости Не следует вводить слишком большое количество смазки На поверхности скольжения верхнего рычага следует нанести тонкий слой масла |
|
|
Ручки подъёма заднего вала Диаметр валов – 39 мм |
|
|
Ручки фиксации верхнего вала Верхний вал прижимается/регулируется для регулировки толщины металла |
|
|
Канавки для прокатки прутка и формирования колец: Ø до 4 мм / до 4,5 мм / до 5,5 мм |
Станок предназначен для работы на небольших производствах, данная модель находит широкое применение в бытовом использовании, штучном производстве, а также на стройплощадках и в мастерских. Используется в основном для работы с заготовками из низкоуглеродистой и углеродистой стали. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
Основное преимущество ручных станков – низкая стоимость при сохранении высокого качества реза, и недорогое обслуживание и эксплуатация. При небольших объемах производства в цехах небольших и средних предприятий, в монтажных и ремонтных мастерских незаменимы ручные ленточнопильные станки.
Чаще всего на ручных станках осуществляется резка заготовок в угловых и перпендикулярных разрезах, углы которых регулируются до 45 градусов.
|
|
Ручное натяжение полотна. Нижним положением рычага достигается правильное натяжение ленточной пилы! |
||||
|
|
Поворот рамы до 45°. Модель BS-100 позволяет выполнять рез как перпендикулярно оси заготовки, так и под любым углом в диапазоне до 45° путем поворота относительно основания стола откидной рамы в право. |
||||
|
|
Направляющие блоки. Правильная установка подшипников оказывает существенное влияние на срок службы ленточной пилы и качество резания. Положение подшипников в направляющих головках должно быть таким образом, чтобы поверхность ленточного полотна была строго перпендикулярно основанию тисков. |
||||
|
|
Скорость пильной ленты - 45метр/мин. Рычаг фиксации направляющей. |
||||
|
|
Неподвижные тиски, с рычагом быстрого подвода/отвода тисков. |
||||
|
|
|||||
|
|
Съёмный упор для заготовок длиной 350мм. Страховочная цепь для транспортировки станка. |
||||
|
|
Шильдик мотора |
||||
|
|
В стандартной комплектации – инструкция и ключи. |
||||
|
|
Упаковка – картонный короб и пенопласт. |










Ручные станки Stalex отвечают европейским стандартам качества и надёжности, станки данной категории пользуются популярностью и предназначены для мастерских, цехов, строительных объектов. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Модельный ряд отличен в зависимости от нужных характеристик наших клиентов - в первую очередь максимальные параметры резки, вплоть до таких характеристик как мобильность, стационарное исполнение, наличие системы СОЖ, пружинная система разгрузки, наличие ремённого или зубчатого привода.
Станок Stalex BS215-G имеет максимальные параметры резки и является самым мощным станком в своей категории.
Станок европейского образца с возможностью поворота корпуса пилы от 0° до +45°.
Тиски с системой быстрого отвода ускоряют процесс смены заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Модель Stalex BS-215G:
- помпа для подачи охлаждающей жидкости
- шкала для регулировки угла реза

Stalex BS-115 предназначен для обработки небольшого количества металла, данная модель находит широкое применение в бытовом использовании, штучном производстве, а также на стройплощадках и в мастерских. Используется в основном для работы с заготовками из низкоуглеродистой и углеродистой стали.
Предназначен для резки мелких деталей, максимальный размер детали составляет 100 х 150мм. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления) при этом станок обязательно должен крепиться к полу.
Станок оснащен ременной передачей, поворотными тисками с углом наклона 45-90 градусов, устойчивой конструкцией с транспортировочными колесами, ограничителем длины реза, регулировкой натяжения пильного полотна, дополнительным столом при резке плиты в вертикальном положении рамы.
Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
|
|
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления) при этом станок обязательно должен крепиться к полу. В стандартной комплектации имеется небольшой стол для ручной подачи заготовок, который крепится к раме в вертикальном положении. |

|
Механические тиски, с возможностью поворота губок тисков в одну сторону до 45° |
|
|
Кнопки вкл./выкл. размещены на раме станка |
|
|
Клиноременная передача
|
|
|
Рычаг натяжения рамы станка и маховик вращения тисков |
|
|
Шильдик станка |
|
|
Шильдик мотора |







Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Станок Stalex SBS-125G позволяет делать распилы заготовок диаметром до 125мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Поворот корпуса пилы от 0° до +45°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – бесконечная сварная ленточная пила. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор. Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную.
Особенности:
• Движение ленты осуществляется через зубчатый привод
• Высокое качество, точность распилки и узкая ширина пропила
• Высокая стойкость инструмента
• Плавная регулировка скорость вращения пилы - 38-80 м/мин
• Упор для маломерных заготовок длиной 250мм.
• Малая энергоёмкость
• Легкость и простота в обслуживания
|
|
Ручное натяжение полотна. Маховик затягивать таким образом, чтобы тарельчатые пружины были полностью сжаты (не пропускали свет)! Тем самым будет достигнуто правильное натяжение ленточной пилы! |
|
|
Поворот рамы до 45°. Модель SBS-1250G позволяет выполнять рез как перпендикулярно оси заготовки, так и под любым углом в диапазоне до 45° путем поворота относительно основания стола откидной рамы в право. |
|
|
Направляющие блоки. Правильная установка подшипников оказывает существенное влияние на срок службы ленточной пилы и качество резания. Положение подшипников в направляющих головках должно быть таким образом, чтобы поверхность ленточного полотна была строго перпендикулярно основанию тисков. |
|
|
Плавная регулировка скорость вращения пилы - 38-80 м/мин
|
|
|
Неподвижные тиски и упор для маломерных заготовок длиной 250мм. |





Ручные станки Stalex отвечают европейским стандартам качества и надёжности, станки данной категории пользуются популярностью и предназначены для мастерских, цехов, строительных объектов. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Станок Stalex SBS-150G позволяет делать распилы заготовок диаметром до 150мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок европейского образца с возможностью поворота корпуса пилы от 0° до +45° и +60° (поградусно), предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – бесконечная сварная ленточная пила. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Используя данную модель, для резки под углом, поворачивается рама, а не заготовка – что позволяет работать с длинномерными заготовками быстро и удобно. Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие системы СОЖ в стандартной комплектации – позволяет добиться эффективной производительности.
Модель предназначена для использования на малых и средних предприятиях по производству металлических конструкций. Используется в основном для работы с заготовками из низкоуглеродистой и углеродистой стали.
Особенности:
• Движение ленты осуществляется через зубчатый привод с плавной регулировкой скорости вращения полотна (34 м/мин)
• Высокое качество, точность распилки и узкая ширина пропила
• Регулируемая подача СОЖ в зону резания
• Высокая стойкость инструмента
• Малая энергоёмкость

– делительная головка – 1 шт.;
– пиноль – 1 шт.;
– гитара сменных шестерен – 1 шт.;
– сменные шестерни – 12 шт.;
– крепеж – 1 компл.;
– центр – 1 шт.;
– кронштейн – 1 шт.;
– делительный диск – 1 шт.;
– переходной фланец патрона – 1 шт.;
– трехкулачковый патрон – 1 шт.;
– планшайба – 1 шт.
– паспорт – 1 шт.

– делительная головка – 1 шт.;
– пиноль – 1 шт.;
– гитара сменных шестерен – 1 шт.;
– сменные шестерни – 12 шт.;
– крепеж – 1 компл.;
– центр – 1 шт.;
– кронштейн – 1 шт.;
– делительный диск – 1 шт.;
– переходной фланец патрона – 1 шт.;
– трехкулачковый патрон – 1 шт.;
– планшайба – 1 шт.
– паспорт – 1 шт.

– делительная головка – 1 шт.;
– пиноль – 1 шт.;
– гитара сменных шестерен – 1 шт.;
– сменные шестерни – 12 шт.;
– крепеж – 1 компл.;
– центр – 1 шт.;
– кронштейн – 1 шт.;
– делительный диск – 1 шт.;
– переходной фланец патрона – 1 шт.;
– трехкулачковый патрон – 1 шт.;
– планшайба – 1 шт.
– паспорт – 1 шт.

– делительная головка – 1 шт.;
– пиноль – 1 шт.;
– гитара сменных шестерен – 1 шт.;
– сменные шестерни – 12 шт.;
– крепеж – 1 компл.;
– центр – 1 шт.;
– кронштейн – 1 шт.;
– делительный диск – 1 шт.;
– переходной фланец патрона – 1 шт.;
– трехкулачковый патрон – 1 шт.;
– планшайба – 1 шт.
– паспорт – 1 шт.


















 ER32")
 ER40")
 ER32")
 ER32")
 ER32")
 ER32")
 ER32")
 ER32")
 ER32")
")






















 l=40 мм,L=250 мм")






Инновационная версия всеми известного, уже 25 лет производимого модельного ряда станков ARG 250 с совершенно новым, уникальным дизайном пильной рамы станка. Максимальный диаметр заготовок увеличен с 250 до 260 мм. Современная концепция пильной рамы с углублениями и шкивами увеличенного диаметра. Увеличенный диаметр шкивов позволяет снизить нагрузку на ленточное полотно при изгибе. Все это гарантирует максимальную жесткость всей системы, длительный срок службы ленточного полотна и высочайшую точность пиления.
В полостях пильной рамы скрыта вся электропроводка и СОЖ, которые, тем самым, защищены от повреждения. Новая концепция пильной рамы заметно упрощает процесс замены ленточного полотна, а также очистки внутренних полостей рамы: просто откиньте задний кожух на петлях, который останется в зафиксированном положении. Кроме нового дизайна пильной рамы был выполнен ряд других технических улучшений, которые повышают качество и комфорт обслуживания, одновременно продлевая срок службы станка. На станке – новый рычаг для подъема пильной рамы с регулировкой высоты, обеспечивающий более удобное управление. В качестве опции – щетка для очистки ленточного полотна с синхронизированным приводом от ведущего колеса.
Универсальный ленточнопильный станок, предназначен, в основном, для использования в условиях серийного производства, а так же в металлообрабатывающих мастерских и ремонтных цехах производств. Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включая нержавеющие и инструментальные стали.
Подъем рамы осуществляется вручную, рабочая подача производится под тяжестью собственного веса рамы с возможностью простого регулирования дроссельного клапана подающего гидроцилиндра. После окончания пропила привод пилы автоматически останавливается. Для облегчения подъема рамы, станок оснащен пружинной системой с возможностью регулировки натяжения для изменения усилия необходимого для подъема или опускания рамы.
Универсальная конструкция зажимных тисков предусматривает возможность пиления заготовок под углом в диапазоне от -45⁰ до 60⁰.
Поворотный стол исключает возможность пропила его рабочей поверхности.
Особенности:
-
Основные компоненты конструкции станка выполнены из отливок из серого чугуна, что повышает виброустойчивость станка;
-
Современный дизайн рамы позволяет распиливать заготовки больших размеров;
-
Плавная регулировка угла реза в диапазоне от -45⁰ до 60⁰, с возможностью быстрой установки угла на 45⁰, 60⁰ и 90⁰;
-
Массивные быстрозажимные тиски для простого и надежного крепления заготовки;
-
Использование в станке шкивов большого диаметра и трехсторонних твердосплавных направляющих пилы увеличивает многократно стойкость инструмента и точность распила;
-
Надежная конструкция узлов станка и использование зарекомендовавших себя комплектующих гарантируют долгий срок исправной работы.
-
Бесшумный и необслуживаемый червячный мотор-редуктор;
-
Трехфазный двухскоростной двигатель (400 В) с возможностью выбора скорости пилы 35 и 70 м/мин;
-
Высокопроизводительный насос подачи СОЖ и возможность независимого регулирования потока на обоих направляющих, бак и помпа СОЖ размещены внутри тумбы станка;
-
Удобное и простое управление станком с эргономичной панели закрепленной на тумбе станка.
Упор для выставления заготовок длиной 250 мм.
Цикл пиления:
1) Установка заготовки в тиски
2) Кнопка пуск на пульте управления (полотно вращается в раме станка)
3) Маховик настройки скорости опускания рамы (настроить подачу)
4) После резки заготовки, станок отключается в нижнем положении рамы
5) Поднятие оператором рамы станка на необходимую высоту и установка новой заготовки в тисках
При использовании нового полотна необходимо провести его обкату, для притупления полотна на пониженных режимах, что позволит повысить его стойкость – при первом применении новое полотно следует использовать при скорости резания (м/мин) приблизительно в 70% от необходимой и скорость подачи рамы (мм/мин) приблизительно в 50% от необходимой (в течении 15 минут).
Дополнительные опции:

|
Упор DR для выставления заготовок со шкалой, длинной 250 мм (в стандартной комплектации). |

|
Упор для выставления заготовок со шкалой, длинной 500 мм (заказывается дополнительно). |

|
Возможность регулировать скорость вращения пилы в диапазоне от 15 до 90 м/мин, назначая оптимальный режим для каждого материала (заказывается дополнительно). |

|
Тиски - зажим заготовки. Конструкция поворотного механизма позволяет при повороте рамы поворачивать основание нулевого реза (благодаря чему на основание не будет дополнительных распилов механизма). Рычаг быстрого зажима – предназначен для быстрого зажатия/освобождения однотипных заготовок, альтернатива гидравлическим тискам (в стандартной комплектации). |

|
Трехсторонние твердосплавные направляющие увеличивают многократно стойкость инструмента и точность распила (в стандартной комплектации). |

|
Заводская табличка |

|
Прижим ручной VP 235 Plus / VP 260 Plus E. Используется для зажима пакета заготовок. Обеспечивает простую и надежную дополнительную фиксацию заготовок сверху (заказывается дополнительно). Для установки прижима - необходимо заранее просверлить отверстия и нарезать резьбу в губках тисков станка. |

|
Лампа галогенная LA 50. Обеспечивает качественное освещение зоны реза станка. Необходимо в условиях затемненных производственных помещений (заказывается дополнительно). |

|
Распыление масляного тумана MM. Распыление масляного тумана на режущую кромку пилы. Заменяет традиционное охлаждение СОЖ, особенно при резке заготовок профильного сечения, когда происходит большая утечка СОЖ вне станка. Возможно использование органических масел (заказывается дополнительно).
|

|
Раздающий лоток KL. Является продолжением стола станка и позволяет отрезанным заготовкам скатываться в контейнер, когда ведется обработка большой серии. Лоток состоит из 2-х частей, что исключает стекание СОЖ вне станка (заказывается дополнительно). |

|
Индикатор натяжения ленты CD. Позволяет оптимально натягивать ленточную пилу и контролировать натяжение в процессе работы. Правильное натяжение многократно увеличивает срок службы инструмента и точность обработки (заказывается дополнительно).
|

|
Лазерный указатель линии реза LS. Проецирует линию реза на заготовку. Снижает время установки и упрощает позиционирование заготовки в станке (заказывается дополнительно).
|

|
Щетка для снятия стружки KDM. Стальная щетка, приводимая в движение ведомым шкивом. Используется для удаления стружки с ленточного полотна (заказывается дополнительно). |

|
Автоматическое опускание рамы c заданной скоростью.
В стандартной комплектации станков регулировочный клапан должен быть закрыт после подъема рамы в верхнее положение, после чего скорость опускания должна быть выставлена повторно. |
|
Рольганги |
|
|
|
|
|
|
|



На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила, подъём рамы осуществляется оператором вручную. Станок Stalex BS-1018Т разработан для резки черных металлов и других материалов с целиковым, полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 260мм, с поворотом рамы в обе стороны -45°… 0 …+45° …+60°.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок имеет неподвижные тиски и поворотный механизм рамы, для пиления под углом необходимо изменить положение рамы относительно неподвижных тисков. Высота полотна 27мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами, в том числе и сплошные заготовки.
Данная модель находит широкое применение благодаря максимальной загрузки станка (макс. ёмкость), что позволяет применять станок в серийном и мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется с помощью ступенчатого шкива (4 режима скорости).
Модель Stalex BS-1018Т реализует все преимущества ленточнопильных станков:
-
Возможность поворота в обе стороны -45°… 0 …+45° …+60°.
-
Подвижные направляющие с твердосплавными пластинками
-
Скорость вращения пилы, фиксированная 24, 52, 78, 109 м/мин
-
Ручное натяжение ленты
-
Тиски станка имеют закаленный и отшлифованный червяк и бронзовое червячное колесо, для длительного срока эксплуатации
-
Гидравлическая система опускания рамы + автоматическое отключение в нижней точке реза
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Концевые выключатели при открытии крышек + регулируемый мерный упор для заготовок
-
Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)
|
|
Дополнительный прижим для пакетной резки для BS-1018T Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|
|
Пульт + направляющие станка |
|
|
Таблица скорости резания и подбора шага зубьев |
|
|
Механическая дисковая щётка (приводимая в движение от движения полотна). Зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. |
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна. |
|
|
Механическое натяжение полотна |
|
|
Привод - клиноременная передача |
|
|
Датчик выключения станка в нижнем положении пильной рамы |
|
|
Шкив станка и предохранительный датчик при поднятой крышке рамы (фото №1). |
|
|
Шкив станка и предохранительный датчик при поднятой крышке рамы (фото №2). |
|
|
Гидравлический демпфер регулирующий и снижающий скорость опускания рамы. |











Обновлённый тип рамы обеспечивает максимальную жесткость всей системы, аккуратность резания и увеличенный срок эксплуатации ленточного полотна. Вся электрическая проводка и элементы распределения охлаждающей жидкости расположены внутри рамы, которая защищает их от повреждений. Обновленный тип рамы сильно облегчает процесс замены ленточного полотна и очистки внутренней полости рамы. Вам просто нужно открыть замок откидной рамы, и она зафиксируется в верхнем положении. Помимо изменения в дизайне рамы произошло множество технических изменений, повышающих удобство использования станка, качество его работы и износоустойчивость. Новая регулируемая рукоятка подъема рамы значительно упрощает процесс использования станка. В качестве опции есть возможность установки щетки для очистки ленточнопильного полотна от стружки, которая приводится в движение ведомым шкивом.
Универсальный ленточнопильный станок, предназначен, в основном, для использования в условиях серийного производства, а также в металлообрабатывающих мастерских и ремонтных цехах производств. Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включая нержавеющие и инструментальные стали.
Подъем рамы осуществляется вручную, рабочая подача производится под тяжестью собственного веса рамы с возможностью простого регулирования дроссельного клапана подающего гидроцилиндра. После окончания пропила привод пилы автоматически останавливается. Для облегчения подъема рамы, станок оснащен пружинной системой с возможностью регулировки натяжения для изменения усилия необходимого для подъема и опускания рамы.
Универсальная конструкция зажимных тисков предусматривает возможность пиления заготовок под углом в диапазоне от -45⁰ до 60⁰.
Поворотный стол исключает возможность пропила его рабочей поверхности.
Особенности:
-
Несущие компоненты выполнены из отливок из серого чугуна, что повышает виброустойчивость станка;
-
Современный дизайн рамы позволяет распиливать заготовки больших размеров под разными углами;
-
Плавная регулировка угла реза в диапазоне от -45⁰ до 60⁰, с возможностью быстрой установки угла на 45⁰, 60⁰ и 90⁰;
-
Массивные быстрозажимные тиски для простого и надежного крепления заготовки;
-
Использование в станке шкивов большого диаметра и трехсторонних твердосплавных направляющих пилы увеличивает многократно стойкость инструмента и точность распила;
-
Надежная конструкция узлов станка и использование зарекомендовавших себя комплектующих гарантируют долгий срок исправной работы.
-
Бесшумный и необслуживаемый червячный мотор-редуктор;
-
Трехфазный двухскоростной двигатель (400 В) с возможностью выбора скорости пилы 40 и 90 м/мин;
-
Высокопроизводительный насос подачи СОЖ и возможность независимого регулирования потока на обоих направляющих, бак и помпа СОЖ размещены внутри тумбы станка;
-
Удобное и простое управление станком с эргономичной панели закрепленной на тумбе станка;
-
Упор для выставления заготовок со шкалой, длинной 250 мм.
Цикл пиления:
1) Установка заготовки в тиски
2) Кнопка пуск на пульте управления (полотно вращается в раме станка)
3) Маховик настройки скорости опускания рамы (настроить подачу)
4) После резки заготовки, станок отключается в нижнем положении рамы
5) Поднятие оператором рамы станка на необходимую высоту и установка новой заготовки в тисках
При использовании нового полотна необходимо провести его обкату, для притупления полотна на пониженных режимах, что позволит повысить его стойкость – при первом применении новое полотно следует использовать при скорости резания (м/мин) приблизительно в 70% от необходимой и скорость подачи рамы (мм/мин) приблизительно в 50% от необходимой (в течении 15 минут).
Дополнительные опции:

|
Упор DR для выставления заготовок со шкалой, длинной 250 мм (в стандартной комплектации). |
||||

|
Упор для выставления заготовок со шкалой, длинной 500 мм (заказывается дополнительно). |
||||

|
Возможность регулировать скорость вращения пилы в диапазоне от 15 до 90 м/мин, назначая оптимальный режим для каждого материала (заказывается дополнительно). |
||||

|
Тиски - зажим заготовки. Конструкция поворотного механизма позволяет при повороте рамы поворачивать основание нулевого реза (благодаря чему на основание не будет дополнительных распилов механизма). Рычаг быстрого зажима – предназначен для быстрого зажатия/освобождения однотипных заготовок, альтернатива гидравлическим тискам (в стандартной комплектации). |
||||

|
Трехсторонние твердосплавные направляющие увеличивают многократно стойкость инструмента и точность распила (в стандартной комплектации). |
||||

|
Заводская табличка |
||||

|
Прижим ручной VP 235 Plus / VP 260 Plus E. Используется для зажима пакета заготовок. Обеспечивает простую и надежную дополнительную фиксацию заготовок сверху (заказывается дополнительно). Для установки прижима - необходимо заранее просверлить отверстия и нарезать резьбу в губках тисков станка. |
||||

|
Лампа галогенная LA 50. Обеспечивает качественное освещение зоны реза станка. Необходимо в условиях затемненных производственных помещений (заказывается дополнительно). |
||||

|
Распыление масляного тумана MM. Распыление масляного тумана на режущую кромку пилы. Заменяет традиционное охлаждение СОЖ, особенно при резке заготовок профильного сечения, когда происходит большая утечка СОЖ вне станка. Возможно использование органических масел (заказывается дополнительно).
|
||||

|
Раздающий лоток KL. Является продолжением стола станка и позволяет отрезанным заготовкам скатываться в контейнер, когда ведется обработка большой серии. Лоток состоит из 2-х частей, что исключает стекание СОЖ вне станка (заказывается дополнительно). |
||||

|
Индикатор натяжения ленты CD. Позволяет оптимально натягивать ленточную пилу и контролировать натяжение в процессе работы. Правильное натяжение многократно увеличивает срок службы инструмента и точность обработки (заказывается дополнительно).
|
||||

|
Лазерный указатель линии реза LS. Проецирует линию реза на заготовку. Снижает время установки и упрощает позиционирование заготовки в станке (заказывается дополнительно).
|
||||

|
Щетка для снятия стружки KDM. Стальная щетка, приводимая в движение ведомым шкивом. Используется для удаления стружки с ленточного полотна (заказывается дополнительно). |
||||

|
Ролик дополнительный. Облегчает процесс подачи заготовки при отсутствии рольганга. Может быть установлен как как на вход, так и на выход заготовки (заказывается дополнительно).
|
||||

|
Автоматическое опускание рамы c заданной скоростью.
В стандартной комплектации станков регулировочный клапан должен быть закрыт после подъема рамы в верхнее положение, после чего скорость опускания должна быть выставлена повторно. |
||||
|
Рольганги |
|||||
|
|
|||||
|
|
|||||


На станках с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Подъём рамы осуществляется оператором вручную. Станок Stalex BS-280G позволяет делать распилы заготовок диаметром до 220мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок европейского образца с возможностью поворота корпуса пилы от 0° до +60°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – бесконечная сварная ленточная пила. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила. Гидравлическая система снабжена электромагнитным клапаном. При нажатии кнопки «пуск» гидравлика опускает раму с заданной скоростью и удерживает раму в любой точке в выкл. состоянии (при этой конструкции - нет необходимости дополнительно перекрывать перепускной клапан демпфера в нижней точке рамы, для последующей установки рамы в любую верхнюю точку).
Используя данную модель имеющую быстро регулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Тиски с системой быстрого отвода ускоряют процесс смены заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности. Кроме того в модели Stalex BS-280G вынесен на приборную панель – инвентор опускания рамы.
Станок предназначен для обработки большого количества металла, данная модель находит широкое применение в серийном и мелкосерийном производстве.
Процесс пиления:
- Движение ленты осуществляется через мотор-редуктор в 2-х режимах (40 или 80 м/мин)
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
- Литая чугунная рама гарантирует жесткость станка и гасит вибрации
- Опускание рамы осуществляется под собственным весом
- Заданная скорость и плавность хода рамы обеспечиваются гидравлическим демпфером
- Гидравлическая система снабжена электромагнитным клапаном.
- Плавная регулировка скорости опускания рамы (подвод и рабочий ход - инвентор)
- Быстрый зажим заготовки (тиски с ручным зажимом, и доводчиком)
- Станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы
Стандартная комплектация для Stalex BS-280G:
1. Поворотный стол с возможность поворота 0°…+45°…+60º
2. Подвижные направляющие с твердосплавными пластинками
3. Перепускной клапан плавная регулировка опускания пильной рамы
4. Тиски с ручным зажимом, и доводчиком
5. Скорость вращения пилы, фиксированная 40,80 м/мин
6. Ручное натяжение ленты
7. Мерный упор 500 мм
8. Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
9. Пила ленточная квалитет М42
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Маховик ручного натяжения ленты
|
|
|
|
|
|
|
|
|
|
|
|













Stalex BS-2114Т с гидроразгрузкой, оборудован дросселируемым гидравлическим цилиндром, обеспечивающим скорость опускания пильной рамы в зависимости от профиля заготовки, с оптимальными режимами распила, подъём рамы осуществляется оператором вручную.
Разработан для резки черных металлов и других материалов с полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 400мм, и профиля до 550х360мм, с поворотом рамы в одну сторону 0 …+45° …+60°.
В рабочей зоне резания полотно точно ведется двумя направляющими головками с твёрдосплавными пластинами. Станок имеет неподвижные тиски и поворотный механизм рамы, для пиления под углом необходимо изменить положение рамы относительно неподвижных тисков. Высота полотна 34мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами.
Данная модель находит широкое применение благодаря максимальной загрузки станка (макс. ёмкость), что позволяет применять станок в мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется переключателем на пульте станка.
Особенности станка Stalex BS-2114Т:
-
Возможность поворота в одну сторону - 0° …+45° …+60°
-
Подвижные направляющие с твердосплавными пластинками
-
Скорость вращения пилы - 48, 70 м/мин
-
Ручное натяжение ленты
-
Гидравлическая система опускания рамы + автоматическое отключение в нижней точке реза
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Концевые выключатели при открытии крышек + регулируемый мерный упор для заготовок
-
Концевой выключатель маховика натяжения полотна
-
Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)
-
Тиски с эффективным и быстрым зажатием заготовки
-
Подъём рамы осуществляется оператором вручную (подъём рамы за маховик натяжения)
Универсальный ленточнопильный станок, предназначен, в основном, для использования в условиях серийного производства, а также в металлообрабатывающих мастерских и ремонтных цехах производств. Ленточное полотно размерами 27х0.9 представлено на рынке широкой номенклатурой и позволяет обрабатывать огромный спектр материалов, включая нержавеющие и инструментальные стали.
Подъем рамы осуществляется вручную, рабочая подача производится под тяжестью собственного веса рамы с возможностью простого регулирования дроссельного клапана подающего гидроцилиндра. После окончания пропила привод пилы автоматически останавливается. Для облегчения подъема рамы станок оснащен пружинной системой с возможностью регулировки натяжения для изменения усилия необходимого для подъема или опускания рамы.
Универсальная конструкция зажимных тисков предусматривает возможность пиления заготовок под углом в диапазоне от -45⁰ до 60⁰.
Поворотный стол исключает возможность пропила его рабочей поверхности.
Современная концепция пильной рамы выполнена с углублениями для дополнительных узлов и шкивами увеличенного диаметра. Увеличенный диаметр шкивов позволяет снизить нагрузку на ленточное полотно при изгибе. Все это гарантирует максимальную жесткость всей системы, длительный срок службы ленточного полотна и высочайшую точность пиления.
В новом дизайне пильной рамы скрыта вся электропроводка и проводка системы охлаждения, которые, тем самым, защищены от повреждения. Новая концепция пильной рамы заметно упрощает процесс замены ленточного полотна, а также очистки внутренних полостей рамы: просто откиньте задний кожух на петлях, который останется в зафиксированном положении. Кроме нового дизайна пильной рамы был выполнен ряд других технических улучшений, которые повышают качество и комфорт обслуживания, одновременно продлевая срок службы станка. На станке – новый рычаг для подъема пильной рамы с регулировкой высоты, обеспечивающий более удобное управление. В качестве опции есть щётка для очистки ленточного полотна с синхронизированным приводом от ведущего колеса.
Особенности:
-
Основные компоненты конструкции станка выполнены из отливок из серого чугуна, что повышает виброустойчивость станка;
-
Современный дизайн рамы позволяет распиливать заготовки больших размеров;
-
Плавная регулировка угла реза в диапазоне от -45⁰ до 60⁰, с возможностью быстрой установки угла на 45⁰, 60⁰ и 90⁰;
-
Массивные быстрозажимные тиски для простого и надежного крепления заготовки;
-
Использование в станке шкивов большого диаметра и трехсторонних твердосплавных направляющих пилы увеличивает многократно стойкость инструмента и точность распила;
-
Надежная конструкция узлов станка и использование зарекомендовавших себя комплектующих гарантируют долгий срок исправной работы.
-
Бесшумный и необслуживаемый червячный мотор-редуктор;
-
Трехфазный двухскоростной двигатель (400 В) с возможностью выбора скорости пилы 35 и 80 м/мин;
-
Высокопроизводительный насос подачи СОЖ и возможность независимого регулирования потока на обоих направляющих, бак и помпа СОЖ размещены внутри тумбы станка;
-
Удобное и простое управление станком с эргономичной панели закрепленной на тумбе станка.
Цикл пиления:
-
Установка заготовки в тиски
-
Кнопка пуск на пульте управления (полотно вращается в раме станка)
-
Маховик настройки скорости опускания рамы (настроить подачу)
-
После резки заготовки, станок отключается в нижнем положении рамы
-
Поднятие оператором рамы станка на необходимую высоту и установка новой заготовки в тисках
При использовании нового полотна необходимо провести его обкату, для притупления полотна на пониженных режимах, что позволит повысить его стойкость – при первом применении новое полотно следует использовать при скорости резания (м/мин) приблизительно в 70% от необходимой и скорость подачи рамы (мм/мин) приблизительно в 50% от необходимой (в течении 15 минут).
 |
Упор DR для выставления заготовок со шкалой, длинной 500 мм (в стандартной комплектации). |
|||
 |
Возможность регулировать скорость вращения пилы в диапазоне от 15 до 90 м/мин, назначая оптимальный режим для каждого материала (заказывается дополнительно). |
|||
|
|
Тиски - зажим заготовки. Конструкция поворотного механизма позволяет при повороте рамы поворачивать основание нулевого реза (благодаря чему на основание не будет дополнительных распилов механизма). Рычаг быстрого зажима – предназначен для быстрого зажатия/освобождения однотипных заготовок, альтернатива гидравлическим тискам (в стандартной комплектации). |
|||
 |
Трехсторонние твердосплавные направляющие увеличивают многократно стойкость инструмента и точность распила (в стандартной комплектации). |
|||

|
Заводская табличка |
|||
 |
Прижим вертикальный ручной VP 300 Plus. Используется для зажима пакета заготовок. Обеспечивает простую и надежную дополнительную фиксацию заготовок сверху (заказывается дополнительно). Для установки прижима - необходимо заранее просверлить отверстия и нарезать резьбу в губках тисков станка. |
|||
 |
Лампа галогенная LA 50. Обеспечивает качественное освещение зоны реза станка. Необходимо в условиях затемненных производственных помещений (заказывается дополнительно). |
|||
 |
Распыление масляного тумана MM. Распыление масляного тумана на режущую кромку пилы. Заменяет традиционное охлаждение СОЖ, особенно при резке заготовок профильного сечения, когда происходит большая утечка СОЖ вне станка. Возможно использование органических масел (заказывается дополнительно).
|
|||
 |
Раздающий лоток KL. Является продолжением стола станка и позволяет отрезанным заготовкам скатываться в контейнер, когда ведется обработка большой серии. Лоток состоит из 2-х частей, что исключает стекание СОЖ вне станка (заказывается дополнительно). |
|||
 |
Индикатор натяжения ленты CD. Позволяет оптимально натягивать ленточную пилу и контролировать натяжение в процессе работы. Правильное натяжение многократно увеличивает срок службы инструмента и точность обработки (заказывается дополнительно).
|
|||
 |
Лазерный указатель линии реза LS. Проецирует линию реза на заготовку. Снижает время установки и упрощает позиционирование заготовки в станке (заказывается дополнительно).
|
|||
 |
Щетка для снятия стружки KDM. Стальная щетка, приводимая в движение ведомым шкивом. Используется для удаления стружки с ленточного полотна (заказывается дополнительно). |
|||
 |
Автоматическое опускание рамы c заданной скоростью.
В стандартной комплектации станков регулировочный клапан должен быть закрыт после подъема рамы в верхнее положение, после чего скорость опускания должна быть выставлена повторно. |
|||
|
Рольганги |
||||
 |
||||
 |
||||


На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила, подъём рамы осуществляется оператором вручную. Станок Stalex BS-1018В разработан для резки черных металлов и других материалов с целиковым, полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 254мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок имеет поворот губок тисков, для пиления под углом необходимо изменять угол установки тисков. Высота полотна 27мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами, в том числе и сплошные заготовки. Расстояние от пола до тисков составляет 580 мм.
Мобильность станков позволяет использовать их на производстве непосредственно там, где это необходимо. Станки находят широкое применение в серийном и мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется с помощью ступенчатого шкива (4 режима скорости).
Модель Stalex BS-1018B реализует все преимущества ленточнопильных станков:
-
Возможность поворота 0…+45°
-
Подвижные направляющие с твердосплавными пластинками
-
Скорость вращения пилы фиксированная 26,50, 73, 95 м/мин
-
Ручное натяжение ленты
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)
|
|
Дополнительный прижим для пакетной резки для BS-1018B (приобретается отдельно) Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|
|
Пульт + направляющие станка |
|
|
Градусная линейка для установки необходимого положения заготовки |
|
|
Таблица скорости резания и подбора шага зубьев |
|
|
Механическая дисковая щётка (приводимая в движение от движения полотна). Зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. |
|
|
Шкала направляющих + две гибкие трубки СОЖ |
|
|
Механическое натяжение полотна |
|
|
Привод - клиноременная передача |
|
|
Датчик выключения станка в нижнем положении пильной рамы |
|
|
Предохранительный датчик при поднятой крышке рамы (фото №1). |
|
|
Предохранительный датчик при поднятой крышке рамы (фото №2). |
|
|
Гидравлический демпфер регулирующий и снижающий скорость опускания рамы. |
|
|
Уровень масла двигателя |
|
|
Защитный кожух пружины |














На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила, подъём рамы осуществляется оператором вручную. Станок Stalex BS-1018R разработан для резки черных металлов и других материалов с целиковым, полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 254мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок имеет неподвижные тиски и поворотный механизм рамы, для пиления под углом необходимо изменить положение рамы относительно неподвижных тисков. Высота полотна 27мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами, в том числе и сплошные заготовки.
Данная модель находит широкое применение благодаря максимальной загрузки станка (макс. ёмкость), что позволяет применять станок в серийном и мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется с помощью ступенчатого шкива (4 режима скорости).
Модель Stalex BS-1018R реализует все преимущества ленточнопильных станков:
-
Возможность поворота 0…+45°, удобный поворотный механизм рамы
-
Подвижные направляющие с твердосплавными пластинками
-
Скорость вращения пилы, фиксированная 26, 50, 73, 95 м/мин
-
Ручное натяжение ленты
-
Тиски станка имеют закаленный и отшлифованный червяк и бронзовое червячное колесо, для длительного срока эксплуатации
-
Гидравлическая система опускания рамы + автоматическое отключение в нижней точке реза
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Концевые выключатели при открытии крышек + регулируемый мерный упор для заготовок
- Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)
|
|
Пульт + направляющие станка. Шкала направляющих + две гибкие трубки СОЖ.
|
|
|
Градусная линейка для установки необходимого положения заготовки. Фиксатор для удобной установки рамы на 0°; 15°; 30°;45°. |

|
Зажимной рычаг с обратной стороны тисков, для поворота рамы на любой угол от 0° до 45° в соответствии с положением, согласно градусной линейки станка. |
|
|
Таблица скорости резания и подбора шага зубьев |
|
|
Механическая дисковая щётка (приводимая в движение от движения полотна). Зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. |
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна. |
|
|
Механическое натяжение полотна |
|
|
Привод - клиноременная передача |
|
|
Датчик выключения станка в нижнем положении пильной рамы |
|
|
Шкив станка и предохранительный датчик при поднятой крышке рамы (фото №1). |
|
|
Шкив станка и предохранительный датчик при поднятой крышке рамы (фото №2). |
|
|
Гидравлический демпфер регулирующий и снижающий скорость опускания рамы. |
|
|
Съёмный сливной бачок. При снятии бочка с тумбы станка – под бочком находится полость для хранения (при транспортировке) ограничителя подачи листа. |
|
|
Поворот рамы под углом 45°. |










Stalex BS-2114ТН с гидроподъёмом рамы, оборудован дросселируемым гидравлическим цилиндром, обеспечивающим скорость опускания пильной рамы в зависимости от профиля заготовки, с оптимальными режимами распила, подъём рамы производится гидравлической системой (автоматически) после опускания пилы в крайнюю нижнюю точку и отключения. Разработан для резки черных металлов и других материалов с полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 400мм, и профиля до 550х360мм, с поворотом рамы в одну сторону 0 …+45° …+60°.
В рабочей зоне резания полотно точно ведется двумя направляющими головками с твёрдосплавными пластинами. Станок имеет неподвижные тиски и поворотный механизм рамы, для пиления под углом необходимо изменить положение рамы относительно неподвижных тисков. Высота полотна 34мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами.
Данная модель находит широкое применение благодаря максимальной загрузки станка (макс. ёмкость), что позволяет применять станок в мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется переключателем на пульте станка.
Особенности станка Stalex BS-2114ТН:
-
Возможность поворота в одну сторону - 0° …+45° …+60°
-
Подвижные направляющие с твердосплавными пластинками
-
Скорость вращения пилы - 48, 70 м/мин
-
Ручное натяжение ленты
-
Гидравлическая система опускания рамы + автоматическое отключение в нижней точке реза
-
Подъём рамы производится гидравлической системой (автоматически)
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Концевые выключатели при открытии крышек + регулируемый мерный упор для заготовок
-
Концевой выключатель маховика натяжения полотна
-
Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)
- Тиски с эффективным и быстрым зажатием заготовки
Универсальный ленточнопильный станок находит всеобщее применение при проведении слесарных и ремонтных работ, в машиностроении. Ленточная пила размером 20х0,9 мм позволяет обрабатывать детали различных профильных сечений и заготовок сплошного сечения средних размеров.
Подъем рамы осуществляется вручную, рабочая подача производится под тяжестью собственного веса рамы с возможностью простого регулирования дроссельного клапана подающего гидроцилиндра. После окончания пропила привод пилы автоматически останавливается. Станок оснащен пружинной системой, позволяющий настроить усилие подъема или опускания рамы.
Универсальная конструкция зажимных тисков предусматривает возможность пиления заготовок под углом в диапазоне от -45⁰ до 60⁰. Поворотный стол исключает возможность пропила его рабочей поверхности.
Особенности:
- Несущие компоненты выполнены из отливок из серого чугуна, что повышает виброустойчивость станка;
- Простая регулировка и фиксация угла реза в диапазоне от -45⁰ до 60⁰, с возможностью быстрой установки угла на 45⁰, 60⁰ и 90⁰ по упорам;
- Массивные быстрозажимные тиски для простого и надежного крепления заготовки;
- В данном классе ленточнопильных станков – максимальная точность пропила и продолжительность срока службы;
- Использование в станке трехсторонних твердосплавных направляющих пилы увеличивает многократно стойкость инструмента и точность распила;
- Надежная конструкция узлов станка и использование зарекомендовавших себя комплектующих гарантируют долгий срок исправной работы.
- Бесшумный и необслуживаемый червячный мотор-редуктор;
- Трехфазный двухскоростной двигатель (400 В) с возможностью выбора скорости пилы 40 и 80 м/мин;
- Высокопроизводительный насос подачи СОЖ и возможность независимого регулирования потока на обоих направляющих, бак и помпа СОЖ размещены внутри тумбы станка;
- Удобное и простое управление станком с эргономичной панели закрепленной на тумбе станка.
- Упор для выставления заготовок со шкалой, длинной 250 мм
Цикл пиления:
1) Установка заготовки в тиски
2) Кнопка пуск на пульте управления (полотно вращается в раме станка)
3) Маховик настройки скорости опускания рамы (настроить подачу)
4) После резки заготовки, станок отключается в нижнем положении рамы
5) Поднятие оператором рамы станка на необходимую высоту и установка новой заготовки в тисках
При использовании нового полотна необходимо провести его обкату, для притупления полотна на пониженных режимах, что позволит повысить его стойкость – при первом применении новое полотно следует использовать при скорости резания (м/мин) приблизительно в 70% от необходимой и скорость подачи рамы (мм/мин) приблизительно в 50% от необходимой (в течении 15 минут).
Дополнительные опции:
|
|
Упор DR для выставления заготовок со шкалой, длинной 250 мм (в стандартной комплектации). |
||||

|
Тиски - зажим заготовки. Конструкция поворотного механизма позволяет при повороте рамы поворачивать основание нулевого реза (благодаря чему на основание не будет дополнительных распилов механизма). Рычаг быстрого зажима – предназначен для быстрого зажатия/освобождения однотипных заготовок, альтернатива гидравлическим тискам (в стандартной комплектации). |
||||
|
|
Трехсторонние твердосплавные направляющие увеличивают многократно стойкость инструмента и точность распила (в стандартной комплектации). |
||||
|
|
Заводская табличка |
||||
|
|
Прижим ручной VP 200 Plus Используется для зажима пакета заготовок. Обеспечивает простую и надежную дополнительную фиксацию заготовок сверху (заказывается дополнительно). Для установки прижима - необходимо заранее просверлить отверстия и нарезать резьбу в губках тисков станка. |
||||
|
|
Лампа галогенная LA 50. Обеспечивает качественное освещение зоны реза станка. Необходимо в условиях затемненных производственных помещений (заказывается дополнительно). |
||||
|
|
Распыление масляного тумана MM. Распыление масляного тумана на режущую кромку пилы. Заменяет традиционное охлаждение СОЖ, особенно при резке заготовок профильного сечения, когда происходит большая утечка СОЖ вне станка. Возможно использование органических масел (заказывается дополнительно).
|
||||
|
|
Индикатор натяжения ленты CD. Позволяет оптимально натягивать ленточную пилу и контролировать натяжение в процессе работы. Правильное натяжение многократно увеличивает срок службы инструмента и точность обработки (заказывается дополнительно).
|
||||
|
|
Лазерный указатель линии реза LS. Проецирует линию реза на заготовку. Снижает время установки и упрощает позиционирование заготовки в станке (заказывается дополнительно).
|
||||
|
|
Автоматическое опускание рамы c заданной скоростью.
В стандартной комплектации станков регулировочный клапан должен быть закрыт после подъема рамы в верхнее положение, после чего скорость опускания должна быть выставлена повторно. |
||||
|
Рольганги |
|||||
|
|
|||||

На станках с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Подъём рамы осуществляется оператором вручную. Станок Stalex BS-260G позволяет делать распилы заготовок диаметром до 227мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок с возможностью поворота корпуса пилы от 0° до +60°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – бесконечная сварная ленточная пила. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Используя данную модель имеющую быстро регулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Тиски с системой быстрого отвода ускоряют процесс смены заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Станок предназначен для обработки большого количества металла, данная модель находит широкое применение в серийном и мелкосерийном производстве.
Процесс пиления:
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
- Движение ленты осуществляется через мотор-редуктор в 2-х режимах (36 или 72 м/мин)
Стандартная комплектация и основные элементы cтанка Stalex BS-260G:
- Литая чугунная рама гарантирует жесткость станка и гасит вибрации
- Поворотный стол с возможность поворота 0°…+45°…+60°
- Подвижные направляющие с твердосплавными пластинками
- Гидроцилиндр предназначен для регулировки и снижения скорости опускания рамы (плавное опускание рамы и заданная скорость подвода и рабочего хода)
- Быстрый зажим заготовки (тиски с ручным зажимом, и доводчиком)
- Скорость вращения пилы, фиксированная 36,72 м/мин
- Ручное натяжение ленты
- Мерный упор 500 мм
- Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ (станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы)
- Пила ленточная квалитет М42, ролик прямой для подачи заготовок к тискам
|
|
Панель управления
- Индикатор включения станка - Переключатель режима работы (автоматическое и с контролем подачи вниз) - Кнопка включения станка - Переключатель скорости резания и выключения станка - Общая кнопка стоп
|
|||
|
|
Дополнительный прижим для пакетной резки для BS-260G Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|||

|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. Предназначен для регулировки и снижения скорости опускания рамы.
|
|||

|
Подвижная направляющая, зубчатый блок, с твёрдосплавными плаcтинами и подшипниками для выпрямления полотна в зоне резания. |
|||

|
Зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Механическая щётка для очистки полотна.
|
|||

|
Механическая дисковая щётка (приводимая в движение от движения полотна). |
|||

|
Механические тиски, поворотный стол с возможностью поворота 0°…+45°…+60° по шкале. |
|||

|
Пружина для облегчения поднятия рамы в верхнее положение (после отпила заготовки) |
|||

|
Панель управления Зубчатый привод Неподвижные механические тиски Рычаг доводки тисков Механическое натяжение полотна Помпа СОЖ Гидроцилиндр Мерный упор 500 мм Рычаг фиксации поворота рамы |
|||
|
|
Мерный упор 500 мм Рычаг фиксации поворота рамы
|
|||
|
|
Помпа СОЖ Таблица скорости резания и подбора шага зубьев |
|||
|
|
Маховик ручного натяжения ленты
|
|||
|
|
Маховик тисков и рычаг быстрой доводки
|
|||
|
|
Шильдик станка |
|||
|
|
Шильдик двигателя |
|||
|
|
В стандартной комплектации ролик прямой, предназначен для подачи и перемещения заготовок к тискам. |
|||
|
|
В комплекте со станком поставляется отвертка крестовая, два рожковых ключа, пять шестигранников. |










Стандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и других материалов с целиковым, полым или профильным сечением. Станок позволяет делать распилы заготовок диаметром до 230 мм в полуавтоматическом режиме с ручным возвратом пильной рамы в первоначальное положение.
Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндрами подач, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Станок Stalex BS-912G имеет поворот губок тисков, для пиления под углом необходимо изменять угол установки тисков, привод зубчатый. Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Мобильность станков позволяет использовать их на производстве непосредственно там, где это необходимо. Станки находят широкое применение в серийном и мелкосерийном производстве. Система СОЖ в стандартной комплектации.
Модель Stalex BS-912G реализует все преимущества ленточнопильных станков:
• высокая производительность
• высокое качество, точность распилки и узкая ширина пропила
• высокая стойкость инструмента
• малая энергоёмкость

|
Поворотные тиски на угол от 0° до +45° |

|
Помпа для подачи СОЖ |

|
Система гидроразгрузки |
В данном разделе вы можете узнать размеры ленточного полотна для всех ленточнопильных станков Stalex
ПодробнееСтандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и других материалов с целиковым, полым или профильным сечением. Станок позволяет делать распилы заготовок диаметром до 180 мм в полуавтоматическом режиме с ручным возвратом пильной рамы в первоначальное положение. Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндрами подач, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила. Станкам не требуется подключение к источнику сжатого воздуха.
Станки Stalex BS-712 имеют высоту полотна 20 мм, в зависимости от комплектации поворот губок тисков или возможность поворота рамы пилы, а также привод клиноременной или зубчатый. Система СОЖ в стандартной комплектации.
Процесс пиления:
- Точность движения ленты обеспечивается за счет роликовых подшипников
- Движение ленты осуществляется через мотор-редуктор в 3-х скоростных режимах
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
- Механические тиски + рычаг быстрой доводки
Основные элементы cтанка Stalex BS-712:
- Опускание рамы осуществляется под собственным весом
- Плавная регулировка скорости опускания рамы (подвод и рабочий ход) обеспечиваются гидравлическим перепускным клапаном
- Быстрый зажим заготовки - тиски с ручным зажимом и доводчиком
- Станция охлаждения, обеспечивающая подачу СОЖ (расположена внутри рамы) + и регулировочные краны для регулировки напора СОЖ
- Подвижная направляющая с роликовыми подшипниками натяжения полотна
- Скорость вращения полотна имеет 3 скоростных режима
- Ручное натяжение ленты
- Мерный упор 250 мм
- Пила ленточная квалитет М42
|
|
|
Модель имеет возможность поворота рамы пилы |
Привод зубчатый |

|
|
|
||||||

|
Рычаг переключения скорости вращения полотна | ||||||
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. |
||||||
|
|
Датчик выключения станка в нижнем положении рамы.
|
||||||
|
|
Подвижная направляющая с роликовыми подшипниками натяжения полотна. Регулировочный кран для регулировки напора СОЖ |
||||||
|
|
Неподвижная направляющая с роликовыми подшипниками натяжения полотна. Механическая щётка для очистки полотна.
|
||||||
|
|
Пружина для облегчения поднятия рамы в верхнее положение (после отпила заготовки) |
||||||

|
Механические тиски + рычаг быстрой доводки |
||||||
|
|
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления), при этом станок обязательно должен крепиться к полу. В стандартной комплектации имеется небольшой стол для ручной подачи заготовок, который крепится к раме в вертикальном положении. |
||||||
|
|
Шильдик станка |
||||||

|
Регулировка угла поворота вдоль шкалы Мерный упор 250мм |
||||||
|
|
В комплектации со станком поставляется:
(инструмент в станок не вкладывается) |









Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндрами подач, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Станок Stalex BS-912GR имеет поворот рамы пилы, тиски при этом остаются в неподвижном состоянии, привод зубчатый. Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Мобильность станков позволяет использовать их на производстве непосредственно там, где это необходимо. Станки находят широкое применение в серийном и мелкосерийном производстве. Система СОЖ с двумя форсунками для подачи в стандартной комплектации.
Модель Stalex BS-912GR реализует все преимущества ленточнопильных станков:
• высокая производительность
• высокое качество, точность распилки и узкая ширина пропила
• высокая стойкость инструмента
• малая энергоёмкость
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок европейского образца с возможностью поворота корпуса пилы от 0° до +45°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – бесконечная сварная ленточная пила. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Используя данную модель, имеющую быстрорегулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Тиски с системой быстрого отвода ускоряют процесс смены заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие системы СОЖ в стандартной комплектации – позволяет добиться высокой производительности. На станке размещена щётка для удаления стружки, приводимое в движение попутным движением полотна.
Модель предназначена для использования на малых и средних предприятиях по производству металлических конструкций.
Особенности:
• Движение ленты осуществляется через клиноременной привод в 4-х режимах (24; 41; 61 или 82 м/мин)
• Высокая производительность
• Высокое качество, точность распилки и узкая ширина пропила
• Регулировка угла поворота рамы вдоль шкалы
• Регулируемая подача СОЖ в зону резания
• Высокая стойкость инструмента
• Малая энергоёмкость
• Легкость и простота в обслуживания
Стандартная комплектация для Stalex SBS-205:
• Поворотный стол с возможность поворота 0°…+45°
• Подвижные направляющие
• Перепускной клапан, плавная регулировка опускания пильной рамы
• Тиски с ручным зажимом, и доводчиком
• Механическое натяжение ленты
• Мерный упор 150 мм
• Помпа для подачи СОЖ c краном для регулировки напора СОЖ
• Пила ленточная квалитет М42
Основные элементы cтанка Stalex SBS-205:
• Литая чугунная рама гарантирует жесткость станка и гасит вибрации
• Опускание рамы осуществляется под собственным весом
• Заданная скорость и плавность хода рамы обеспечиваются гидравлическим демпфером
• Плавная регулировка скорости опускания рамы (подвод и рабочий ход)
• Быстрый зажим заготовки (тиски с ручным зажимом, и доводчиком)
• Станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Подъём рамы осуществляется оператором вручную. Станок Stalex BS-170G позволяет делать распилы заготовок диаметром до 170мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок европейского образца с возможностью поворота корпуса пилы от 0° до +60°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – бесконечная сварная ленточная пила. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Рама станка опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Модель имеет быстрорегулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Тиски с системой быстрого отвода ускоряют процесс смены заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие системы СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Станок предназначен для обработки большого количества металла, данная модель находит широкое применение в серийном и мелкосерийном производстве.
Процесс пиления:
- Точность движения ленты обеспечивается за счет роликовых подшипников
- Движение ленты осуществляется через мотор-редуктор в 2-х режимах (36 или 72 м/мин)
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
- Тиски с системой быстрого отвода (тиски оснащены рычагом быстрой доводки тисков)
Стандартная комплектация для Stalex BS-170G:
- Поворотный стол с возможность поворота 0°…+45°…+60º
- Подвижная направляющая с роликовыми подшипниками натяжения полотна
- Перепускной клапан плавная регулировка опускания пильной рамы
- Тиски с ручным зажимом, и рычагом быстрой доводки
- Скорость вращения пилы, фиксированная 36, 72 м/мин
- Ручное натяжение ленты
- Мерный упор 500 мм
- Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
- Пила ленточная квалитет М42
Основные элементы cтанка Stalex BS-170G:
- Литая чугунная рама гарантирует жесткость станка и гасит вибрации
- Опускание рамы осуществляется под собственным весом
- Заданная скорость и плавность хода рамы обеспечиваются гидравлическим демпфером
- Плавная регулировка скорости опускания рамы (подвод и рабочий ход)
- Быстрый зажим заготовки (тиски с ручным зажимом, и доводчиком)
- Станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы
|
|
Панель управления
- Индикатор включения станка - Переключатель режима работы (автоматическое и с контролем подачи вниз) - Кнопка включения станка - Переключатель скорости резания и выключения станка - Общая кнопка стоп
|
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. Датчик выключения станка в нижнем положении рамы. Неподвижная направляющая с роликовыми подшипниками натяжения полотна. Механическая щётка для очистки полотна.
|
|
|
Подвижная направляющая с роликовыми подшипниками натяжения полотна. |
|
|
Неподвижная направляющая с роликовыми подшипниками натяжения полотна. Механическая щётка для очистки полотна.
|
|
|
Механические тиски, поворотный стол с возможностью поворота 0°…+45°…+60º по шкале. Мерный упор 500 мм. Механическая щётка для очистки полотна.
|
|
|
Пружина для облегчения поднятия рамы в верхнее положение (после отпила заготовки) |
|
|
Зубчатый привод Датчик отключения станка при снятом кожухе рамы Помпа СОЖ
|
|
|
Тиски с ручным зажимом, и рычагом быстрой доводки Маховик ручного натяжения ленты Мерный упор 500 мм
|
|
|
Маховик ручного натяжения ленты
|
|
|
Маховик тисков и рычаг быстрой доводки
|
|
|
Шильдик станка |
|
|
Шильдик мотора |
|
|
В комплекте со станком поставляется отвертка крестовая, два рожковых ключа, четыре шестигранника. |













В данном разделе вы можете узнать размеры ленточного полотна для всех ленточнопильных станков Stalex
ПодробнееСтандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и других материалов с целиковым, полым или профильным сечением. Станок позволяет делать распилы заготовок диаметром до 180 мм в полуавтоматическом режиме с ручным возвратом пильной рамы в первоначальное положение. Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндрами подач, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила. Станкам не требуется подключение к источнику сжатого воздуха.
Станки Stalex BS-712 имеют высоту полотна 20мм, в зависимости от комплектации поворот губок тисков или возможность поворота рамы пилы, а также привод клиноременной или зубчатый. Система СОЖ в стандартной комплектации.
Процесс пиления:
- Точность движения ленты обеспечивается за счет роликовых подшипников
- Движение ленты осуществляется через мотор-редуктор в 4-х скоростных режимах
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
Основные элементы cтанка Stalex BS-712:
- Опускание рамы осуществляется под собственным весом
- Плавная регулировка скорости опускания рамы (подвод и рабочий ход) обеспечиваются гидравлическим перепускным клапаном
- Быстрый зажим заготовки - тиски с ручным зажимом
- Станция охлаждения, обеспечивающая подачу СОЖ (расположена внутри рамы) + и регулировочные краны для регулировки напора СОЖ
- Подвижная направляющая с роликовыми подшипниками натяжения полотна
- Скорость вращения полотна имеет 4 скоростных режима
- Ручное натяжение ленты
- Мерный упор 500 мм
- Пила ленточная квалитет М42
|
|
|
Модель имеет поворот губок тисков |
Привод клиноременной |


|
|
|
||||||
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. |
||||||
|
|
Датчик выключения станка в нижнем положении рамы.
|
||||||
|
|
Подвижная направляющая с роликовыми подшипниками натяжения полотна. Регулировочный кран для регулировки напора СОЖ |
||||||
|
|
Неподвижная направляющая с роликовыми подшипниками натяжения полотна. Механическая щётка для очистки полотна.
|
||||||
|
|
Пружина для облегчения поднятия рамы в верхнее положение (после отпила заготовки) |
||||||
|
|
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления), при этом станок обязательно должен крепиться к полу. В стандартной комплектации имеется небольшой стол для ручной подачи заготовок, который крепится к раме в вертикальном положении. |
||||||
|
|
Шильдик станка |
||||||
|
|
Мерный упор 500мм
|
||||||

|
Регулировка угла поворота вдоль шкалы | ||||||
|
|
В комплектации со станком поставляется:
(инструмент в станок не вкладывается) |

На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила, подъём рамы осуществляется оператором вручную. Станок Stalex BS-916V разработан для резки черных металлов и других материалов с целиковым, полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 229мм, а также.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок имеет поворот губок тисков, для пиления под углом необходимо изменять угол установки тисков. Высота полотна 27мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами, в том числе и сплошные заготовки.
Модель Stalex BS-916V имеет возможность бесступенчатого регулирования скорости лезвия посредством бесступенчатого вариатора.
Станки находят широкое применение в серийном и мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется при помощи бесступенчатой регулировки скорости.
Модель Stalex BS-916V реализует все преимущества ленточнопильных станков:
-
Возможность поворота 0…+45°
-
Гидравлическая система подачи для плавного опускания рабочей консоли
-
Подвижная направляющая для повышения жёсткости пиления заготовок (расстояние движения направляющей по салазкам – составляет 410 мм)
-
Плавная регулировка скорость вращения пилы 18-102 м/мин (позволяющая обрабатывать большой спектр материалов – сталь/нержавеющая сталь, цветные материалы)
-
Ручное натяжение ленты, маховик со встроенной шкалой позволяет быстро и легко производить натяжение пильной ленты. Концевики отключающие станок, при поднятии крышек маховика вращения полотна
-
Механические тиски с узлом быстрой регулировки перемещения губок тисков и поворотом до 45°
-
Встроенная система охлаждения - помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)
-
Регулируемый упор
-
Автоматический выключатель окончания распила
-
Съемный поддон предназначен для сбора и легкой утилизации образующейся стружки
-
Панель управления установлена на консоли ленточнопильного станка, что обеспечивает максимальный контроль во время распила
-
Надежный мощный двигатель (1,5 кВт) для стабильной работы на повышенных оборотах
-
Станок оснащён твёрдосплавными пластинами и подшипниками для точного позиционирования ленточнопильного полотна
-
Щёткой для снятия стружки с полотна (вращающаяся от движения полотна
-
Клиноременной ремень, инструкция, инструменты, упор размещены под съёмным поддоном
|
|
Прижим пакетной резки для BS-916V Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|||||
|
|
Пульт + направляющие станка. Шкала направляющих + две гибкие трубки СОЖ. Подвижная направляющая для повышения жёсткости пиления заготовок (расстояние движения направляющей по салазкам – составляет 410 мм) |
|||||

|
Градусная линейка для установки необходимого положения заготовки от 0° до 45°. |
|||||
|
|
Быстрозажимные тиски и поворот губок тисков до 45°. |
|||||

|
Таблица скорости резания и подбора шага зубьев |
|||||
|
|
Механическая дисковая щётка (приводимая в движение от движения полотна). Зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления, что в свою очередь положительно влияет на стойкость и производительность станка |
|||||
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна. |
|||||
|
|
Механическое натяжение полотна |
|||||
|
|
Привод - клиноременная передача Плавная регулировка скорость вращения пилы 18-102 м/мин (позволяющая обрабатывать большой спектр материалов – сталь/нержавеющая сталь, цветные материалы) |
|||||
|
|
|
|||||

|
Лампа освещения в стандартной комплектации |
|||||
|
|
Шкив станка и предохранительный датчик при поднятой крышке рамы (фото №1). |
|||||
|
|
Второй предохранительный датчик на крышке рамы (фото №2). |
|||||
|
|
Гидравлический демпфер регулирующий и снижающий скорость опускания рамы. |
|||||
|
|












В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок с возможностью поворота корпуса пилы от -45° 0° до +60°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет автоматически подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Используя данную модель имеющую быстро регулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Тиски с системой быстрого отвода ускоряют процесс смены заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Станок предназначен для обработки большого количества металла, данная модель находит широкое применение в серийном и мелкосерийном производстве.
Ленточное полотно:
• Движение ленты осуществляется через мотор-редуктор в 2-х режимах (36 или 72 м/мин)
Процесс пиления:
• Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
• Регулировка угла поворота вдоль шкалы
• Регулируемая подача СОЖ в зону резания
Стандартная комплектация для Stalex SBS-250G:
• Поворотный стол с возможность поворота -45°…0°…+60º
• Подвижные направляющие с твердосплавными пластинками
• Перепускной клапан плавная регулировка опускания пильной рамы
• Тиски с ручным зажимом, и доводчиком
• Скорость вращения пилы, фиксированная 36,72 м/мин
• Ручное натяжение ленты + концевик натяжения полотна + тензометр
• Мерный упор 500 мм
• Подающий ролик (крепится к тумбе станка)
• Приёмный лоток (устанавливается на тумбу станка)
• Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
• Пила ленточная квалитет М42
Основные элементы cтанка Stalex SBS-250G:
• Литая чугунная рама гарантирует жесткость станка и гасит вибрации
• Опускание рамы осуществляется под собственным весом
• Заданная скорость и плавность хода рамы обеспечиваются гидравлическим демпфером
• Плавная регулировка скорости опускания рамы (подвод и рабочий ход)
• Быстрый зажим заготовки (тиски с ручным зажимом, и доводчиком)
• Станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы

На станках с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Подъём рамы осуществляется оператором вручную. Станок Stalex BS-315GD позволяет делать распилы заготовок диаметром до 255мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок европейского образца с возможностью поворота корпуса пилы от -45° 0° до +60°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила.
Режущий инструмент – ленточная пила, сваренная в кольцо. Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение приводным шкивом, который в свою очередь, приводится через редуктор.
Пила опускается под собственным весом, станок оборудован дросселируемым гидравлическим цилиндром, который позволяет регулировать/подстраивать скорость опускания пильной рамы в зависимости от профиля заготовки, что обеспечивает оптимальные режимы распила.
Используя данную модель, имеющую тиски для резки под углом, поворачивается рама, а не заготовка. Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Станок предназначен для обработки большого количества металла, данная модель находит широкое применение в серийном и мелкосерийном производстве.
Процесс пиления:
-
Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
-
Регулировка угла поворота вдоль шкалы
-
Регулируемая подача СОЖ в зону резания
-
Движение ленты осуществляется через мотор-редуктор в 2-х режимах (40 или 80 м/мин)
Стандартная комплектация для Stalex BS-315GD:
-
Поворотный стол с возможность поворота -45°…0°…+45°…+60º
-
Подвижная направляющая + «зубчатые» блоки с твердосплавными пластинками
-
Перепускной клапан плавная регулировка опускания пильной рамы
-
Тиски механические с ручным зажимом
-
Скорость вращения пилы, фиксированная 40, 80 м/мин
-
Ручное натяжение ленты
-
Мерный упор 500 мм
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Пила ленточная квалитет М42
Основные элементы cтанка Stalex BS-315GD:
-
Литая чугунная рама гарантирует жесткость станка и гасит вибрации
-
Опускание рамы осуществляется под собственным весом
-
Заданная скорость и плавность хода рамы обеспечиваются гидравлическим демпфером
-
Плавная регулировка скорости опускания рамы (подвод и рабочий ход)
-
Тиски механические с ручным зажимом
-
Станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы
|
|
Дополнительный прижим для пакетной резки для BS-315G (D) Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|||
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. Предназначен для регулировки и снижения скорости опускания рамы. |
|||
|
|
Датчик регулировки и отключения станка при опускании пильной рамы в нижнее положение. |
|||
|
|
Панель управления |
|||
|
|
Мерный упор 500 мм
|
|||
|
|
Жёсткая литая рама станка гасит вибрации |
|||
|
|
Помпа для подачи СОЖ |
|||
|
|
Подвижная направляющая, зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания. |
|||
|
|
Зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Механическая щётка для очистки полотна.
|
|||
|
|
Лампа освещения в стандартной комплектации |
|||
|
|
Механическое натяжение полотна |
|||
|
|
Механические тиски, поворотный стол с возможностью поворота -45°… 0°…+45°…+60º по шкале. |
|||
|
|
Зубчатый привод: скорость вращения полотна - 40 – 80 м/мин (2 скоростных режима) Главный двигатель: 0,75/1,1 кВт. (3-х фазный)
|
|||
|
|
В стандартной комплектации – лоток для приёма коротких заготовок.
|















На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра.
Модель Stalex BS-128HDR/BS-128HDRA предназначена для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в мастерских. Подъём пильной рамы и зажим заготовки осуществляется оператором вручную. Скорость опускания пильной рамы, регулируется гидравликой. Простая конструкция с ременным приводом делает станок простым в эксплуатации. Удобная, быстро перестраиваемая система регулировки позволяет с минимальными потерями времени переходить на пиление различных размеров под разными углами -45° 0° +45° +60° (для работы с заготовками под углом -45° необходимо сместить тиски.
Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Поскольку станок Stalex BS-128HDRA открывает линейку станков с гидроразгрузкой – он схож параметрами резки с ручными станками, это пиление не крупных заготовок (профили, уголки, трубы). Станки таких размеров, для обработки заготовок профилей малого сечения как правило не комплектуются СОЖ или комплектуются дополнительной опцией – в нашем случае модель BS-128HDRA имеет систему СОЖ в стандартной комплектации.
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления) при этом станок обязательно должен крепиться к полу.
Невысокая стоимость и отличные технические характеристики делают эти машины наиболее популярными у различных категорий потребителей.
|
|
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления), при этом станок обязательно должен крепиться к полу. В стандартной комплектации имеется небольшой стол для ручной подачи заготовок, который крепится к раме в вертикальном положении. |
|||||

|
Удобная, быстро перестраиваемая система регулировки позволяет с минимальными потерями времени переходить на пиление различных размеров под разными углами -45° 0° +45° +60° (для работы с заготовками под углом минус 45° необходимо сместить тиски).
|
|||||
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. |
|||||
|
|
Выравнивание полотна 13мм (12,7мм) с помощью подшипников. |
|||||
|
|
Кнопка вкл./выкл. размещена на раме станка |
|||||
|
|
Клиноременная передача
|
|||||
|
|
Датчик отключения станка в нижнем положении рамы |
|||||
|
|
Шильдик станка |
|||||
|
|
Шильдик мотора |
|||||
|
|
Поворот рамы на угол 45° Мерный упор 250 мм |
|||||
|
|
В комплекте со станком поставляется стол для вертикального пиления и упор для крепления стола. |













На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра.
Модель Stalex BS-128HDR/BS-128HDRA предназначена для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в мастерских. Подъём пильной рамы и зажим заготовки осуществляется оператором вручную. Скорость опускания пильной рамы, регулируется гидравликой. Простая конструкция с ременным приводом делает станок простым в эксплуатации. Удобная, быстро перестраиваемая система регулировки позволяет с минимальными потерями времени переходить на пиление различных размеров под разными углами -45° 0° +45° +60° (для работы с заготовками под углом -45° необходимо сместить тиски.
Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Поскольку станок Stalex BS-128HDRA открывает линейку станков с гидроразгрузкой – он схож параметрами резки с ручными станками, это пиление не крупных заготовок (профили, уголки, трубы). Станки таких размеров, для обработки заготовок профилей малого сечения как правило не комплектуются СОЖ или комплектуются дополнительной опцией – в нашем случае модель BS-128HDRA имеет систему СОЖ в стандартной комплектации.
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления) при этом станок обязательно должен крепиться к полу.
Невысокая стоимость и отличные технические характеристики делают эти машины наиболее популярными у различных категорий потребителей.
|
|
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления), при этом станок обязательно должен крепиться к полу. В стандартной комплектации имеется небольшой стол для ручной подачи заготовок, который крепится к раме в вертикальном положении. |
|||||
|
|
Удобная, быстро перестраиваемая система регулировки позволяет с минимальными потерями времени переходить на пиление различных размеров под разными углами -45° 0° +45° +60° (для работы с заготовками под углом минус 45° необходимо сместить тиски).
|
|||||
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. |
|||||
|
|
Выравнивание полотна 13мм (12,7мм) с помощью подшипников. |
|||||
|
|
Кнопка вкл./выкл. размещена на раме станка |
|||||
|
|
Клиноременная передача
|
|||||
|
|
Датчик отключения станка в нижнем положении рамы |
|||||
|
|
Шильдик станка |
|||||
|
|
Шильдик мотора |
|||||
|
|
Поворот рамы на угол 45° Мерный упор 250 мм |
|||||
|
|
В комплекте со станком поставляется стол для вертикального пиления и упор для крепления стола. |
Тип станка Stalex BS-128HDR – станок с гидроразгрузкой.
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра.
Модель Stalex BS-128HDR предназначена для пиления заготовок под различными углами на небольшом производстве, в вспомогательных участках, а также в бытовом использовании и в мастерских. Подъём пильной рамы и зажим заготовки осуществляется оператором вручную. Скорость опускания пильной рамы, регулируется гидравликой (для модели Stalex BS-128HDR). Простая конструкция с ременным приводом делает станок простым в эксплуатации. Удобная, быстро перестраиваемая система регулировки позволяет с минимальными потерями времени переходить на пиление различных размеров под разными углами -45° 0° +45° +60° (для работы с заготовками под углом -45° необходимо сместить тиски.
Зажим заготовки осуществляется тисками вручную, подача заготовки - также вручную. Поскольку станок Stalex BS-128HDR открывает линейку станков с гидроразгрузкой – он схож параметрами резки с ручными станками, это пиление не крупных заготовок (профили, уголки, трубы) – станки таких размеров, для обработки заготовок профилей малого сечения не комплектуются СОЖ.
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления) при этом станок обязательно должен крепиться к полу.
Невысокая стоимость и отличные технические характеристики делают эти машины наиболее популярными у различных категорий потребителей.
|
|
Пильную раму возможно установить в вертикальном положении - для резки небольших изделий из дерева, пластмассы и других заготовок из мягких материалов (для которых не требуется фиксация в тисках во время пиления), при этом станок обязательно должен крепиться к полу. В стандартной комплектации имеется небольшой стол для ручной подачи заготовок, который крепится к раме в вертикальном положении. |
|||||
|
|
Удобная, быстро перестраиваемая система регулировки позволяет с минимальными потерями времени переходить на пиление различных размеров под разными углами -45° 0° +45° +60° (для работы с заготовками под углом минус 45° необходимо сместить тиски).
|
|||||
|
|
На станках с гидроразгрузкой управление и процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит за счёт запуска двигателя и регулировки гидроцилиндра. Гидроцилиндр имеет переключатель вкл./выкл. гидравлической системы и плавную регулировку опускания рамы верхним маховиком на дроссельном клапане. |
|||||
|
|
Выравнивание полотна 13мм (12,7мм) с помощью подшипников. |
|||||
|
|
Кнопка вкл./выкл. размещена на раме станка |
|||||
|
|
Клиноременная передача
|
|||||
|
|
Датчик отключения станка в нижнем положении рамы |
|||||
|
|
Шильдик станка |
|||||
|
|
Шильдик мотора |
|||||
|
|
Поворот рамы на угол 45° Мерный упор 250 мм |
|||||
|
|
В комплекте со станком поставляется стол для вертикального пиления и упор для крепления стола. |
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки, так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск»
Гидравлические тиски раздвигаются на 620 мм, что позволяет пилить прямоугольною заготовку с размерами, превышающими рабочий просвет подъема пильной рамы.
Основные элементы
- Регулировка угла поворота рамы вдоль шкалы от -60 и -45 до +45 и +60 градусов, с шагом 1°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двигателем, с инвертором позволяющим пилить в диапазоне 20÷90 м/мин.
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Система смазки и охлаждения полотна
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Станок имеет червячную передачу редуктора
- Лампа освещения
- Дисковая щётка для очистки полотна от стружки, приводимая движением от движения шкива
Ленточное полотно:
- Движение ленты осуществляется через мотор-редуктор в диапазоне 20÷90 м/мин
Процесс пиления:
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулировка угла поворота вдоль шкалы
|
|
Механическое натяжение полотна + датчик контроля |

Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, максимальным диаметром круга 400 мм и прямоугольной заготовки 400x400 мм под углом 90°.
Двухстоечные ленточнопильные станки имеют 2 вертикальные стойки (колонны) большого диаметра по которой вертикально перемещается горизонтальная пильная рама.
Пильная рама, представляет собой стальную сварную конструкцию.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
В стандартную комплектацию входят:
- ленточнопильный станок
- ленточнопильное полотно, установленное на станке
- регулируемый упор - 350 мм
- вспомогательный стол с роликами подачи, перед тисками
- стойка для длинных заготовок
Основные элементы
- Угол пиления заготовок 90°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двигателем.
- Предохранительные концевики, оберегающие станок от включения при незакрытых кожухах рамы
- Концевики на подъём/опускание рамы и на обрыв полотна
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Регулируемая подача СОЖ в зону резания, смазывающее и охлаждающее полотно
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Увеличенная скорость подачи до касания материала
- 2 скорости вращения полотна
- Подсветка зоны резания
- Зубчатый привод
- Гидравлическое натяжение полотна
- Автоматическое отключение при завершении резки
|
|
Вспомогательный стол с роликами подачи |
||||
|
|
Блок управления станком |
||||
|
|
Электрические компоненты |
||||
|
|
Помпа подачи СОЖ |
||||
|
|
Гидравлическое натяжение полотна и концевик на обрыв полотна |
||||
|
|
Рычаг регулировки натяжения полотна |
||||
|
|
Гидравлические тиски |
||||
|
|
Две направляющие перемещающиеся по салазкам, для регулировки жесткости полотна относительно размера заготовки. Лампа освещения Концевик на отключение быстрой подачи. |
||||
|
|
Маслёнка для смазки колонны |
||||
|
|
Предохранительные концевики, оберегающие станок от включения при незакрытых кожухах рамы
|
||||
|
|
Концевик на подъём Концевик на опускание
|
||||
|
|
Зубчатый редуктор
|
||||
|
|
Уровень и температура масла Уровень СОЖ
|
||||
|
|
Дополнительная стойка для длинных заготовок (входит в стандартную комплектацию)
|
||||
|
|
Комплект колёс для дополнительной стойки + ключи к электоршкафу |















Модель Stalex BS-1018TH является полуавтоматическим ленточнопильным станок, предназначенным для пиления профильных заготовок в серийном производстве и сплошных заготовок в штучных выпусках.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
Полотно натягивается с помощью натяжного шкива.
Станок оснащен гидравлическими тисками с возможностью быстрого зажима заготовок.
Используя данную модель, имеющую гидравлические регулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Гидравлические тиски автоматизируют процесс фиксации и снятия заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Станок Stalex BS-1018ТH разработан для резки черных металлов и других материалов с целиковым, полым или профильным сечением, конструкция позволяет делать макс. распилы полых заготовок (труб) диаметром до 260мм, с поворотом рамы в обе стороны -45°… 0 …+45° …+60°.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок имеет неподвижные тиски и поворотный механизм рамы, для пиления под углом необходимо изменить положение рамы относительно неподвижных тисков. Высота полотна 27мм позволяет пилить c высокой точностью и параллельностью полые и профильные заготовки под различными углами, в том числе и сплошные заготовки.
Данная модель находит широкое применение благодаря максимальной загрузки станка (макс. ёмкость), что позволяет применять станок в серийном и мелкосерийном производстве. Система СОЖ в стандартной комплектации, регулировка скорости осуществляется с помощью ступенчатого шкива (4 режима скорости).
Модель Stalex BS-1018ТH реализует все преимущества ленточнопильных станков:
-
Возможность поворота в обе стороны -45°… 0 …+45° …+60°.
-
Подвижные направляющие с твердосплавными пластинками
-
Скорость вращения пилы, фиксированная 24, 52, 78, 109 м/мин
-
Ручное натяжение ленты
-
Гидравлические тиски станка имеют закаленный и отшлифованный червяк и бронзовое червячное колесо, для длительного срока эксплуатации
-
Гидравлическая система опускания рамы + автоматическое отключение в нижней точке реза
-
Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
-
Концевые выключатели при открытии крышек + регулируемый мерный упор для заготовок
-
Пила ленточная квалитет М42 в комплектации (для запуска и начало работы)

Модель Stalex BS-460G-JC – это обновлённая модель, с новым дизайном, выносным пультом управления и новой системой ввода данных. Станок является гидравлическим ленточнопильным станком, модель на базе популярного полуавтоматического консольного станка Stalex BS-460G.
- компактные и гибкие сенсорные клавиши
- новый дизайн
- консольная выносная панель
- скорость двигателя – 40/80 м/мин
- мощность двигателя - 1,5/2,2 кВт
- размер полотна – 27х0,9 длина 3960 мм
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки, так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск»
Гидравлические тиски раздвигаются на 460 мм, что позволяет пилить прямоугольною заготовку с размерами, превышающими рабочий просвет подъема пильной рамы.
Основные элементы
- Регулировка угла поворота рамы вдоль шкалы от -45 до +60 градусов, с шагом 1°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически.
- Станок управляется трёхфазным двигателем, с термозашитой электродвигателя.
- Предохранительный концевик на кожухе маховика и концевик (под трёх-лучевым маховиком натяжения полотна) для контроля/отключения станка при обрыве полотна (оберегающие станок от поломок в случае если лента повреждена).
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Система смазки и охлаждения полотна
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Станок имеет червячную передачу редуктора
- Дисковая щётка для очистки полотна от стружки, приводимая движением пильного полотна
Процесс пиления:
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
 |
Дополнительный прижим для пакетной резки для BS-460G
Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
||||
|
|
Прорези в основании тисков для наглядной установки рамы на угол для удобной установки рамы на -45°; -30°; 0°; +30°; +45°; +60°. |
||||
|
|
В середине основания тисков находится указатель и градусная линейка для установки необходимого положения рамы. Для поворота рамы на любой угол от -45° 0° до +60°. |
||||
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора. |
||||
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора. |
||||
|
|
Механическое натяжение полотна + датчик контроля (на обрыв полотна). Концевика на натяжения полотна – нет. |
||||
|
|
Зубчатый привод |
||||
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение. |
||||
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение.
|
||||
|
|
Гидростанция |
||||
|
|
Регулировка гидравлических тисков, отвечает за усилие зажатия тисков. |
||||
|
|
Предохранительный датчик при снятии заднего кожуха рамы. |











Модель Stalex BS-5030 является гидравлическим ленточнопильным станком, колонного одностоечного типа.
Полуавтоматический ленточнопильный станок, предназначен для пиления труб, металлических заготовок, максимальным диаметром круга 300 мм и прямоугольной заготовки 500x300 мм под углом 90°.
Одностоечные ленточнопильные станки имеют вертикальную стойку (колонну) большого диаметра по которой вверх-вниз перемещается горизонтальная пильная рама.
Пильная рама, представляет собой стальную сварную конструкцию.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
Станок оснащен гидравлическими тисками с возможностью быстрого зажима заготовок. Помимо механической подачи тисков, гидравлический ход тисков для быстрого зажима составляет 60 мм. Для облегчения подачи заготовок станок оборудован роликовым столом с двумя роликами.
Основные элементы
- Угол пиления заготовок 90°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двигателем.
- Предохранительные концевики на кожухе маховика и на лезвии, оберегающие станок от поломок в случае если лента повреждена
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Система смазки и охлаждения полотна
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Дисковая щётка для очистки полотна от стружки, приводимая движением пильного полотна
- Сенсорный дисплей управления
- Индикатор повреждения станка и полотна
- 4 скорости вращения полотна
- Подсветка зоны резания
Ленточное полотно: Движение ленты осуществляется в 4-х режимах (30, 50, 75 и 90 м/мин)
Процесс пиления:
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулируемая подача СОЖ в зону резания
- На мониторе размещена функция счётчика реза (заготовок)
- Так же на мониторе возможно установить высоту поднятия рамы (в секундах), либо механически выставить высоту поднятия рамы концевиком
- Расстояние движения направляющих по салазкам – составляет 530 мм
|
|
Дополнительный прижим для пакетной резки для BS-5030 Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|
|
Станок оснащен гидравлическими тисками с возможностью быстрого зажима заготовок. Помимо механической подачи тисков, гидравлический ход тисков для быстрого зажима составляет 60 мм. Для облегчения подачи заготовок станок оборудован роликовым столом с двумя роликами. |
|
|
На мониторе возможно установить высоту поднятия рамы (в секундах), либо механически выставить высоту поднятия рамы концевиком (1) Расстояние движения направляющих по салазкам – составляет 530 мм (2) |
|
|
На основной панели расположены: - цветной сенсорный дисплей (с помощью которого можно задать программу и отслеживать процесс пиления) - регулятор скорости опускания пилы - кнопка аварийного останова.
|
|
|
Пульт станка |
|
|
Шильдик станка |
|
|
Два вспомогательных подающих ролика |
|
|
Шильдик мотора |
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора. Механическая дисковая щётка очищающая полотно от стружки (щётка приводится в движение от вращения полотна). |
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора. |
|
|
Механическое натяжение |
|
|
Клиноременной привод |
|
|
Лампа освещения зоны резания |
|
|
Шкив станка и предохранительный датчик при поднятой крышке рамы |
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение. |
|
|
Гидростанция. Объём гидравлического бака - 25 л. Заливать 2/3 по уровню масла (используется гидравлическое масло стандартного качества (веретёнка)). |

















- компактные и гибкие сенсорные клавиши
- новый дизайн
- консольная выносная панель
- плавная регулировка скорости
- мощность двигателя 3,7кВт
- размер полотна – 34х1,1 длина 3960мм
Гидравлические тиски раздвигаются на 460 мм, что позволяет пилить прямоугольною заготовку с размерами, превышающими рабочий просвет подъема пильной рамы.
Основные элементы
- Регулировка угла поворота рамы вдоль шкалы от -45 до +60 градусов, с шагом 1°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически.
- Станок управляется трёхфазным двигателем, с термозашитой электродвигателя.
- Предохранительный концевик на кожухе маховика и концевик (под трёх-лучевым маховиком натяжения полотна) для контроля/отключения станка при обрыве полотна (оберегающие станок от поломок в случае если лента повреждена).
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Система смазки и охлаждения полотна
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Станок имеет червячную передачу редуктора
- Дисковая щётка для очистки полотна от стружки, приводимая движением пильного полотна
Процесс пиления:
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
|
|
Прорези в основании тисков для наглядной установки рамы на угол для удобной установки рамы на -45°; -30°; 0°; +30°; +45°; +60°. |
||||
|
|
В середине основания тисков находится указатель и градусная линейка для установки необходимого положения рамы. Для поворота рамы на любой угол от -45° 0° до +60°. |
||||
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора. |
||||
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора. |
||||
|
|
Механическое натяжение полотна + датчик контроля (на обрыв полотна). Концевика на натяжения полотна – нет. |
||||
|
|
Зубчатый привод |
||||
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение. |
||||
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение.
|
||||
|
|
Гидростанция |
||||
|
|
Регулировка гидравлических тисков, отвечает за усилие зажатия тисков. |
||||
|
|
Предохранительный датчик при снятии заднего кожуха рамы. |
Модель Stalex TGK-4235 является гидравлическим ленточнопильным станком, колонного двухстоечного типа.
Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, максимальным диаметром круга 350 мм и прямоугольной заготовки 350x350 мм под углом 90°.
Двухстоечные ленточнопильные станки имеют 2 вертикальные стойки (колонны) большого диаметра по которой вертикально перемещается горизонтальная пильная рама.
Пильная рама, представляет собой стальную сварную конструкцию.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
В стандартную комплектацию входят:
- ленточнопильный станок
- ленточнопильное полотно, установленное на станке
- регулируемый упор - 250 мм
- вспомогательный стол с роликом подачи, перед тисками
Основные элементы
- Угол пиления заготовок 90°
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двигателем
- Предохранительные концевики, оберегающие станок от включения при незакрытых кожухах рамы
- Концевики на подъём/опускание рамы и на обрыв полотна
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Регулируемая подача СОЖ в зону резания, смазывающее и охлаждающее полотно
- Тиски гидравлические с возможностью быстрого зажима заготовок + манометр
- Увеличенная скорость подачи до касания материала
- 2 скорости вращения полотна
- Подсветка зоны резания
- Зубчатый привод
- Гидравлическое натяжение полотна
- Автоматическое отключение при завершении резки
- Вспомогательный стол с роликом подачи приводится в движение вращением ручки маховика с передней части станка.
|
|
Вспомогательный стол с роликом подачи |
|||||
|
|
Вспомогательный стол с роликом подачи приводится в движение вращением ручки маховика с передней части станка. |
|||||
|
|
В тумбе станка размещён бак для стружки и слива СОЖ |
|||||
|
|
Гидравлическое натяжение полотна и концевик на обрыв полотна |
|||||
|
|
Рычаг регулировки натяжения полотна |
|||||
|
|
Гидравлические тиски |
|||||
|
|
Две направляющие перемещающиеся по салазкам, для регулировки жесткости полотна относительно размера заготовки. Лампа освещения Концевик на отключение быстрой подачи. |
|||||
 |
Концевик на подъём |
|||||
 |
Пульт станка |
|||||
 |
Зубчатый редуктор |
|||||
 |
Уровень и температура масла Уровень СОЖ |
|||||
 |
Дополнительная стойка для длинных заготовок |
|||||
 |
Комплект колёс для дополнительной стойки + ключи к электоршкафу |







Модель Stalex TBK-4228 является гидравлическим ленточнопильным станком, колонного двухстоечного типа.
Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, максимальным диаметром круга 280 мм и прямоугольной заготовки 280x280 мм под углом 90°.
Двухстоечные ленточнопильные станки имеют 2 вертикальные стойки (колонны) большого диаметра, по которым вверх-вниз перемещается горизонтальная пильная рама.
Пильная рама, представляет собой стальную сварную конструкцию.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
В стандартную комплектацию входят:
- ленточнопильный станок
- ленточнопильное полотно, установленное на станке
- регулируемый упор - 240 мм
- мобильная стойка с роликом
Основные элементы
- Угол пиления заготовок 90°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двигателем.
- Предохранительные концевики на кожухе маховика, оберегающие станок от поломок в случае если лента повреждена
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Регулируемая подача СОЖ в зону резания, смазывающее и охлаждающее полотно
- Тиски гидравлические с возможностью быстрого зажима заготовок
- 3 скорости вращения полотна
- Подсветка зоны резания
- Клиноременной привод
- Автоматическое отключение при завершении резки
|
|
Вспомогательный стол с роликом подачи |
|||||
|
|
Вспомогательный стол с роликом подачи приводится в движение вращением ручки маховика с передней части станка. |
|||||
|
|
В тумбе станка размещён бак для стружки и слива СОЖ |
|||||

|
Механическое натяжение |
|||||
|
|
Рычаг регулировки натяжения полотна |
|||||
|
|
Гидравлические тиски |
|||||
|
|
Две направляющие перемещающиеся по салазкам, для регулировки жесткости полотна относительно размера заготовки. Лампа освещения |
|||||

|
Концевики на подъём и опускание
|
|||||
|
|
Редуктор комбинированный (зубчатый + клиноременной)
|
|||||
|
|
Уровень и температура масла Уровень СОЖ
|
|||||
|
|
Переключатель работы тисков |
|||||
|
|
Пульт станка: Кнопка СТОП Индикация включения станка Кнопка «запуска вращения полотна» Кнопка «включения гидростанции» Кнопка «движение рамы вверх» Кнопка «движение рамы вниз» Маховик регулировки опускания рамы |
|||||
|
|
Дополнительная стойка для длинных заготовок
|
|||||
|
|











Модель Stalex BS-460G является гидравлическим ленточнопильным станком, данная модель популярна среди станков Stalex серии консольных полуавтоматов.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки, так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск»
Гидравлические тиски раздвигаются на 460 мм, что позволяет пилить прямоугольною заготовку с размерами, превышающими рабочий просвет подъема пильной рамы.
Основные элементы
- Регулировка угла поворота рамы вдоль шкалы от -45 до +60 градусов, с шагом 1°.
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двухскоростным двигателем, с двойными обмотками.
- Предохранительные концевики на кожухе маховика и на лезвии, оберегающие станок от поломок в случае если лента повреждена
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Система смазки и охлаждения полотна
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Станок имеет червячную передачу редуктора
- Дисковая щётка для очистки полотна от стружки, приводимая движением пильного полотна
Ленточное полотно:
- Движение ленты осуществляется через мотор-редуктор в 2-х режимах (40 или 80 м/мин)
Процесс пиления:
- Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
- Регулировка угла поворота вдоль шкалы
- Регулируемая подача СОЖ в зону резания
|
|
Дополнительный прижим для пакетной резки для BS-460G (в комплект не входит, поставляется отдельно) Прижим для пакетной резки, является дополнительной верхней (третьей) губкой тисков. Предназначен для прижима (крепления) заготовок в тисках сверху, при пилении в станке более одной заготовки одновременно. Устанавливается при помощи засверливания на тиски (вертикальные губки тисков) и стягиванием болтами. Прижим заготовок (пакета) происходит при помощи ручного вращения (затягивания) ручек. |
|
|
Пульт станка |
|
|
Прорези в основании тисков для наглядной установки рамы на угол для удобной установки рамы на -45°; -30°; 0°; +30°; +45°; +60°. |
|
|
В середине основания тисков находится указатель и градусная линейка для установки необходимого положения рамы. Для поворота рамы на любой угол от -45° 0° до +60°. |
|
|
Шильдик станка |
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора (фото №1). |
|
|
Подвижная направляющая и зубчатый блок, с твёрдосплавными платинами и подшипниками для выпрямления полотна в зоне резания и качественной фиксации для стабильного пиления. Гибкая трубка СОЖ с регулятором напора (фото №2). |
|
|
Механическое натяжение полотна + датчик контроля |
|
|
Зубчатый привод |
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение (фото №1). |
|
|
Датчик выключения станка в нижнем положении пильной рамы и датчик поднятия рамы в верхнее положение (фото №2).
|
|
|
Гидростанция |
|
|
Регулировка гидравлических тисков |
|
|
Предохранительный датчик при снятии заднего кожуха рамы. |



На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки, так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск»
Гидравлические тиски раздвигаются на 315 мм, что позволяет пилить прямоугольною заготовку с размерами, превышающими рабочий просвет подъема пильной рамы.
Основные элементы
- Регулировка угла поворота рамы вдоль шкалы от -45 до +60 градусов, с шагом 1°.
- Опускание и подъем рамы осуществляется за счет гидравлики - автоматически
- Станок управляется трёхфазным двухскоростным двигателем, с двойными обмотками.
- Предохранительные концевики на кожухе маховика и на лезвии, оберегающие станок от поломок в случае если лента повреждена
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Система смазки и охлаждения полотна
- Тиски гидравлические с возможностью быстрого зажима заготовок
- Станок имеет червячную передачу редуктора
- Упор для ограничения длины отрезаемой заготовки до 600мм
- Дисковая щётка для очистки полотна от стружки, приводимая движением пильного полотна
|
|
В стандартной комплектации: Упор для ограничения длины отрезаемой заготовки до 600мм Дисковая щётка для очистки полотна от стружки, приводимая движением пильного полотна |
||||
|
|
Обратная сторона станка: Лампа освещения Датчика отключения станка при открытой тыльной крышки рамы Ролик поддержки |
||||
|
|
Шильдик станка |
||||
|
|
Механизм регулировки опускания и отключения рамы в нижней точке пиления |
||||
|
|
Поворот рамы под углом + 45° |
||||
 |
Датчик на обрыв полотна, в случае если полотно лопнуло - станок выключается (датчик не является узлом контроля натяжения полотна, т.е. датчик не контролирует вкл/выкл станка в случае недостаточного натяжения полотна) |
||||
|
|
Дополнительно можно приобрести рольганги Stalex Z (1500мм / 2000мм / 3000мм) |






Модель Stalex TBK-4228А является гидравлическим ленточнопильным станком, колонного двухстоечного типа.
Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, максимальным диаметром круга 280 мм и прямоугольной заготовки 280x280 мм под углом от 0° (90°) до 45°.
Двухстоечные ленточнопильные станки имеют 2 вертикальные стойки (колонны) большого диаметра по которым вверх-вниз перемещается горизонтальная пильная рама.
Пильная рама, представляет собой стальную сварную конструкцию.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
В стандартную комплектацию входят:
- ленточнопильный станок
- ленточнопильное полотно, установленное на станке
Основные элементы
- Поворотный механизм при двухколонной конструкции (угол резки от 0°-30°-45°)
- Опускание и подъем рамы осуществляется за счет гидравлики автоматически
- Станок управляется трёхфазным двигателем.
- Предохранительные концевики на кожухе маховика, оберегающие станок от поломок в случае если лента повреждена
- Точная регулировка полотна позволяет добиться безлюфтового вращения в вертикальной плоскости, за счет конических подшипников и твердосплавных пластин
- Термозащита электродвигателя
- Регулируемая подача СОЖ в зону резания, смазывающее и охлаждающее полотно
- Тиски гидравлические с возможностью быстрого зажима заготовок
- 3 скорости вращения полотна
- Подсветка зоны резания
- Клиноременной привод
- Автоматическое отключение при завершении резки

|
Поворот рамы на угол от 0° (90°) до 45°. При этом тип конструкции - колонный двухстоечный замкнутого контура, с высокими параметрами жёсткости и виброустойчивости.
|
|||||
|
|
Пульт станка |
|||||
|
|
Электрошкаф |
|||||
|
|
Переключатель работы тисков
|
|||||
|
|
Привод - гибрид (зубчатый привод + клиноременная передача). Предохранительный концевик на кожухе маховика, оберегающий станок от поломок в случае если лента повреждена
|
|||||
|
|
Концевик на подъём
|
|||||
|
|
1. Колонна с гидроцилиндром 2. Колонна со скользящей муфтой |
|||||
|
|
Механическое натяжение полотна Рычаг регулировки натяжения полотна |
|||||
|
|
Предохранительный концевик на кожухе маховика, оберегающий станок от поломок в случае если лента повреждена |
|||||
|
|
Гидравлические тиски |
|||||
|
|
Лампа освещения |
|||||
|
|
Две направляющие перемещающиеся по салазкам, для регулировки жесткости полотна относительно размера заготовки. |
|||||
|
|
Гидравлический бак, двигатель масляного насоса 0,55 кВт, гидравлический насос (помпа), гидравлические клапаны |
|||||
|
|
В тумбе станка размещён бак для стружки и слива СОЖ |
|||||

|
Уровень и температура масла Уровень СОЖ |
|||||
|
|
Дополнительная стойка для длинных заготовок + 4 колеса для стойки (в стандартной комплектации) |
|||||
|
|
Станок Stalex TBK-4228A с открытым кожухом |
















Модель Stalex SBS-250B является полуавтоматическим ленточнопильным станок, предназначенным для пиления профильных заготовок в серийном производстве и сплошных заготовок в штучных выпусках.
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки,
так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков). В последнем случае оператор должен лишь обеспечить подачу заготовок и нажатие кнопки «Пуск».
Станок оснащен гидравлическими тисками с возможностью быстрого зажима заготовок.
Станок Stalex SBS-250B позволяет делать распилы заготовок диаметром до 250мм.
В рабочей зоне резания полотно точно ведется двумя направляющими головками. Станок с возможностью поворота корпуса пилы от -45° 0° до +60°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила (т.е. поворота рамы пилы по градусной линейке относительно неподвижных тисков).
Полотно натягивается с помощью натяжного шкива. Натяжной шкив приводится в движение трёхлучевой ручкой, механический узел натяжения полотна имеет датчик натяжения полотна.
Используя данную модель, имеющую гидравлические регулируемые тиски для резки под углом, поворачивается рама, а не заготовка. Гидравлические тиски автоматизируют процесс фиксации и снятия заготовки (ускоренный отвод подвижной губки происходит без вращения маховика). Наличие система СОЖ в стандартной комплектации – позволяет добиться высокой производительности.
Станок предназначен для обработки большого количества металла, данная модель находит широкое применение в мелкосерийном производстве.
Ленточное полотно:
Движение ленты осуществляется через зубчатый привод с регулировкой скорости вращения полотна (53 и 79 м/мин)
Процесс пиления:
• Точность движения ленты обеспечивается за счет твердосплавных направляющих пластин и роликовых подшипников
• Регулировка угла поворота вдоль шкалы
• Регулируемая подача СОЖ в зону резания
Стандартная комплектация для Stalex SBS-250B:
• Поворотный стол с возможность поворота -45°…0°…+60º
• Подвижные направляющие с твердосплавными пластинками
• Перепускной клапан плавная регулировка опускания пильной рамы
• Гидравлические тиски
• Скорость вращения пилы, 53 и 79 м/мин
• Ручное натяжение ленты
• Мерный упор - 500 мм
• Помпа для подачи СОЖ и регулировочные краны для регулировки напора СОЖ
• Пила ленточная квалитет М42
Основные элементы cтанка Stalex SBS-250B:
• Литая чугунная рама гарантирует жесткость станка и гасит вибрации• Опускание рамы осуществляется при помощи гидростанции и веса рамы
• Заданная скорость и плавность хода рамы обеспечиваются гидравлическим демпфером
• Плавная регулировка скорости опускания рамы (подвод и рабочий ход)
• Автоматическое поднятие рамы после завершения реза, за счёт электромагнитного клапана гидравлической системы
• Гидравлические тиски (+ возможность подводки механическим маховиком)
• Станция охлаждения, обеспечивает подачу СОЖ, расположена внутри рамы
На полуавтоматических станках возможна работа как в ручном режиме, когда каждая операция выполняется вручную посредством нажатия соответствующей кнопки, так и в автоматическом режиме, когда станок выполняет весь цикл резания (зажим заготовки – запуск пилы – опускание рамы – остановка пилы – подъем рамы – отжим тисков).
Труборезы ручные MHPC предназначены для резки труб вращением вокруг трубы, методом холодной резки - не производящим искр во время работы. Замкнутая конструкция с 4 режущими роликами и хомутным закрытием рамы – позволяет качественно, без заусенцев и сколов резать стальные/чугунные/нержавеющие трубы. В том числе в труднодоступных местах, где нет полного подхода или доступа к трубе - труборез работает с минимальным вращением (качением) 90°-110°, достаточно четверти оборота. Удобный и надёжный в работе имеет длительный срок службы, возможно докупить наборы режущих роликов (комплект из 4 роликов).
Особенности:
• Ручные станки предназначены для быстрой резки труб Ø2"-4" (условный внутренний проход трубы Ø50-100мм)
• Труборезы работают с минимальным вращением (качением) 90-110°, в том числе в ограниченном пространстве
• Ручной инструмент холодной резки, без высекания искр - идеально подходит для задач на объектах с требованием на запрет к пожароопасным и легковоспламеняемым работам
• Портативный и легкий, удобен для транспортировки
| Водогазопроводные трубы | |||||||
|
Условный проход |
Наружный диаметр |
Толщина стенки труб |
Масса 1 м труб, кг |
||||
|
легких |
обыкновенных |
усиленных |
легких | обыкновенных | усиленных | ||
| 6 |
10,2 |
1,8 |
2,0 |
2,5 |
0,37 |
0,40 |
0,47 |
| 8 | 13,5 |
2,0 |
2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
|
10 |
17,0 |
2,0 |
2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 |
21,3 |
2,35 | - | - |
1,10 |
- | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 |
- |
- |
1,42 |
- | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
| Труба ВГП 100х4,5 водогазопроводная – условный проход 100мм или 4”, подходит труборез: | ||
|
Stalex MHPC-4 |
4" (101,6 мм) |
3,048 мм - 6,020 мм |
Труборезы ручные MHPC предназначены для резки труб вращением вокруг трубы, методом холодной резки - не производящим искр во время работы. Замкнутая конструкция с 4 режущими роликами и хомутным закрытием рамы – позволяет качественно, без заусенцев и сколов резать стальные/чугунные/нержавеющие трубы. В том числе в труднодоступных местах, где нет полного подхода или доступа к трубе - труборез работает с минимальным вращением (качением) 90°-110°, достаточно четверти оборота. Удобный и надёжный в работе имеет длительный срок службы, возможно докупить наборы режущих роликов (комплект из 4 роликов).
Особенности:
• Ручной инструмент холодной резки, без высекания искр - идеально подходит для задач на объектах с требованием на запрет к пожароопасным и легковоспламеняемым работам
• Портативный и легкий, удобен для транспортировки
Холодная резка, во время работы не производит искр. Надёжный и безопасный.
| Водогазопроводные трубы | |||||||
|
Условный проход |
Наружный диаметр |
Толщина стенки труб |
Масса 1 м труб, кг |
||||
|
легких |
обыкновенных |
усиленных |
легких | обыкновенных | усиленных | ||
| 6 |
10,2 |
1,8 |
2,0 |
2,5 |
0,37 |
0,40 |
0,47 |
| 8 | 13,5 |
2,0 |
2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
|
10 |
17,0 |
2,0 |
2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 |
21,3 |
2,35 | - | - |
1,10 |
- | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 |
- |
- |
1,42 |
- | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
| Труба ВГП 150х4,5 водогазопроводная – условный проход 150мм или 6”, подходит труборез: | ||
|
Stalex MHPC-8 |
6" (152,4 мм) |
3,404 мм - 7,112 мм |
Особенности:
• Экономичный метод вырезания крупных отверстий в трубах методом корончатого сверления.
• Точность и надёжность установки обеспечивается крепежной цепью фиксации (для модели PHC-6 в стандартном комплекте – 2 крепежные цепи).
• В зависимости от материала труб, могут применяться различные корончатые свёрла как быстрорежущие, так и с твердосплавными режущими зубьями.
• Прочная и надёжная конструкция для применения в цеху или на объекте.
• Встроенная ампула (жидкостной уровень), для юстировки станка при сверлении группы отверстий.
• Рабочий диапазон толщины стенки трубы (или глубины вырезания) – зависит от режущего инструмента.
• Режущий инструмент – это корончатые и спиральные сверла, для работы с углеродистыми/легированными/нержавеющими сталями, кроме того цветными материалами, чугуном и деревом.
• Используйте качественные СОЖ и пасты для сверления (в сталях за исключение чугуна), что позволит увеличить срок службы режущего инструмента и повысит производительность.
• Конструкция модели PHC-6 позволяет перебрасывать рычаг вращения на другую сторону для комфортного управления станком.
Труборез ручной роторный MRPC предназначен для резки труб вращением вокруг трубы, методом холодной резки - не производящим искр во время работы. Замкнутая конструкция с 4 режущими роликами и двумя стяжными муфтами (талрепами) – позволяет качественно, без заусенцев и сколов резать стальные/чугунные/нержавеющие трубы. В том числе в труднодоступных местах, где нет полного подхода или доступа к трубе – рычаг вращения имеет 6 площадок на режущей раме, для фиксации и проворота вокруг трубы. Удобный и надёжный в работе имеет длительный срок службы, возможно докупить наборы режущих роликов (комплект из 4 роликов).
Особенности:
- Ручные модель MRPC предназначена для быстрой резки больших труб Ø10"-14" (условный внутренний проход трубы Ø250-350мм).
- Труборез работает с минимальным вращением 45°, в том числе в ограниченном пространстве, за счёт проворота рамы рычагом вращения (на раме станка – находятся 6 площадок для вращения).
- Ручной инструмент холодной резки, без высекания искр - идеально подходит для задач на объектах с требованием на запрет к пожароопасным и легковоспламеняемым работам.
- Портативный и мощный, удобен для транспортировки.
Подходит для работы в траншее, либо в других труднодоступных местах.
Возможность использования в сложно доступных местах, длительный срок службы.
Холодная резка, во время работы не производит искр. Надёжный и безопасный.
Труборез работает с минимальным вращением 45°, в том числе в ограниченном пространстве, за счёт проворота рамы рычагом вращения (на раме станка – находятся 6 площадок для вращения).
При вращении рамы вокруг трубы, стягивайте так же талрепы (зажимные муфты) рычагом вращения.
Две позиции крепления зажимных муфт (для работы с трубой Ø 10ˮ и 12-14ˮ)
Устройство для вырубки седловин является полезной опцией, для точной и простой обработки труб ускоряющее в несколько раз, процесс подготовки к последующей аккуратной сварке.
Применим во всех отраслях производства где используются изделия из труб.
Предназначен для вырубки сегментов труб (выемок) различного диаметра, для более удобного и быстрого соединения при сварке. Имеет крепления для установки к полу или верстаку. Прочный и долговечный корпус, изготовленный из стали.
Особенности:
• Быстрая резка (выдавливание) стальной/нержавеющей/чугунной трубы с минимальным шумом (тихая работа).
• Станки нашли широкое применение в операциях с последующим соединением труб, без дополнительных операций – таких как резьбовое соединение/сварное соединение.
• Прочная и надёжная конструкция для применения в цеху или на объекте.
Стандартная комплектация:
• Станок Stalex HPPC
• Трубодержатель
• Режущий диск общего назначения

Труборезы ручные MHPC предназначены для резки труб вращением вокруг трубы, методом холодной резки - не производящим искр во время работы. Замкнутая конструкция с 4 режущими роликами и хомутным закрытием рамы – позволяет качественно, без заусенцев и сколов резать стальные/чугунные/нержавеющие трубы. В том числе в труднодоступных местах, где нет полного подхода или доступа к трубе - труборез работает с минимальным вращением (качением) 90°-110°, достаточно четверти оборота. Удобный и надёжный в работе имеет длительный срок службы, возможно докупить наборы режущих роликов (комплект из 4 роликов).
Особенности:
• Ручной инструмент холодной резки, без высекания искр - идеально подходит для задач на объектах с требованием на запрет к пожароопасным и легковоспламеняемым работам
• Портативный и легкий, удобен для транспортировки
Холодная резка, во время работы не производит искр. Надёжный и безопасный.
| Водогазопроводные трубы | |||||||
|
Условный проход |
Наружный диаметр |
Толщина стенки труб |
Масса 1 м труб, кг |
||||
|
легких |
обыкновенных |
усиленных |
легких | обыкновенных | усиленных | ||
| 6 |
10,2 |
1,8 |
2,0 |
2,5 |
0,37 |
0,40 |
0,47 |
| 8 | 13,5 |
2,0 |
2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
|
10 |
17,0 |
2,0 |
2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 |
21,3 |
2,35 | - | - |
1,10 |
- | - |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 |
- |
- |
1,42 |
- | - |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
| Труба ВГП 100х4,5 водогазопроводная – условный проход 100мм или 4”, подходит труборез: | ||
|
Stalex MHPC-6 |
4" (101,6 мм) |
3,048 мм - 6,020 мм |
| Труба ВГП 150х4,5 водогазопроводная – условный проход 150мм или 6”, подходит труборез: | ||
|
Stalex MHPC-6 |
6" (152,4 мм) |
3,404 мм - 7,112 мм |

Предназначен для резки труб различного диаметра, для более удобного и быстрого соединения при сварке. Stalex PN-1/2S имеет прочный и долговечный корпус, изготовленный из стали, данное устройство предназначено для настольной вертикальной и горизонтальной установки, может проводить резку трубы (вырезания седловин) разного диаметра под разным углом, модель можно поворачивать и регулировать в пределах от 0° до 60°. Основание адаптируется к любому рабочему столу. Обладает такими преимуществами – как легкость в эксплуатации, высокая скорость резки, малые размеры и высокая мобильность, высокая точность обработки – что сопоставимо с характеристиками при обработке изделий на станках с ЧПУ.
• Мощный бесшумный асинхронный двигатель;
• Защитный экран от искр;
• Пылезащищенная кнопка пуск/стоп;
• Лампа освещения рабочей зоны;
• Подставка в комплекте;
• Изготовлен по стандарту СЕ
Узел крепления пильного узла к станине выполнен на двух высококачественных подшипниках.
Мощный высокооборотистый трехфазный двигатель (3кВт) с ременным приводом, оснащенный абразивным отрезным диском распространенного стандарта Ø400×Ø25,4(32) ×3,2мм обеспечивает эффективное и точное пиление. Передача вращения происходит при помощи двух прочных поликлиновых ремней, подобрать которые, при необходимости их замены, можно в любом магазине автозапчастей.
Ходовой винт тисков защищен от попадания металлической стружки и абразивной пыли металлическим кожухом.
Для улавливания искр и отходов пиления за пильным диском расположен металлический тоннель (пыльник).
Сбалансированное расположение мотора и пильного узла, а также эргономичный рычаг опускания пильного диска, оснащенный нескользящей резиновой рукояткой, делают рабочий процесс в течение длительного времени неутомительным для работающего. Рычаг опускания пильного диска оснащён кнопкой включения/выключения станка, что делает работу со станком более удобной и безопасной.
В случае необходимости мобильного применения пилы, можно установить на станину прочные резиновые колеса, входящие в комплект поставки. Для фиксации станины к верстаку в ней предусмотрены крепежные отверстия
Особенности:
• Трехфазный двигатель (380 В) с мощностью 3 кВт позволяет работать с высокой нагрузкой
• Ременный привод
• Большая зона обработки благодаря диску диаметром 400 миллиметров
• Частота оборотов двигателя 2280 об/мин. обеспечивает оптимальный режим резания
• Массивная литая станина из серого чугуна со шлифованным столом
• Мощные механические тиски с возможностью поворота на ±45°
• Металлический защитный кожух диска для безопасного пиления
• Колеса для легкого перемещения пилы на объекте или в цехе
• Возможность крепления к стойке или верстаку при стационарном использовании
Дисковые отрезные пилы Cut-Off Machine-400М/3 применяется в строительстве, металлургии, в производстве металлоизделий, на металлобазах и предназначена для чернового пиления стальных труб, прутка, арматуры, профиля, полосы, уголка и других заготовок.
Узел крепления пильного узла к станине выполнен на двух высококачественных подшипниках.
Мощный высокооборотистый однофазный двигатель (3кВт) с ременным приводом, оснащенный абразивным отрезным диском распространенного стандарта Ø400×Ø25,4(32) ×3,2мм обеспечивает эффективное и точное пиление. Передача вращения происходит при помощи двух прочных поликлиновых ремней, подобрать которые, при необходимости их замены, можно в любом магазине автозапчастей.
Ходовой винт тисков защищен от попадания металлической стружки и абразивной пыли металлическим кожухом.
Для улавливания искр и отходов пиления за пильным диском расположен металлический тоннель (пыльник).
Сбалансированное расположение мотора и пильного узла, а также эргономичный рычаг опускания пильного диска, оснащенный нескользящей резиновой рукояткой, делают рабочий процесс в течение длительного времени неутомительным для работающего. Рычаг опускания пильного диска оснащён кнопкой включения/выключения станка, что делает работу со станком более удобной и безопасной.
В случае необходимости мобильного применения пилы, можно установить на станину прочные резиновые колеса, входящие в комплект поставки. Для фиксации станины к верстаку в ней предусмотрены крепежные отверстия.
Особенности:
-
Однофазный двигатель (220 В) с мощностью 3 кВт позволяет работать с высокой нагрузкой
-
Ременный привод
-
Большая зона обработки благодаря диску диаметром 400 миллиметров
-
Частота оборотов двигателя 2280 об/мин. обеспечивает оптимальный режим резания
-
Массивная литая станина из серого чугуна со шлифованным столом
-
Мощные механические тиски с возможностью поворота на ±45°
-
Металлический защитный кожух диска для безопасного пиления
-
Колеса для легкого перемещения пилы на объекте или в цехе
-
Возможность крепления к стойке или верстаку при стационарном использовании
Узел крепления пильного узла к станине выполнен на двух высококачественных подшипниках.
Мощный высокооборотистый трехфазный двигатель (3кВт и 4 кВт) с ременным приводом, оснащенный абразивным отрезным диском распространенного стандарта Ø400×Ø25,4(32) ×3,2мм обеспечивает эффективное и точное пиление. Передача вращения происходит при помощи двух прочных поликлиновых ремней, подобрать которые, при необходимости их замены, можно в любом магазине автозапчастей.
Ходовой винт тисков защищен от попадания металлической стружки и абразивной пыли металлическим кожухом.
Для улавливания искр и отходов пиления за пильным диском расположен металлический тоннель (пыльник).
Сбалансированное расположение мотора и пильного узла, а также эргономичный рычаг опускания пильного диска, оснащенный нескользящей резиновой рукояткой, делают рабочий процесс в течение длительного времени неутомительным для работающего. Рычаг опускания пильного диска оснащён кнопкой включения/выключения станка, что делает работу со станком более удобной и безопасной.
В случае необходимости мобильного применения пилы, можно установить на станину прочные резиновые колеса, входящие в комплект поставки. Для фиксации станины к верстаку в ней предусмотрены крепежные отверстия

Дисковая отрезная пила STALEX CS-315 предназначена для быстрого и качественного распила и раскроя трубы, прутка, различных профилей из конструкционных и нержавеющих сталей, цветных металлов, текстолита, резины и пластика под углами от -45° до +45° в условиях мастерской при мелкосерийном производстве.
Трехфазный индукционный мотор мощностью 1,3 кВт с 2ух частотным вращения вала 18 и 36 об/мин рассчитан на длительную работу при средних нагрузках. Для работы с большими заготовками или с крупными сериями заготовок следует приобретать дисковую пилу с большей мощностью и зоной обработки, или ленточнопильный станок.
Прочная массивная станина со встроенным баком для СОЖ емкостью 2,5 литра обеспечивает жeсткость конструкции и сводит к минимуму вибрации при резке заготовки.
Усилие от двигателя на диск передается посредством зубчатой передачи. Все шестерни редуктора находятся в герметичной масляной ванне с легкодоступным сливным отверстием и глазком для контроля уровня масла на корпусе редуктора. Масляная ванна существенно продлевает срок службы станка и снижает шум.
В сравнении со станками с абразивными дисками, отрезные станки STALEX с металлическими пильными дисками серии CS обеспечивают более чистый и точный рез, отсутствие грата и меньшую шумовую нагрузку. Также эта технология имеет меньшую себестоимость реза благодаря возможности неоднократной заточки диска.
По технике безопасности станок оснащен металлическим защитным кожухом, предохраняющим от искр, стружки и от прямого контакта с пильным диском.
Под заказ поставляются диски для станков CS, средний срок производства и поставки готовых дисков (после оплаты) - 4-6 рабочих дней.
Поставщик дисков - компания Julia Utensili (1978, страна производитель - Италия).
Подбор шага зубьев / профиль зуба / покрытие - подбирается под задачи каждого нашего клиента.
Конечное изготовление диска производится высококвалифицированными специалистами на итальянских станках компании «Businaro», специализирующейся на производстве автоматических машин для заточки металлорежущих пил.
Дисковая отрезная пила STALEX CS-350 предназначена для быстрого и качественного распила и раскроя трубы, прутка, различных профилей из конструкционных и нержавеющих сталей, цветных металлов, текстолита, резины и пластика под углами от -45° до +45° в условиях мастерской при мелкосерийном производстве.
Трехфазный индукционный мотор мощностью 1,3 кВт с 2ух частотным вращения вала 18 и 36 об/мин рассчитан на длительную работу при средних нагрузках. Для работы с большими заготовками или с крупными сериями заготовок следует приобретать дисковую пилу с большей мощностью и зоной обработки, или ленточнопильный станок.
Прочная массивная станина со встроенным баком для СОЖ емкостью 2,5 литра обеспечивает жeсткость конструкции и сводит к минимуму вибрации при резке заготовки.
Усилие от двигателя на диск передается посредством зубчатой передачи. Все шестерни редуктора находятся в герметичной масляной ванне с легкодоступным сливным отверстием и глазком для контроля уровня масла на корпусе редуктора. Масляная ванна существенно продлевает срок службы станка и снижает шум.
В сравнении со станками с абразивными дисками, отрезные станки STALEX с металлическими пильными дисками серии CS обеспечивают более чистый и точный рез, отсутствие грата и меньшую шумовую нагрузку. Также эта технология имеет меньшую себестоимость реза благодаря возможности неоднократной заточки диска.
По технике безопасности станок оснащен металлическим защитным кожухом, предохраняющим от искр, стружки и от прямого контакта с пильным диском.
Под заказ поставляются диски для станков CS, средний срок производства и поставки готовых дисков (после оплаты) - 4-6 рабочих дней.
Поставщик дисков - компания Julia Utensili (1978, страна производитель - Италия).
Подбор шага зубьев / профиль зуба / покрытие - подбирается под задачи каждого нашего клиента.
Конечное изготовление диска производится высококвалифицированными специалистами на итальянских станках компании «Businaro», специализирующейся на производстве автоматических машин для заточки металлорежущих пил.
Дисковая гидравлическая пила STALEX PDS-315H предназначена для быстрого и качественного распила труб, прутков и различных профилей из стали и цветных металлов, под углами от -45° до +45° в условиях мастерской при единичном и мелкосерийном производстве.
Трехфазный 2-х скоростной мотор мощностью 2,2/3.0 рассчитан на длительную работу при средних нагрузках.
Пильный диск, имеет две скорости вращения: 60 и 120 об/мин, для удобства обработки различных профильных заготовок
Прочная массивная станина со встроенным баком для СОЖ, обеспечивает жeсткость конструкции и сводит к минимуму вибрации при резке заготовки.
Усилие от двигателя на диск передается посредством зубчатой передачи. Все шестерни редуктора находятся в герметичной масляной ванне с легкодоступным сливным отверстием и глазком для контроля уровня масла на корпусе редуктора. Масляная ванна существенно продлевает срок службы станка и снижает шум.
Процесс разрезки заготовки в автоматическом режиме способствует удобной работе на станке, для этого станок оснащен выносной педалью, для запуска режима резки. В конце разреза, диск поднимается вверх, в исходную точку.
Гидравлические пильные станки STALEX модели PDS-315H с металлическими пильными дисками, обеспечивают более чистый и точный рез, меньшую шумовую нагрузку.
По технике безопасности станок оснащен металлическим защитным кожухом, предохраняющим от искр, стружки и от прямого контакта с пильным диском.
Особенности
-
Поворотная на ± 45° голова с градусной шкалой для точной резки под углом
-
Максимальный рез заготовки Ø315 мм
-
Две скорости вращения пильного диска
-
Процесс резки осуществляется в автоматическом режиме
-
Редуктор в масляной ванне для долговечности и снижения уровня шума при работе
-
Штатная система подачи СОЖ
-
Упор для выставления размера заготовки
-
Гидравлические тиски с эксцентриковым зажимом и разрезной задней губкой для более жесткой фиксации заготовки
-
Пильный диск с зубьями из быстрорежущей стали (HSS) Ø315 мм входит в комплект поставки
-
Устойчивая стальная тумба с баком СОЖ и гидравликой
-
Ножная педаль для запуска процесса резания
Прочная массивная станина с резиновыми регулируемыми ножками и встроенным баком для СОЖ емкостью 2,5 литра обеспечивает жeсткость конструкции и сводит к минимуму вибрацию при резке заготовки.
Усилие от двигателя на диск передается посредством зубчатой передачи. Все шестерни редуктора находятся в герметичной масляной ванне с легкодоступным сливным отверстием и глазком для контроля уровня масла на корпусе редуктора. Масляная ванна существенно продлевает срок службы станка и снижает шум.
В сравнении со станками с абразивными дисками, отрезные станки STALEX с металлическими пильными дисками серии CS обеспечивают более чистый и точный рез, отсутствие грата и меньшую шумовую нагрузку. Также эта технология имеет меньшую себестоимость реза благодаря возможности неоднократной заточки диска.
Отрезной станок STALEX CS-225, благодаря небольшому весу и габаритам, а также питанию от сети 220V помимо стационарного использования отлично подходит для выездных работ на объектах.
Поставщик дисков - компания Julia Utensili (1978, страна производитель - Италия).
Подбор шага зубьев / профиль зуба / покрытие - подбирается под задачи каждого нашего клиента.
Конечное изготовление диска производится высококвалифицированными специалистами на итальянских станках компании «Businaro», специализирующейся на производстве автоматических машин для заточки металлорежущих пил.
Трехфазный индукционный мотор мощностью 1,1 кВт с частотой вращения вала 42 об/мин рассчитан на длительную работу при средних нагрузках. Для работы с большими заготовками или с крупными сериями заготовок следует приобретать дисковую пилу с большей мощностью и зоной обработки, или ленточнопильный станок.
Прочная массивная станина со встроенным баком для СОЖ емкостью 2,5 литра обеспечивает жeсткость конструкции и сводит к минимуму вибрации при резке заготовки.
Усилие от двигателя на диск передается посредством зубчатой передачи. Все шестерни редуктора находятся в герметичной масляной ванне с легкодоступным сливным отверстием и глазком для контроля уровня масла на корпусе редуктора. Масляная ванна существенно продлевает срок службы станка и снижает шум.
В сравнении со станками с абразивными дисками, отрезные станки STALEX с металлическими пильными дисками серии CS обеспечивают более чистый и точный рез, отсутствие грата и меньшую шумовую нагрузку. Также эта технология имеет меньшую себестоимость реза благодаря возможности неоднократной заточки диска.
По технике безопасности станок оснащен металлическим защитным кожухом, предохраняющим от искр, стружки и от прямого контакта с пильным диском.
Особенности:
• Поворотная на ± 45° голова с градусной шкалой для точной резки под углом
• Удобное включение / выключение станка с рукоятки на рычаге
• Редуктор в масляной ванне для долговечности и снижения уровня шума при работе
• Штатная система подачи СОЖ с диафрагменным насосом и встроенным баком на 2,5 литра
• Механические тиски с эксцентриковым зажимом и разрезной задней губкой для более жесткой фиксации заготовки
• Торцевой упор для резки заготовок одинаковой длины
• Пильный диск с зубьями из быстрорежущей стали (HSS) Ø275 мм входит в комплект поставки
Под заказ поставляются диски для станков CS, средний срок производства и поставки готовых дисков (после оплаты) - 4-6 рабочих дней.
Поставщик дисков - компания Julia Utensili (1978, страна производитель - Италия).
Подбор шага зубьев / профиль зуба / покрытие - подбирается под задачи каждого нашего клиента.
Конечное изготовление диска производится высококвалифицированными специалистами на итальянских станках компании «Businaro», специализирующейся на производстве автоматических машин для заточки металлорежущих пил.
Трехфазный индукционный мотор мощностью 1,1 кВт с частотой вращения вала 42 об/мин рассчитан на длительную работу при средних нагрузках. Для работы с большими заготовками или с крупными сериями заготовок следует приобретать дисковую пилу с большей мощностью и зоной обработки, или ленточнопильный станок.
Прочная массивная станина со встроенным баком для СОЖ емкостью 2,5 литра обеспечивает жeсткость конструкции и сводит к минимуму вибрации при резке заготовки.
Усилие от двигателя на диск передается посредством зубчатой передачи. Все шестерни редуктора находятся в герметичной масляной ванне с легкодоступным сливным отверстием и глазком для контроля уровня масла на корпусе редуктора. Масляная ванна существенно продлевает срок службы станка и снижает шум.
В сравнении со станками с абразивными дисками, отрезные станки STALEX с металлическими пильными дисками серии CS обеспечивают более чистый и точный рез, отсутствие грата и меньшую шумовую нагрузку. Также эта технология имеет меньшую себестоимость реза благодаря возможности неоднократной заточки диска.
По технике безопасности станок оснащен металлическим защитным кожухом, предохраняющим от искр, стружки и от прямого контакта с пильным диском.
Особенности:
• Поворотная на ± 45° голова с градусной шкалой для точной резки под углом
• Удобное включение / выключение станка с рукоятки на рычаге
• Редуктор в масляной ванне для долговечности и снижения уровня шума при работе
• Штатная система подачи СОЖ с диафрагменным насосом и встроенным баком на 2,5 литра
• Механические тиски с эксцентриковым зажимом и разрезной задней губкой для более жесткой фиксации заготовки
• Торцевой упор для резки заготовок одинаковой длины
• Пильный диск с зубьями из быстрорежущей стали (HSS) Ø250 мм входит в комплект поставки
Под заказ поставляются диски для станков CS, средний срок производства и поставки готовых дисков (после оплаты) - 4-6 рабочих дней.
Поставщик дисков - компания Julia Utensili (1978, страна производитель - Италия).
Подбор шага зубьев / профиль зуба / покрытие - подбирается под задачи каждого нашего клиента.
Конечное изготовление диска производится высококвалифицированными специалистами на итальянских станках компании «Businaro», специализирующейся на производстве автоматических машин для заточки металлорежущих пил.

• Корпус станка изготовлен из серого чугуна, для предотвращения вибрации;
• Мощный бесшумный асинхронный двигатель;
• Защитный экран от искр;
• Пылезащищенная кнопка пуск/стоп;
• Прорезиненные опоры в основании станка;
• Изготовлен по стандарту СЕ























Штревель BT50-45 без подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель BT40-90T с каналом для подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель BT50-45T с каналом для подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель BT40-60° без подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель BT40-45T с каналом для подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель BT40-45 без подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель BT30-45 без подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель SK50-15T с подачей СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель SK40-15T с подачей СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель SK50-15° без подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель SK40-15° без подачи СОЖ, без уплотнительного кольца. Штревель предназначен для фиксации станочной оправки в шпинделе станка. Резьбовой частью он вкручивается в хвостовик станочной оправки, а противоположный концевик фиксируется специальным механизмом зажимной цанги станка. Таким образом, станочная оправка фиксируется в шпинделе станка.
Штревель-Адаптер SK/BTNC-DIN2080 для BT40/SK40 Предназначен для установки в оправки BT40 и SK40. При установки в адаптера на оправки BT и SK получаются оправки по DIN 2080, которые используются в основном на универсальных станках.
Внимание! Если на станках имеется магазин с автоматической сменой инструмента, то при использовании штревель-адаптера не будет работать автоматическая смена инструмента).
Штревель-Адаптер SK/BTNC-DIN2080 для BT40/SK40 Предназначен для установки в оправки BT40 и SK40. При установки в адаптера на оправки BT и SK получаются оправки по DIN 2080, которые используются в основном на универсальных станках.
Внимание! Если на станках имеется магазин с автоматической сменой инструмента, то при использовании штревель-адаптера не будет работать автоматическая смена инструмента).
Штревель-Адаптер SK/BTNC-DIN2080 для BT50/SK50 Предназначен для установки в оправки BT50 и SK50. При установки в адаптера на оправки BT и SK получаются оправки по DIN 2080, которые используются в основном на универсальных станках.
Внимание! Если на станках имеется магазин с автоматической сменой инструмента, то при использовании штревель-адаптера не будет работать автоматическая смена инструмента).
Втулка переходная под конус Морзе №5
Хвостовик - BT50
Внутренний конус - MT.№5
Наружный диаметр - 60 мм
Длина - 115 мм
Новая. С хранения.
Втулка переходная для сверлильного патрона КМ4 В18
Новая. С хранения.
Втулка переходная для сверлильного патрона КМ2 В10
Новая. С хранения.
Втулка переходная для сверлильного патрона 5361-1-B12 КМ1 В12
Производство Bison.
Новая. С хранения.
Втулка переходная для сверлильного патрона 5361-1-B16 КМ1 В16
Производство Bison.
Новая. С хранения.
Втулка переходная для фрез 4/2
Номер: 6101-0073
Новая. С хранения.
Втулка переходная для сверлильного патрона 5361-2-B16 КМ2 В16
Производство Bison.
Новая. С хранения.
Патрон конус Морзе MTA4-SLA32-85. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Патрон конус Морзе MTA4-SLA40-95. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Фрезерный патрон Weldon BT50-SLN32-165. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 32 мм, длина вылета 165 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон Weldon BT50-SLN12-80. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 12 мм, длина вылета 80 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон Weldon BT50-SLN16-80. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 12 мм, длина вылета 80 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон Weldon BT30-SLN12-50. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 12 мм, длина вылета 50 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон Weldon BT30-SLN16-75. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 16 мм, длина вылета 75 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон Weldon BT40-SLN12-63. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 12 мм, длина вылета 63 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон Weldon BT50-SLN25-165. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon.
Диаметр устанавливаемого инструмента 25 мм, длина вылета 165 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Фрезерный патрон HSK63A-SLN32-60. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 72 мм, длина вылета 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерный патрон HSK63A-SLN25-110. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 65 мм, длина вылета 110 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерный патрон HSK63A-SLN20-80. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 52 мм, длина вылета 80 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерный патрон HSK63A-SLN16-80. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 48 мм, длина вылета 80 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерный патрон BT40-SLN20-70. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 70 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon HSK63A-SLN10-65. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 35 мм, длина вылета 65 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерный патрон HSK63A-SLN12-80. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 42 мм, длина вылета 80 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерный патрон Патрон Weldon BT40-SLN16-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 16 мм, длина вылета 100 мм.
Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT30-SLN25-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 25 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT30-SLN20-63. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 63 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT40-SLN40-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 40 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон SK50-SLN32-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 32 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон SK40-SLN25-90L. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 25 мм, длина вылета 90 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон SK40-SLN32-100L. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 32 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон SK40-SLN20-63L. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 63 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT40-SLN25-100L. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 25 мм, длина вылета 110 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон BT40-SLN20-90. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 90 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT50-SLN32-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 32 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT50-SLN40-120. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 40 мм, длина вылета 120 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT50-SLN25-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 25 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT50-SLN20-80. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 80 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT50-SLN32-105. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 32 мм, длина вылета 105 мм. Биение не превышает 0,005 мм.Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT40-SLN25-90. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 25 мм, длина вылета 90 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT40-SLN20-63. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 63 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT30-SLN20-75. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 75 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT40-SLN32-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 32 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерный патрон Weldon BT50-SLN20-100. Предназначен для установки корпусных сверл, концевых фрез с лыской на хвостовике и другого осевого инструмента с цилиндрическим хвостовиком Weldon. Диаметр устанавливаемого инструмента 20 мм, длина вылета 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель в комплект поставки не входит и заказывается отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-45.
Для фрез с посадочным местом 22 мм. Длина рабочей части 45 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Штревель и гаечный ключ в комплект не включен и приобретается отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB27-45.
Для фрез с посадочным местом 27 мм. Длина рабочей части 45 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Штревель и гаечный ключ в комплект не включен и приобретается отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT30-FMB32-45.
Для фрез с посадочным местом 32 мм. Длина рабочей части 45 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Штревель и гаечный ключ в комплект не включен и приобретается отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT30-FMB27-45.
Для фрез с посадочным местом 27 мм. Длина рабочей части 45 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Штревель и гаечный ключ в комплект не включен и приобретается отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT30-FMB22-45L.
Для фрез с посадочным местом 22 мм. Длина рабочей части 45 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Штревель и гаечный ключ в комплект не включен и приобретается отдельно.
Оправка для насадных фрез HSK63A-FMB27-65. Для фрез с посадочным местом 27 мм. Длина рабочей части 65 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Оправка для насадных фрез HSK63A-FMB27-60. Для фрез с посадочным местом 27 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT40-FMB16-60L. Для фрез с посадочным местом 16 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK50-FMB40-200. Для фрез с посадочным местом 40 мм. Длина рабочей части 200 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK50-FMB32-200. Для фрез с посадочным местом 32 мм. Длина рабочей части 200 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB32-90 Для фрез с посадочным местом 32 мм. Длина рабочей части 90 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB32-100. Для фрез с посадочным местом 32 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB27-150. Для фрез с посадочным местом 27 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез NT50-FMB40-60. Для фрез с посадочным местом 40 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Предназначена для универсальных станков.
Конус стандарта NT является аналогом и взаимозаменяем с конусами стандартов:
- DIN2080
- ISO7388 (исполнение 2)
- ГОСТ25827 (исполнение 1)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез NT50-FMB22-45. Для фрез с посадочным местом 22 мм. Длина рабочей части 45 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Предназначена для универсальных станков.
Конус стандарта NT является аналогом и взаимозаменяем с конусами стандартов:
- DIN2080
- ISO7388 (исполнение 2)
- ГОСТ25827 (исполнение 1)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB32-150. Для фрез с посадочным местом 32 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT30-FMB16-60L. Для фрез с посадочным местом 16 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK40-FMB27-100. Для фрез с посадочным местом 27 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK50-FMB22-60. Для фрез с посадочным местом 22 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK50-FMB22-150. Для фрез с посадочным местом 22 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK40-FMB22-100L. Для фрез с посадочным местом 22 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK40-FMB22-60L. Для фрез с посадочным местом 22 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK40-FMB27-60L. Для фрез с посадочным местом 27 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез SK40-FMB22-150L. Для фрез с посадочным местом 22 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT40-FMB16-100. Для фрез с посадочным местом 16 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT50-FMB16-200. Для фрез с посадочным местом 16 мм. Длина рабочей части 200 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT50-FMB16-150. Для фрез с посадочным местом 16 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-350. Для фрез с посадочным местом 22 мм. Длина рабочей части 350 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB40-60. Для фрез с посадочным местом 40 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-250. Для фрез с посадочным местом 22 мм. Длина рабочей части 250 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB27-100. Для фрез с посадочным местом 27 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB27-60. Для фрез с посадочным местом 27 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB60-75. Для фрез с посадочным местом 60 мм. Длина рабочей части 75 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-200. Для фрез с посадочным местом 22 мм. Длина рабочей части 200 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-300. Для фрез с посадочным местом 22 мм. Длина рабочей части 300 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB32-60. Для фрез с посадочным местом 32 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-100. Для фрез с посадочным местом 22 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB32-45. Для фрез с посадочным местом 32 мм. Длина рабочей части 45 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-150. Для фрез с посадочным местом 22 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB22-250. Для фрез с посадочным местом 22 мм. Длина рабочей части 250 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB27-40. Для фрез с посадочным местом 27 мм. Длина рабочей части 40 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB40-60. Для фрез с посадочным местом 40 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT40-FMB22-60. Для фрез с посадочным местом 22 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB32-60. Для фрез с посадочным местом 32 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB22-150. Для фрез с посадочным местом 22 мм. Длина рабочей части 150 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT40-FMB22-100. Для фрез с посадочным местом 22 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB22-200. Для фрез с посадочным местом 22 мм. Длина рабочей части 200 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB27-100. Для фрез с посадочным местом 27 мм. Длина рабочей части 100 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT50-FMB22-60. Для фрез с посадочным местом 22 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и гаечный ключ в комплект не включен и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB27-60. Для фрез с посадочным местом 27 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для насадных (торцевых) фрез BT40-FMB22-45L. Для фрез с посадочным местом 22 мм. Длина рабочей части 45 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых)фрез BT30-FMB27-60. Для фрез с посадочным местом 27 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT30-FMB32-60. Для фрез с посадочным местом 32 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Фрезерная оправка для (насадных) торцевых фрез BT30-FMB22-60. Для фрез с посадочным местом 22 мм. Длина рабочей части 60 мм. Биение не превышает 0,005 мм. Оптимальная скорость вращения до 10 000 об/мин.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Набор состоит из особо точных цанг ER40, пластикового кейса и мягкого ложемента в котором располагаются цанги. Сами цанги соответствуют стандарту ISO 15488 (в замен устаревшему DIN6499) имеют форму В (12-16 прорезей) и не имеют подвод СОЖ.
Комплект цанг позволяет зажимать цилиндрических хвостовики инструмента от 4мм до 26мм.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Набор состоит из особо точных цанг ER25, пластикового кейса и мягкого ложемента в котором располагаются цанги. Сами цанги соответствуют стандарту ISO 15488 (в замен устаревшему DIN6499) имеют форму В (12-16 прорезей) и не имеют подвод СОЖ.
Комплект цанг позволяет зажимать цилиндрических хвостовики инструмента от 2мм до 16мм.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Набор состоит из особо точных цанг ER16, пластикового кейса и мягкого ложемента в котором располагаются цанги. Сами цанги соответствуют стандарту ISO 15488 (в замен устаревшему DIN6499) имеют форму В (12-16 прорезей) и не имеют подвод СОЖ.
Комплект цанг позволяет зажимать цилиндрические хвостовики инструмента от 1мм до 10мм.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Набор состоит из особо точных цанг ER32, пластикового кейса и мягкого ложемента в котором располагаются цанги. Сами цанги соответствуют стандарту ISO 15488 (в замен устаревшему DIN6499) имеют форму В (12-16 прорезей) и не имеют подвод СОЖ.
Комплект цанг позволяет зажимать цилиндрических хвостовики инструмента от 3мм до 20мм.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Набор состоит из особо точных цанг ER20, пластикового кейса и мягкого ложемента в котором располагаются цанги. Сами цанги соответствуют стандарту ISO 15488 (в замен устаревшему DIN6499) имеют форму В (12-16 прорезей) и не имеют подвод СОЖ.
Комплект цанг позволяет зажимать цилиндрических хвостовики инструмента от 2мм до 13мм.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Набор состоит из особо точных цанг ER11, пластикового кейса и мягкого ложемента в котором располагаются цанги. Сами цанги соответствуют стандарту ISO 15488 (в замен устаревшему DIN6499) имеют форму В (12-16 прорезей) и не имеют подвод СОЖ.
Комплект цанг позволяет зажимать цилиндрических хвостовики инструмента от 1мм до 7мм.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-17A со сквозным отверстием для фиксации концевого инструмента диаметром от 16 до 17 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-19A со сквозным отверстием для фиксации концевого инструмента диаметром от 18 до 19 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-21A со сквозным отверстием для фиксации концевого инструмента диаметром от 20 до 21 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-26A со сквозным отверстием для фиксации концевого инструмента диаметром от 25 до 26 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-23A со сквозным отверстием для фиксации концевого инструмента диаметром от 22 до 23 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-18A со сквозным отверстием для фиксации концевого инструмента диаметром от 17 до 18 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-25A со сквозным отверстием для фиксации концевого инструмента диаметром от 24 до 25 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-20A со сквозным отверстием для фиксации концевого инструмента диаметром от 19 до 20 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-22A со сквозным отверстием для фиксации концевого инструмента диаметром от 21 до 22 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-16A со сквозным отверстием для фиксации концевого инструмента диаметром от 15 до 16 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-24A со сквозным отверстием для фиксации концевого инструмента диаметром от 23 до 24 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-15A со сквозным отверстием для фиксации концевого инструмента диаметром от 14 до 15 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-14A со сквозным отверстием для фиксации концевого инструмента диаметром от 13 до 14 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-12A со сквозным отверстием для фиксации концевого инструмента диаметром от 11 до 12 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
.Зажимная особо точная цанга ER40-13A со сквозным отверстием для фиксации концевого инструмента диаметром от 12 до 13 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-10A со сквозным отверстием для фиксации концевого инструмента диаметром от 9 до 10 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-11A со сквозным отверстием для фиксации концевого инструмента диаметром от 10 до 11 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-9A со сквозным отверстием для фиксации концевого инструмента диаметром от 8 до 9 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-15A со сквозным отверстием для фиксации концевого инструмента диаметром от 14 до 15 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-6A со сквозным отверстием для фиксации концевого инструмента диаметром от 5 до 6 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-4A со сквозным отверстием для фиксации концевого инструмента диаметром от 3 до 4 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-16A со сквозным отверстием для фиксации концевого инструмента диаметром от 15 до 16 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-19A со сквозным отверстием для фиксации концевого инструмента диаметром от 18 до 19 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-18A со сквозным отверстием для фиксации концевого инструмента диаметром от 17 до 18 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-7A со сквозным отверстием для фиксации концевого инструмента диаметром от 6 до 7 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-8A со сквозным отверстием для фиксации концевого инструмента диаметром от 7 до 8 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-5A со сквозным отверстием для фиксации концевого инструмента диаметром от 4 до 5 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-17A со сквозным отверстием для фиксации концевого инструмента диаметром от 16 до 17 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-20A со сквозным отверстием для фиксации концевого инструмента диаметром от 19 до 20 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-12A со сквозным отверстием для фиксации концевого инструмента диаметром от 11 до 12 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-13A со сквозным отверстием для фиксации концевого инструмента диаметром от 12 до 13 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-14A со сквозным отверстием для фиксации концевого инструмента диаметром от 13 до 14 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-8A со сквозным отверстием для фиксации концевого инструмента диаметром от 7 до 8 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-15A со сквозным отверстием для фиксации концевого инструмента диаметром от 14 до 15 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-10A со сквозным отверстием для фиксации концевого инструмента диаметром от 9 до 10 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-7A со сквозным отверстием для фиксации концевого инструмента диаметром от 6 до 7 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-5A со сквозным отверстием для фиксации концевого инструмента диаметром от 4 до 5 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-4A со сквозным отверстием для фиксации концевого инструмента диаметром от 3 до 4 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-6A со сквозным отверстием для фиксации концевого инструмента диаметром от 5 до 6 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-14A со сквозным отверстием для фиксации концевого инструмента диаметром от 13 до 14 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-11A со сквозным отверстием для фиксации концевого инструмента диаметром от 10 до 11 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-9A со сквозным отверстием для фиксации концевого инструмента диаметром от 8 до 9 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-16A со сквозным отверстием для фиксации концевого инструмента диаметром от 15 до 16 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER32-3A со сквозным отверстием для фиксации концевого инструмента диаметром от 2 до 3 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-13A со сквозным отверстием для фиксации концевого инструмента диаметром от 12 до 13 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-12A со сквозным отверстием для фиксации концевого инструмента диаметром от 11 до 12 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-7A со сквозным отверстием для фиксации концевого инструмента диаметром от 6 до 7 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-9A со сквозным отверстием для фиксации концевого инструмента диаметром от 8 до 9 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-6A со сквозным отверстием для фиксации концевого инструмента диаметром от 5 до 6 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-11A со сквозным отверстием для фиксации концевого инструмента диаметром от 10 до 11 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-8A со сквозным отверстием для фиксации концевого инструмента диаметром от 7 до 8 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-2A со сквозным отверстием для фиксации концевого инструмента диаметром от 1 до 2 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-13A со сквозным отверстием для фиксации концевого инструмента диаметром от 12 до 13 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-4A со сквозным отверстием для фиксации концевого инструмента диаметром от 3 до 4 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-5A со сквозным отверстием для фиксации концевого инструмента диаметром от 4 до 5 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-3A со сквозным отверстием для фиксации концевого инструмента диаметром от 2 до 3 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER25-10A со сквозным отверстием для фиксации концевого инструмента диаметром от 9 до 10 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-11A со сквозным отверстием для фиксации концевого инструмента диаметром от 10 до 11 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-6A со сквозным отверстием для фиксации концевого инструмента диаметром от 5 до 6 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-3A со сквозным отверстием для фиксации концевого инструмента диаметром от 2 до 3 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-10A со сквозным отверстием для фиксации концевого инструмента диаметром от 9 до 10 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-12A со сквозным отверстием для фиксации концевого инструмента диаметром от 11 до 12 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-7A со сквозным отверстием для фиксации концевого инструмента диаметром от 6 до 7 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-8A со сквозным отверстием для фиксации концевого инструмента диаметром от 7 до 8 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-4A со сквозным отверстием для фиксации концевого инструмента диаметром от 3 до 4 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-5A со сквозным отверстием для фиксации концевого инструмента диаметром от 4 до 5 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-9A со сквозным отверстием для фиксации концевого инструмента диаметром от 8 до 9 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-7A со сквозным отверстием для фиксации концевого инструмента диаметром от 6 до 7 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-10A со сквозным отверстием для фиксации концевого инструмента диаметром от 9 до 10 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-9A со сквозным отверстием для фиксации концевого инструмента диаметром от 8 до 9 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-8A со сквозным отверстием для фиксации концевого инструмента диаметром от 7 до 8 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER20-2A со сквозным отверстием для фиксации концевого инструмента диаметром от 1 до 2 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-6A со сквозным отверстием для фиксации концевого инструмента диаметром от 5 до 6 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-1A со сквозным отверстием для фиксации концевого инструмента диаметром от 0,5 до 1 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-5A со сквозным отверстием для фиксации концевого инструмента диаметром от 4 до 5 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-2A со сквозным отверстием для фиксации концевого инструмента диаметром от 1 до 2 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-7A со сквозным отверстием для фиксации концевого инструмента диаметром от 6,5 до 7 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-4A со сквозным отверстием для фиксации концевого инструмента диаметром от 3 до 4 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-5A со сквозным отверстием для фиксации концевого инструмента диаметром от 4,5 до 5 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER16-3A со сквозным отверстием для фиксации концевого инструмента диаметром от 2 до 3 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-6A со сквозным отверстием для фиксации концевого инструмента диаметром от 5,5 до 6 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-2A со сквозным отверстием для фиксации концевого инструмента диаметром от 1,5 до 2 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-4A со сквозным отверстием для фиксации концевого инструмента диаметром от 3,5 до 4 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-3A со сквозным отверстием для фиксации концевого инструмента диаметром от 2,5 до 3 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER11-1A со сквозным отверстием для фиксации концевого инструмента диаметром от 0,5 до 1 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная особо точная цанга ER40-32A со сквозным отверстием для фиксации концевого инструмента диаметром от 31 до 32 мм. Предназначена для сверл, концевых фрез и другого инструмента с цилиндрическим хвостовиком. Цанга соответствует стандарту ISO 15488 ( DIN6499) имеет форму В (12-16 прорезей) и не имеет подвод СОЖ.
Информация для справки:
Согласно ISO 15488 цанги бывают трех видов точности:
Прецизионные с максимальным биением 0,005мм
Особо точные с максимальным биением 0,008мм
Стандартной точности с максимальным биением 0,015мм
Как видно из информации выше, разница в биением между прецизионными и особо точными цангами составляет 0,003мм (3мкм), что при выполнении даже особо точных работ на станках обычной точности не сильно влияет на результат. Поэтому вместо прецизионных цанг рекомендуем использовать особо точные, на станках обычной точности.
Зажимная цанга ERG40-d M3 (3.5x2.7 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 3,5мм и квадратом 2,7мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M4 (4.5x3.4 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 4,5мм и квадратом 3,4мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M22/M24 (18x14.5 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 18мм и квадратом 14,5мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M8 (8.0x6.2 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 8,0мм и квадратом 6,2мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M5/M6 (6.0x4.9 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 6,0мм и квадратом 4,9мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M14 (11x9 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 11мм и квадратом 9мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M18 (14x11 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 14мм и квадратом 11мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M20 (16x12 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 16мм и квадратом 12мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M10 (10x8 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 10мм и квадратом 8мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M20 (16x12 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 16мм и квадратом 12мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M18 (14x11 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 14мм и квадратом 11мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M12 (9x7 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 9мм и квадратом 7мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M12 (9x7 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 9мм и квадратом 7мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M14 (11x9 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 11мм и квадратом 9мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG40-d M16 (12x9 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 12мм и квадратом 9мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M16 (12x9 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 12мм и квадратом 9мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M4 (4.5x3.4 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 4,5мм и квадратом 3,4мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M5/M6 (6.0x4.9 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 6,0мм и квадратом 4,9мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M3 (3.5x2.7 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 3,5мм и квадратом 2,7мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M8 (8.0x6.2 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 8,0мм и квадратом 6,2мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG32-d M10 (10x8 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 10мм и квадратом 8мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M8 (8.0x6.2 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 8,0мм и квадратом 6,2мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M10 (10x8 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 10мм и квадратом 8мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG20-d M3 (3.5x2.7 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 3,5мм и квадратом 2,7мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M4 (4.5x3.4 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 4,5мм и квадратом 3,4мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG20-d M10 (10x8 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 10мм и квадратом 8мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M5/M6 (6.0x4.9 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 6,0мм и квадратом 4,9мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M3 (3.5x2.7 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 3,5мм и квадратом 2,7мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG20-d M8 (8.0x6.2 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 8,0мм и квадратом 6,2мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG20-d M4 (4.5x3.4 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 4,5мм и квадратом 3,4мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M14 (11x9 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 11мм и квадратом 9мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M16 (12x9 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 12мм и квадратом 9мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG20-d M2 (2.8x2.1 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 2,8мм и квадратом 2,1мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG20-d M5/M6 (6.0x4.9 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 6,0мм и квадратом 4,9мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG25-d M12 (9x7 DIN376) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 9мм и квадратом 7мм по DIN376 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG16-d M4 (4.5x3.4 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 4,5мм и квадратом 3,4мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG16-d M8 (8.0x6.2 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 8,0мм и квадратом 6,2мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG16-d M5/M6 (6.0x4.9 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 6,0мм и квадратом 4,9мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG16-d M3 (3.5x2.7 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 3,5мм и квадратом 2,7мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Зажимная цанга ERG16-d M2 (2.8x2.1 DIN371) предназначена для зажима метчиков, разверток и другого осевого металлорежущего инструмента с цилиндрическим хвостовиком 2,8мм и квадратом 2,1мм по DIN371 и другому стандарту, имеющему аналогичные размеры цилиндрического хвостовика и квадрата.
Цанга надежно фиксирует инструмент, а дополнительная квадратная посадка обеспечивает надежную передачу крутящего момента на инструмент и предотвращает его прокручивание. Цанги типа ERG соответствует стандарту ISO 15488 ( DIN6499), поэтому они могут, устанавливаться как в специальные оправки с осевой компенсацией, так и в обычные цанговые патроны, при этом используется цикл жесткого нарезания резьбы.
Цанговый патрон HSK63AXER25-100. Устанавливаемая цанга - ER25.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Цанговый патрон BT40-ER40-80L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Цанговый патрон HSK63A-ER32-100. Устанавливаемая цанга - ER32.
Штревель конструкцией не предусмотрен, ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER32-250. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK50-ER32-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK50-ER40-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER32-70L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER40-100L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER25-70L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER25-150L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER32-100L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER32-150L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER25-100L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER16-150L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER20-100L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER16-70L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый SK40-ER16-100L. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Цанговый патрон с цилиндрическим хвостовиком C20-ER32-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER32.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Цанговый патрон с цилиндрическим хвостовиком C40-ER32-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER32.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Цанговый патрон с цилиндрическим хвостовиком C32-ER32-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER32.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Цанговый патрон с цилиндрическим хвостовиком C40-ER40-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER40.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Патрон цанговый BT50-ER40-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER40-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER40-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER25-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER40-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER40-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER32-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER32-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER32-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER25-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER25-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER16-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER16-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER20-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER16-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER20-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT50-ER20-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм.Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER40-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER40. Диаметр инструмента от 3 до 26 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER32-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER32-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER32-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER32-60 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER25-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER16-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER16-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER32-100 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER25-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER20-70. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER25-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER16-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER20-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT40-ER20-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER32-150 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER32. Диаметр инструмента от 2 до 20 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER25-150 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER20-100 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER25-60 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER25-100 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER25. Диаметр инструмента от 1 до 16 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER20-150 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER16-100. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER20-60 . Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER20. Диаметр инструмента от 1 до 13 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER16-150. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Патрон цанговый BT30-ER16-60. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта BT является аналогом и взаимозаменяем с конусами стандартов:
- MAS403BT
- JIS (с исключениями)
Штревель и ключ в комплект не включены и приобретаются отдельно.
Цанговый патрон с цилиндрическим хвостовиком C20-ER20-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER20.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Цанговый патрон с цилиндрическим хвостовиком C16-ER20-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER20.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.
Патрон цанговый SK40-ER16-63. Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком. Устанавливаемая цанга - ER16. Диаметр инструмента от 0,5 до 10 мм. Оптимальная скорость вращения до 10 000 об/мин. Биение не превышает 0,005 мм.
Конус стандарта SK является аналогом и взаимозаменяем с конусами стандартов:
- DIN69871
- ISO7388 (исполнение 1)
- ГОСТ25827 (исполнение 2)
- DAT
- AT
Штревель и ключ в комплект не включены и приобретаются отдельно.
Цанговый патрон с цилиндрическим хвостовиком C20-ER16-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER16.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.

Цанговый патрон с цилиндрическим хвостовиком C20-ER25-100.
Предназначен для установки концевых фрез, сверл, метчиков и другого инструмента с цилиндрическим хвостовиком.
Устанавливаемая цанга - ER25.
Диаметр инструмента от 2 до 20 мм.
Биение не превышает 0,005 мм.
Оптимальная скорость вращения до 10 000 об/мин.




























































")
")
")
")
")
")
")
")
")
")
 Beltools")
 Beltools")
")
")
")
")
По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности
")
По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности
")
")
")
")
По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности
")
По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности
По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности

По классу точности центра вращающиеся разделяют:
Н – нормальная серия
У – усиленный
П – повышенной точности
")


































